Bases du composite -1/5- Utilisation des composites
ESPACE DE TRAVAIL
Pour commencer, il est important de noter que vous n’avez pas besoin d’un laboratoire immaculé pour construire un avion en composite. Comme pour la plupart des projets de construction aéronautique, un garage deux places suffit largement. Selon mon expérience, avoir votre atelier chez vous ou à proximité de votre domicile résout deux problèmes majeurs. D’une part, vous serez beaucoup plus enclin à travailler sur le projet en rentrant du travail que si vous deviez conduire 30 minutes pour vous rendre à un autre endroit. Cela se traduit directement par plus d’heures passées sur la construction. D’autre part, votre famille sera plus susceptible de s’impliquer — ce qui est un facteur important pour mener le projet à bien.
Dans un atelier de composites idéal, vous disposeriez d’une «salle propre» pour les opérations de stratification, de découpe des tissus, etc., et d’une «salle sale» pour les travaux de ponçage. La plupart d’entre nous n’ont pas de cloison dans leur garage, il faut donc faire preuve de prudence lors des opérations de ponçage pour éviter toute contamination des pièces en cours de fabrication. Le ponçage doit être effectué uniquement après que les pièces aient complètement polymérisé et qu’elles soient protégées — jamais juste après une nouvelle stratification.
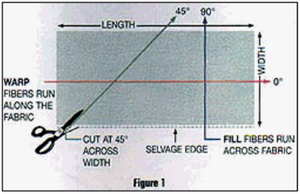
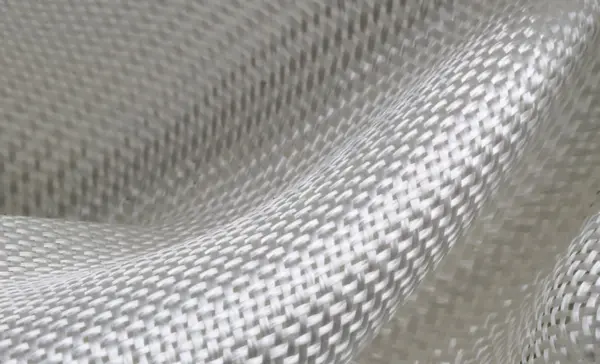
Vous aurez besoin d’une table pour découper vos tissus de renforcement (généralement de la fibre de verre). Comme la plupart de vos découpes seront faites selon un biais de 45 degrés, il peut être pratique de prévoir une table dédiée à cette opération. Vous pouvez même façonner la table en coupant l’un de ses côtés à 45 degrés pour faciliter la découpe en biais. La table devrait être assez large pour accueillir les rouleaux de tissu que vous utilisez (60 pouces de large devraient suffire). Vous devez pouvoir dérouler environ 1,20 à 1,50 mètre de tissu dessus. Il est recommandé de placer une surface de coupe en plastique rigide sur la table, afin de découper le tissu à l’aide d’une lame. (Nous parlerons plus en détail de la découpe de la fibre de verre plus tard.) Ce matériau peut être du polyéthylène haute densité de 3 mm d’épaisseur ou un équivalent.
Une autre table pourra être utilisée pour mélanger les résines et réaliser les opérations de stratification de base. Cette table devrait mesurer environ 90 cm par 2,40 m, selon l’espace dont vous disposez. La longueur nécessaire dépendra aussi du type d’avion que vous construisez. La table devra être placée de manière à pouvoir en faire le tour aisément. Certains constructeurs préfèrent aussi avoir une petite table supplémentaire exclusivement réservée au mélange des résines.
Une fois une pièce terminée, vous devrez la retirer de la zone de travail si possible, ou bien la suspendre au plafond.
Un grand thermomètre devrait être installé à un endroit visible, accompagné d’un indicateur d’humidité. Comme vous l’apprendrez, le contrôle de la température et de l’humidité est essentiel lors du mélange et de l’utilisation des résines. Idéalement, vous devriez pouvoir réguler la température de votre atelier — ce qui, bien entendu, n’est pas toujours réalisable dans la pratique.
Installez également une grande horloge avec une trotteuse à un endroit bien visible pendant que vous travaillez. Une fois les résines mélangées, l’horloge commence à tourner pour vous : vous ne disposez que d’un temps limité pour appliquer la résine avant qu’elle ne commence à durcir.
Il est indispensable de disposer d’une trousse de premiers secours ainsi que d’un poste de lavage oculaire facilement accessible. Une bonne ventilation de l’atelier est aussi nécessaire. Que ce soit pour le ponçage ou le travail avec les résines, il est important de faire circuler l’air dans l’espace de travail. Vous pouvez installer un ventilateur qui expulse l’air vers l’extérieur. Pour un aménagement plus efficace, vous pouvez également monter une hotte aspirante au-dessus de la table de stratification. Ce n’est pas difficile à réaliser, et c’est très efficace pour évacuer les vapeurs produites par les résines pendant le travail.
Le stockage des matériaux et des pièces est un autre point crucial. Si vous construisez un avion en composite à partir d’un kit, les pièces préformées doivent être soigneusement entreposées. Les panneaux d’aile, par exemple, peuvent se déformer et épouser toute forme à laquelle ils sont soumis. Un mauvais stockage peut entraîner un gauchissement. Le meilleur moyen de conserver ces pièces est simplement de les laisser dans la caisse d’expédition dans laquelle elles ont été livrées. Vous pouvez également conserver les matériaux d’emballage pour les utiliser comme rembourrage ou protection des pièces terminées.
Les résines doivent être stockées dans un endroit chaud si possible. En dessous d’environ 18 °C (65 °F), les résines deviennent épaisses. Plus il fait froid, plus la résine s’épaissit, rendant son utilisation difficile, notamment pour la verser hors de son contenant. Certains constructeurs ont conçu des zones chauffées dans leur atelier spécialement pour le stockage des résines, lorsque l’ensemble de l’atelier ne peut être maintenu à température constante. À des températures très basses, les résines risquent de cristalliser. Ce n’est pas un problème grave et cela peut être corrigé en plaçant le récipient de résine dans une bassine d’eau chauffée à environ 70 °C (160 °F), jusqu’à dissolution complète des cristaux.
Les résines peuvent être conservées pendant plusieurs années avant utilisation : c’est ce que l’on appelle leur durée de conservation (shelf-life). Cependant, pour les résines époxy, le durcisseur qui les accompagne a souvent une durée de vie inférieure à un an. Les résines vinylester, quant à elles, ont généralement une durée de conservation encore plus courte, surtout si elles ont été pré-activées avant l’expédition.
MATÉRIAUX DE COEUR (AMES) :
Commençons par les matériaux de cœur, qui sont généralement des types de mousses. Le polystyrène est le premier matériau que nous allons examiner. Le polystyrène se présente sous forme de grands blocs et est généralement utilisé pour façonner des structures volumineuses comme les ailes, les gouvernes, etc. Si vous construisez un avion à partir de plans, une grande partie de l’appareil sera réalisée avec ce matériau.
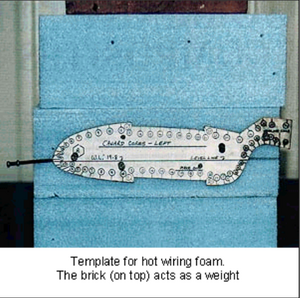
Le polystyrène peut être découpé à l’aide d’un couteau, d’une scie, ou façonné à l’aide d’un fil chaud pour obtenir un profil aérodynamique. C’est cette dernière méthode qui est généralement indiquée dans les plans. Vous pouvez trouver des instructions pour fabriquer un appareil à fil chaud dans le livret de Burt Rutan intitulé Moldless Composite Sandwich Homebuilt Aircraft Construction, disponible auprès de certains fournisseurs spécialisés. Cet outil est facile à fabriquer à partir de matériaux courants. Les gabarits nécessaires sont réalisés à partir des plans de l’avion et servent de guide pour découper la mousse à la forme exacte.
Un point crucial lorsque vous travaillez avec des mousses — en particulier avec le polystyrène — est que les cellules ou les vides de la mousse doivent être remplis avant l’application du matériau de renfort (comme la fibre de verre). Pour cela, on utilise un mélange de « slurry » (bouillie de résine + microballons), ou un produit de remplissage commercial comme le SuperFil de Poly-Fiber. C’est la toute première étape du processus de stratification, qui sera expliquée en détail plus tard.
Il est également important de noter que les résines vinylester dissolvent le polystyrène. Elles ne doivent donc jamais être utilisées avec ce type de mousse.
La plupart des avions en kit utilisent plutôt de la mousse polyuréthane (uréthane) ou polychlorure de vinyle (PVC). Ces mousses sont disponibles en différentes densités et épaisseurs, généralement de 6 mm à 50 mm environ. Pour la majorité des kits, les grandes surfaces comme les ailes sont déjà partiellement préfabriquées. Vous n’aurez qu’à fabriquer les nervures, cloisons, etc., et à les coller en place.
Ces mousses se découpent facilement avec un couteau ou une scie. NE COUPEZ JAMAIS LA MOUSSE D’URÉTHANE AVEC UN FIL CHAUD. Elle dégage alors des gaz toxiques et est aussi hautement inflammable. Ne brûlez pas non plus les chutes, car elles libèrent les mêmes gaz dangereux. Pour façonner la mousse, on utilise principalement des cales à poncer, mais aussi parfois des scies à ruban ou des défonceuses.
Enfin, certains kits d’avion utilisent des cœurs en nid d’abeille (honeycomb). En général, vous n’aurez pas à travailler vous-même avec ce matériau, car les pièces utilisant ce type de noyau sont livrées déjà fabriquées par le constructeur du kit.