Conseils pour la découpe des tubes
Un support moteur doublement incliné est un cauchemar à ajuster et à couper puisque aucun tube n’est identique. Étant donné que les jeux de soudure des tubes doivent être maintenus à .060″ maximum, il est difficile d’obtenir un bon ajustement.
J’ai une méthode pour économiser un peu de tube et un peu de frustration.
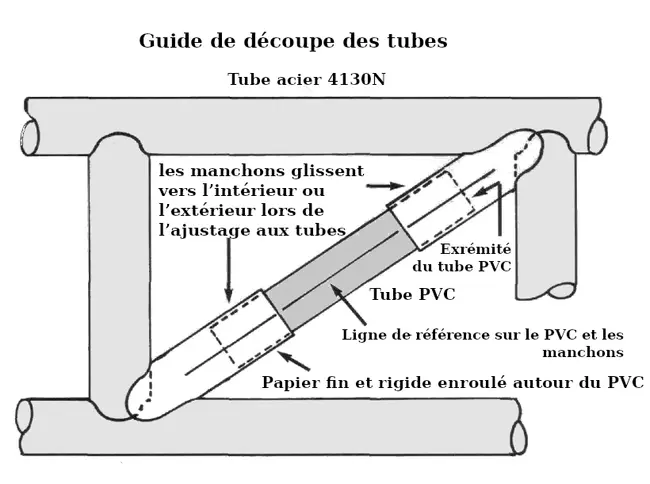
Procurez-vous des tubes PVC du même diamètre extérieur que les tubes utilisés dans la structure que vous construisez. Prenez du papier fin et rigide pour réaliser les enveloppes d’extrémité servant de patrons de découpe des tubes. Tracez d’abord une ligne de référence longitudinale sur le tube PVC et sur le tube acier. Pour commencer, collez une enveloppe en papier autour d’une extrémité du tube PVC comme illustré et positionnez le tube PVC en place. Découpez le tube en papier pour qu’il corresponde au joint. Marquez la ligne de référence sur l’enveloppe en papier autour du tube acier pour qu’elle corresponde à la ligne de référence du tube PVC.
Commencez à l’autre extrémité avec une nouvelle enveloppe en papier autour du tube. Alignez l’extrémité du tube PVC déjà ajustée et faites coulisser l’enveloppe sur l’autre extrémité pour l’autre joint, puis découpez pour ajuster. Après avoir ajusté le tube en papier, marquez la ligne de référence sur l’enveloppe ; marquez également la ligne de référence de longueur sur le tube PVC.
Transférez cela sur le tube en acier et marquez les extrémités du tube à partir du patron en papier enroulé. Les marques de ligne de référence sont importantes pour obtenir la longueur et la référence angulaire. Notez qu’après que les patrons ont été découpés et mis en place, ils ne peuvent plus être retirés en raison de l’enroulement des patrons autour des tubes. Il est important de se rappeler que le tube doit avoir un élément mobile ou être assemblé un à la fois en position.
REVUE D’OUVRAGE
Aircraft Welding Manual, révisé en 1992, réf. #21-3786 pour 11,95 $. Ce manuel couvre les principes fondamentaux du soudage, la préparation, le réglage de la flamme, les dimensions des buses de chalumeau, les dimensions des baguettes, les techniques de soudage, le soudage des métaux ferreux et non ferreux, la géométrie des fuselages en tubes d’acier, l’ajustage des tubes, les défauts de conception et de nombreux autres sujets. Encore une fois, l’un des manuels les plus complets et les plus à jour de l’EAA.
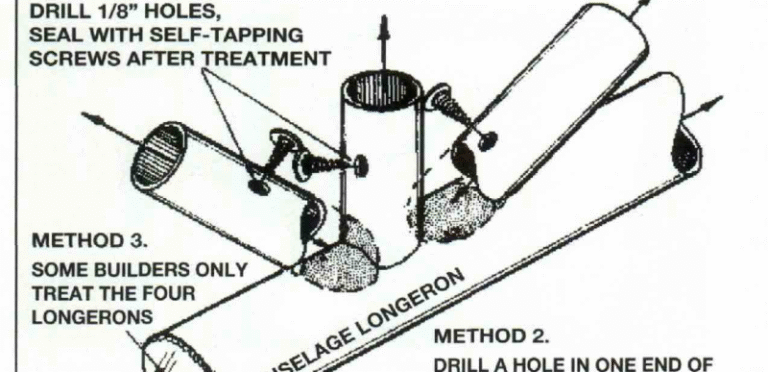
PROTECTION DES TUBES EN ACIER
Dans plusieurs STC, le procédé requis est que les tubes en acier soient revêtus d’époxy avec le revêtement spécifique recommandé par le fabricant avant que la toile ne soit posée. Dans certains cas, nous constatons l’utilisation d’un apprêt inadapté sur les tubes en acier, et les colles utilisées pour coller la toile aux tubes décollent l’apprêt et provoquent de la rouille. Lorsque vous utilisez le procédé d’entoilage d’un fabricant spécifique, nous suggérons que vous utilisiez également l’apprêt qu’il recommande exclusivement pour son procédé.
INTERFACE BOIS-ALUMINIUM/ACIER
Lorsque l’acier ou l’aluminium sont en contact avec le bois, nous suggérons d’enduire ces composants d’époxy avant de les fixer au bois. Cela contribuera à réduire le transfert d’humidité du bois vers le métal et à diminuer la corrosion et la rouille. Les bagues en aluminium utilisées dans les boulons de longeron doivent toujours avoir l’intérieur du bois soigneusement peint. Lorsque vous faites passer des boulons ordinaires dans le bois, il est recommandé d’utiliser soit des écouvillons cylindriques soit des cotons-tiges pour vous assurer que le bois est verni ou enduit d’époxy à l’intérieur avant d’insérer le boulon. Usiner le bois à une dimension exacte puis insérer un boulon dans du bois non protégé peut entraîner de la corrosion. Il est préférable de prévoir l’épaisseur du revêtement à l’intérieur du bois afin de ralentir le transfert d’humidité.