L’avion en feuilles de métal
AVION EN FEUILLES DE MÉTAL.
Une fois que vous avez décidé de vous lancer dans l’aventure de construire votre propre avion, vous êtes confronté à la question du type d’appareil à construire. Les choix sont presque écrasants. Construire un avion en kit ou acheter un jeu de plans ? Quel type de construction ? Composite, tube et toile, bois, tôle ou une combinaison. Dans des articles précédents, j’ai abordé le processus de construction d’un avion en tube et toile.
Cet article vous donnera un aperçu des procédures impliquées dans la construction de votre propre avion en tôle. De nombreux kits et plans d’avions en aluminium de haute qualité sont disponibles. Avec un peu de chance, après avoir lu cet article, vous comprendrez mieux ce qu’implique la construction d’un avion tout métal.
Les avions en aluminium volent depuis de nombreuses années. Aujourd’hui, ils sont considérés comme le type de construction standard pour la plupart des avions fabriqués en usine.
Les alliages d’aluminium utilisés dans la construction des avions sont très résistants et relativement légers. La construction en tôle est utilisée sur une grande majorité d’aéronefs sous une forme ou une autre. Souvent les avions en tube et toile possèdent des capots moteurs, carénages, etc. en aluminium. Même si vous n’envisagez pas de construire un avion en aluminium, il est fort probable que vous deviez utiliser plusieurs techniques de travail de la tôle lors de la construction de votre appareil. La plupart des constructeurs souhaiteront au moins avoir une connaissance de base des techniques de tôlerie.
Il existe cinq étapes de base dans le processus de construction d’un avion en aluminium. Ces étapes sont : (1) Planification, (2) Construction de base, (3) Assemblage, réglages et installation des systèmes, (4) Inspection, certification et vols d’essai, (5) Peinture finale.
Certains constructeurs choisissent de peindre leur avion avant le vol d’essai, tandis que d’autres attendront d’avoir volé plusieurs heures afin de voir si des réglages supplémentaires sont nécessaires ou si d’autres problèmes apparaissent nécessitant un démontage partiel. Il existe aussi certaines tâches de base impliquées dans la plupart des travaux de tôlerie. Elles consistent à couper, plier, percer, fraiser ou emboutir, et river. Chacune sera abordée plus loin.
Supposons que vous ayez pris la décision de construire un avion en aluminium soit à partir d’un jeu de plans soit à partir d’un des kits disponibles. La première étape est la Planification. Je ne saurais trop souligner la nécessité de bien planifier. Votre succès dans la réalisation de votre projet dépend en grande partie de votre planification. Vous ne pourrez certainement pas prévoir tous les problèmes qui surviendront mais vous pouvez vous préparer à la plupart des étapes de la construction aéronautique. Commencez par passer beaucoup de temps à examiner les plans de l’avion et/ou le manuel d’assemblage.
Une étude approfondie du manuel avant de commencer la construction portera ses fruits tout au long du processus. Vous saurez par où commencer, quels outils seront nécessaires, l’espace requis, les considérations de sécurité, etc. Résistez à la tentation de déballer le kit et de commencer directement. C’est une situation courante qu’il convient d’éviter.
Comme pour tout autre projet de construction aéronautique, un avion tout métal peut être construit dans un espace de la taille d’un garage deux voitures. Évidemment, plus vous avez d’espace, plus il sera facile de travailler.

Il faut prendre en considération l’endroit où stocker le kit en plus du stockage des matériaux que vous allez utiliser. Le kit arrivera dans des caisses et, en général, l’une d’elles contiendra des feuilles d’aluminium. Je vous suggère de laisser l’aluminium dans la caisse jusqu’à son utilisation. Assurez-vous simplement de conserver la caisse dans un endroit sec. Les feuilles d’aluminium sont très faciles à endommager. Nous y reviendrons plus tard. Un établi sera nécessaire ainsi qu’une table de travail pour assembler les pièces des composants. Organisez vos outils et votre quincaillerie autant que possible avant de commencer. N’oubliez pas de prévoir un espace pour stocker les pièces terminées avant l’assemblage. Vous devrez les mettre de côté afin qu’elles ne soient pas endommagées. Il se peut que vous deviez louer un hangar sur un aéroport lors de l’étape finale d’assemblage. Si vous travaillez dans votre sous-sol ou votre garage, le bruit sera un facteur. Le perçage et le rivetage ne sont pas des activités silencieuses. Si vous appliquez une couche de primaire sur la plupart de vos pièces en aluminium avant l’assemblage, vous devrez prendre en compte les émanations de peinture et peut-être même construire une petite cabine de peinture en plastique. Bien entendu, si vous décidez de peindre vous-même votre avion, vous devrez construire une cabine de peinture et prévoir l’évacuation des vapeurs.
Quand nous envisageons les outils pour la construction en tôle, la conclusion est que vous ne pouvez jamais en avoir trop. Il existe un outil à acheter pour chaque tâche. La plupart des fabricants de kits et des concepteurs vous fourniront une liste des outils nécessaires. Si ce n’est pas le cas, les fournisseurs d’outillage ont généralement préparé une liste d’outils requis. Il n’est pas nécessaire d’investir dans une cisaille à métaux ni dans une plieuse à métaux. Ces deux outils peuvent être très coûteux et demandent également beaucoup d’espace au sol ou sur table. Ils sont pratiques à posséder mais pas obligatoires. Le choix d’un pistolet à rivets est important. Vous allez passer beaucoup de temps avec cet outil, alors choisissez-le avec soin. Les pistolets à rivets sont des outils pneumatiques et les deux plus populaires pour notre usage sont les modèles 2X et 3X. Le X correspond simplement à la longueur du pistolet. Un pistolet 2X convient pour poser des rivets jusqu’à 1/8″. Au-delà de cette taille, vous voudrez probablement un pistolet 3X. Un 3X frappe le rivet plus lentement mais plus fort. Assurez-vous, lorsque vous appuyez sur la gâchette de votre pistolet à rivets, de pouvoir faire varier la puissance de l’impact. Essayez un pistolet avant de l’acheter si possible. Le rivetage par pression est également une option. Plusieurs presses à rivets sont disponibles, aussi bien manuelles que pneumatiques.
Vous aurez besoin d’un compresseur d’air capable de fournir une pression de 80 à 100 psi. Votre compresseur sera un élément principal de l’équipement. Vous utiliserez beaucoup d’outils pneumatiques. La taille de la cuve est aussi importante que la puissance du moteur. Plus la cuve est grande, plus le volume d’air stocké est élevé. Cela signifie que vous ne viderez pas votre réserve d’air aussi rapidement lorsque vous utilisez une perceuse pneumatique ou une meuleuse. Enfin, lorsque vous pensez aux outils de tôlerie, pensez aux clecos. Un cleco est un petit dispositif métallique qui se place dans un trou de rivet pour fixer temporairement deux pièces de métal ensemble avant le rivetage. Vous allez en avoir besoin d’une grande quantité, souvent plus de 500. Ils existent en différentes tailles, assurez-vous donc de vérifier dans votre manuel lesquels sont nécessaires. Des tas de rivetage sont également indispensables. Vous n’aurez jamais trop de formes et de tailles de tas de rivetage. Là encore, consultez la liste d’outils fournie par le fabricant du kit ou le fournisseur d’outillage pour une liste complète.
Deux autres facteurs majeurs entrent en jeu dans la construction de votre avion — le temps et l’argent. Le temps nécessaire pour construire votre avion dépend de nombreux facteurs différents. Il est pratiquement impossible de définir une durée exacte. Quelques éléments à considérer concernant le temps sont : vos connaissances et compétences techniques, les outils disponibles, le type de travail que vous effectuez, l’aide dont vous disposez, la qualité du manuel d’assemblage, les contraintes familiales, le climat, la construction à partir de plans ou de kit, etc. Comme vous le voyez, il n’existe pas de réponse simple à la question «combien de temps ?». En règle générale, vous pouvez estimer entre 2 000 et 3 000 heures pour assembler un avion en kit en aluminium.
En ce qui concerne les coûts, le prix du kit en lui-même peut être facilement obtenu auprès du fabricant. Cependant, il y a en plus un certain nombre de coûts supplémentaires qui ne sont pas aussi faciles à calculer. Quelques exemples : les frais de transport du kit, le coût du moteur, de l’hélice, de l’avionique, des instruments, de la sellerie, de la peinture, etc. Il est conseillé de calculer au mieux le coût total afin de ne pas être surpris par le chiffre final.
Dans des articles précédents, j’ai mentionné quatre raisons principales qui contribuent au faible taux d’achèvement des projets de construction d’avions. Deux de ces raisons sont la sous-estimation du temps total et des finances nécessaires. Avec une planification adéquate, vous pouvez au moins être un peu mieux préparé à ce qui vous attend. Pour rappel, les deux autres raisons sont le manque d’implication de la famille et une connaissance technique insuffisante. Je pense qu’il est essentiel d’impliquer votre famille. Les membres de la famille ont beaucoup d’occasions d’aider à la construction en tôle. L’une d’elles est le rivetage, qui est généralement une activité à deux personnes. Avec la quantité de rivetage nécessaire, vous apprendrez certainement à apprécier leur aide. Évidemment, il existe de nombreuses autres tâches où l’aide est nécessaire et peut être fournie par les membres de la famille.
Essayez d’acquérir autant de connaissances techniques que possible avant de commencer la construction. Il existe un certain nombre de vidéos et de livres disponibles sur les techniques de construction en tôle. Vous pouvez également trouver des groupes de constructeurs sur Internet pour la plupart des types d’avions. Les personnes de ces groupes constituent généralement une excellente source d’information. Profitez des conseillers techniques de l’EAA dans votre section locale de l’EAA. Trouvez quelqu’un d’autre qui construit un type d’avion similaire et passez autant de temps que possible avec lui. Participez à l’un des ateliers EAA/SportAir en vous inscrivant au cours sur la tôlerie. La formation proposée vous donnera des connaissances de base et vous permettra de construire une section de profil aérodynamique en aluminium. Souvenez-vous qu’un manque de connaissances est souvent suivi d’un manque de confiance dans vos compétences de constructeur, ce qui peut mener à l’abandon du projet.
Maintenant que nous sommes suffisamment préparés pour commencer la construction, parlons de quelques notions de base de la construction en tôle. Tout d’abord, je vais parler du matériau utilisé dans les tôles d’aluminium. L’aluminium pur est rarement utilisé sous forme de tôle en raison de sa faible résistance et de sa rigidité À la place, on ajoute à l’aluminium des éléments d’alliage tels que le cuivre, le manganèse, le magnésium et le chrome. Ces alliages, associés à un traitement thermique, augmentent la résistance du matériau. Le pourcentage total des éléments d’alliage est généralement inférieur à 5 à 7 %. L’un des alliages d’aluminium les plus couramment utilisés dans la construction aéronautique est désigné par 2024-T3. Le cuivre est l’élément ajouté à l’aluminium dans cet alliage. Il est ensuite traité thermiquement pour obtenir des caractéristiques optimales. Ce type d’aluminium est très résistant et utilisé principalement pour les applications structurelles. Le T3 indique la trempe ou le type de traitement thermique. L’aluminium 2024-T3 possède généralement un revêtement d’aluminium pur pressé en surface comme couche finale afin de prévenir la corrosion. On appelle cela une surface alclad.

Ainsi, lorsque vous achetez de l’aluminium pour votre projet, vous verrez la désignation complète 2024-T3 alclad aluminum. Il faut prendre soin d’éviter tout dommage ou rayure sur la surface alclad. Celle-ci est très facilement endommagée. Un autre type d’aluminium utilisé est désigné 3003. Cet alliage contient du manganèse et est utilisé pour la construction des capots moteurs et autres usages non structurels. Le 6061-T6 est souvent utilisé pour former des équerres de fixation, etc. Il est composé d’aluminium, de silicium et de magnésium. Ce sont les trois types de tôles d’aluminium les plus couramment utilisés dans notre industrie. L’épaisseur des feuilles d’aluminium est mesurée en millièmes de pouce, les plus courantes étant .025 et .032.
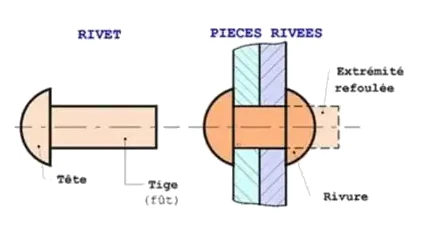
Le principal type de fixation utilisé en construction métallique est le rivet. Les rivets pleins sont les plus fréquemment utilisés dans la construction aéronautique ; ils se composent d’une tête et d’une tige. Après rivetage, la tête formée est appelée tête de rivetage. Il s’agit simplement de la tige qui s’est élargie sous l’effet du rivetage. Les types de rivets les plus courants que nous utiliserons sont le AN426 (MS20426), un rivet en alliage d’aluminium à tête fraisée à 100°, et le AN470 (MS20470), également en alliage d’aluminium, mais à tête universelle. Il est important de noter que tous les rivets structurels comportent une petite empreinte en creux au centre de la tête. Celle-ci sert à la fois d’identification et de moyen pour faciliter le retrait du rivet si nécessaire. Le diamètre d’un rivet est mesuré en 32e de pouce et la longueur en 16e de pouce. Les tailles les plus courantes utilisées dans les avions de construction amateur sont de 3/32 et 1/8 de pouce de diamètre.
Une attention particulière doit être accordée à la sécurité dès l’étape de planification. La protection oculaire est absolument essentielle. Le perçage du métal, le meulage et d’autres tâches peuvent projeter des copeaux métalliques dans les yeux. Assurez-vous de porter une protection oculaire adéquate. Un écran facial complet est recommandé lors de l’utilisation d’une meuleuse à grande vitesse. Les copeaux d’aluminium ainsi que les particules de fibre de verre provenant du disque de coupe sont projetés à grande vitesse et avec un fort impact. Une meuleuse à grande vitesse peut être très dangereuse si elle n’est pas utilisée correctement. La protection auditive doit être utilisée pour plusieurs tâches comme le rivetage et le perçage. Lors du perçage, assurez-vous que vos doigts et vos mains ne sont pas dans l’axe du foret. Déconnectez la perceuse de sa source d’air avant de changer les forets. Évitez les vêtements amples. Déconnectez les pistolets à rivets de leur source d’air avant de changer les bouterollles. Évitez d’actionner un pistolet à rivets à vide, sans appui contre une pièce de bois ou un rivet. Si vous appuyez sur la gâchette sans appui, l’embout peut se transformer en petit missile.
En guise de dernier rappel concernant l’étape de planification, utilisez la liste de contrôle publiée dans un ancien numéro de Sport Aviation qui recense les éléments nécessaires à l’inspection finale et à la certification de votre avion. Commencez à préparer l’inspection finale dès le début du projet. En particulier, le carnet de construction doit être tenu à jour, accompagné de la vérification de tous les documents requis.
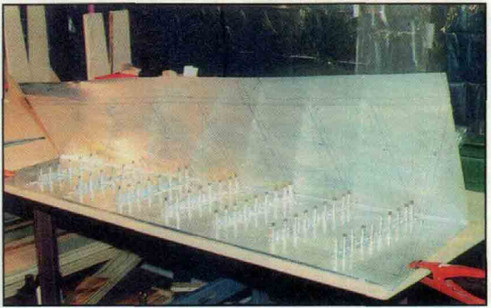
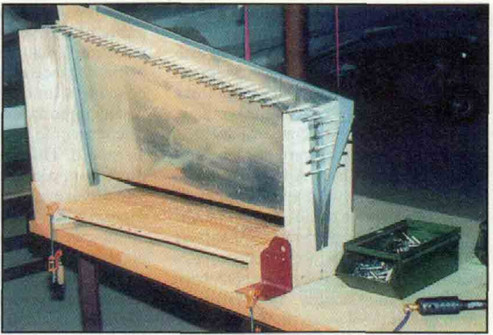
L’organisation de construction de base (celle que nous attendions !) est la suivante. Le manuel a été étudié, donc commençons. Commencez par une petite pièce. La plupart des kits débutent par le stabilisateur horizontal ou une autre section de l’empennage. Cela vous permet de vous exercer et d’améliorer vos compétences sans risque d’endommager un grand élément. La plupart des constructions en tôle se font par phases. Très simplement, vous allez d’abord couper le métal et le plier si nécessaire. Ensuite, vous percez les trous de rivets et assemblez les pièces avec des clecos. Après l’assemblage initial, vous démontez puis appliquez une couche de primaire si vous le souhaitez. Vous effectuerez également le fraisage ou l’emboutissage des trous si vous utilisez des rivets fraisés. Enfin, vous réassemblez l’ensemble avec des clecos et procédez au rivetage.
Donc, les étapes sont :
- Découper les pièces à la dimension et plier si nécessaire
- Percer les trous de rivets et mettre un cleco dans chaque trou
- Désassembler les pièces
- Ébavurer les trous
- Fraiser ou emboutir les trous
- Apprêter la pièce (si nécessaire)
- Réassembler les pièces avec des clecos
- Riveter les pièces ensemble
Ça paraît assez simple, n’est-ce pas ?
Compétences et tâches de base nécessaires :
- Découpe
- Pliage
- Perçage
- Fraisage et/ou emboutissage
- Rivetage
- Retrait de rivets
Oui, le retrait de rivets. Vous deviendrez probablement très compétent dans ce domaine. Il existe aussi d’autres opérations parfois nécessaires, comme une procédure appelée flutage. Je ne traiterai ici que des bases listées ci-dessus.
Je vais commencer par une brève étude de la découpe de l’aluminium. De nombreux outils sont disponibles pour couper le métal. La manière la plus simple et la plus efficace est d’utiliser une grande cisaille. Comme beaucoup d’entre nous ne peuvent pas se permettre d’acheter cet outil, d’autres dispositifs de coupe existent. Les plus courants sont les cisailles, disponibles en trois types : coupe à droite (poignées vertes), coupe à gauche (poignées rouges) et coupe droite (poignées jaunes). Des cisailles pneumatiques et des grignoteuses sont également accessibles. Inutile de dire qu’il est important de mesurer soigneusement avant de couper. La plupart des experts s’accordent à dire que vous devriez utiliser un marqueur fin type Sharpie pour tracer, puis effectuer votre coupe environ 1/4 à 1/2 pouce à l’extérieur de cette marque. Cela vous permettra de faire une seconde coupe plus proche et ensuite de limer ou polir jusqu’à la dimension finale. Les erreurs de coupe sont coûteuses. Le vieil adage, «mesurer deux fois et couper une fois», s’applique ici. Après avoir coupé, vous voudrez lisser les bords de la pièce à l’aide d’un outil d’ébavurage et arrondir les coins afin d’éviter de vous couper la main.
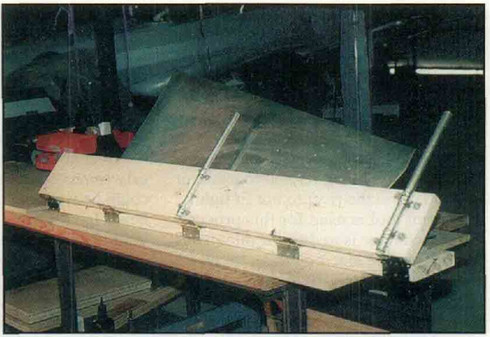
Le pliage de l’aluminium peut poser un problème, toutefois la plupart des pièces fournies dans un avion en kit sont partiellement pliées ou pré-pliées. Tout pliage requis par la majorité des fabricants de kits peut être réalisé à l’aide d’une petite plieuse que l’on peut fabriquer en bois. Le fabricant du kit montrera généralement un plan de cette plieuse dans le manuel. Une plieuse à tôle simplifie le processus de pliage et est très utile, bien que non indispensable. Si vous ne pouvez pas vous offrir une grande plieuse, plusieurs versions plus petites sont disponibles. Une discussion détaillée sur les techniques de pliage sort du cadre de cet article. Il suffit de dire que vous rencontrerez très peu de pliage si vous construisez un avion en kit métallique. Un avion construit à partir de plans pourrait être une toute autre affaire.
La tâche suivante est le perçage des trous pour les rivets. La taille des rivets à utiliser ainsi que l’espacement requis seront indiqués dans votre manuel ou vos plans. (Rappelez-vous que les rivets structurels comportent une empreinte en creux sur la tête.) Une perceuse pneumatique est le meilleur outil pour ce travail. Là encore, vous voudrez une perceuse de bonne qualité. Vous aurez besoin de contrôler la vitesse du moteur, ce qui n’est possible qu’avec des perceuses de meilleure qualité. La plupart des gens recommandent d’utiliser un foret de centrage pour le trou initial, suivi du perçage avec un foret de taille supérieure avant le rivetage. Par exemple, un rivet de 3/32″ ne rentrera pas dans un trou percé avec un foret de 3/32″. Les forets sont désignés par des numéros, un foret numéro 40 étant la taille immédiatement supérieure à 3/32″. Ainsi, un foret numéro 40 sera utilisé pour percer le trou final destiné à recevoir un rivet de 3/32″. Si vous utilisez des rivets fraisés, le processus de fraisage/emboutissage, qui sera abordé plus tard, agrandira souvent le trou pour accepter le rivet sans perçage supplémentaire. Soutenez la pièce que vous percez avec du bois ou de l’aggloméré. Le perçage de l’aluminium provoque la formation d’une bavure de chaque côté de la pièce. Ces bavures doivent être retirées par un processus appelé «ébavurage». L’absence d’ébavurage peut provoquer un espace entre les deux pièces rivetées ensemble ou empêcher le rivet de s’adapter correctement. Un outil spécial est utilisé pour ce processus. Une bonne technique consiste à percer les avant-trous dans les deux pièces, à les maintenir ensemble avec des clecos, puis à retirer les clecos et à ébavurer les deux côtés. Les clecos sont codés par couleur en fonction de leur taille et s’installent à l’aide d’une pince spéciale.
L’étape suivante consiste à fraiser ou à emboutir si vous utilisez des rivets fraisés. Les rivets AN426 nécessitent un fraisage à 100°. L’emboutissage est préféré au fraisage, mais il ne peut être effectué que sur des métaux plus fins, d’une épaisseur de 0,040 ou moins. Des outils spéciaux d’emboutissage sont disponibles, consistant essentiellement en un jeu de matrices (mâle en forme de tête de rivet et femelle correspondant à l’angle de fraisage) qui sont pressées ensemble avec l’aluminium entre elles. Cela permet de déformer le métal entourant un trou de rivet pour lui donner la forme correcte afin d’accueillir un rivet affleurant. Il est impératif que le rivet s’adapte parfaitement afin d’obtenir une résistance maximale. Le métal est légèrement étiré durant ce processus, ce qui agrandit généralement le trou à la dimension correcte sans perçage supplémentaire. Le fraisage est effectué avec une fraise spéciale montée sur une perceuse pour les métaux plus épais — 0,040 et plus.
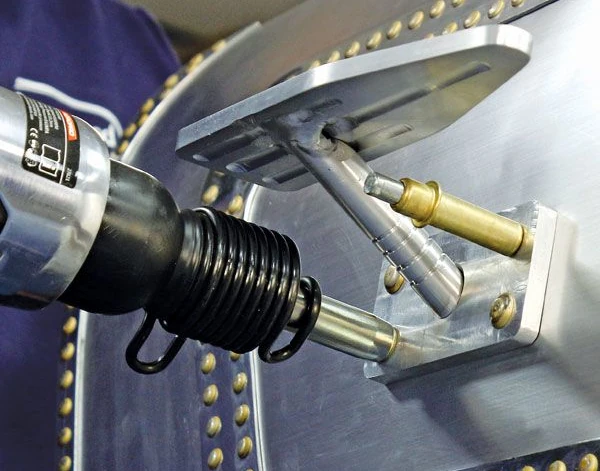
Nous sommes maintenant prêts à riveter. Cela se fait généralement à l’aide d’un pistolet à riveter ou d’une pince à riveter. La pince est préférable, mais son utilisation est souvent limitée par sa conception (profondeur des mâchoires). La «tête de formage» (tête résultant du rivetage par martelage ou serrage) est beaucoup plus uniforme et équilibrée lorsqu’elle est réalisée avec une pince. Des pinces manuelles et pneumatiques sont disponibles. Riveter avec un marteau nécessite souvent une deuxième paire de mains. C’est l’occasion de réunir la famille pour passer un «bon moment ensemble». Le rivetage demande de la pratique pour atteindre une bonne maîtrise. Entraînez-vous sur des chutes avant de travailler sur la vraie pièce. La tête de formage qui résulte du rivetage doit respecter certains critères. Un rivet correctement posé doit avoir une tête de formage d’au moins 1,5 fois le diamètre de la tige du rivet en largeur et environ 2/3 du diamètre en hauteur. Des outils spéciaux existent pour vérifier rapidement la pose correcte du rivet.
Le retrait des rivets est une compétence que vous apprendrez et pratiquerez plus que vous ne le souhaiteriez. Nous faisons des erreurs. Lorsqu’un rivet est mal posé, il doit être retiré. Lorsque vous retirez le rivet, assurez-vous de ne pas agrandir le trou. De plus, si un rivet est mal retiré, la résistance de l’assemblage peut être affaiblie. Comme mentionné, les têtes de rivets comportent une petite empreinte. Utilisez votre perceuse et placez un foret de la bonne taille dans l’empreinte. Il est préférable d’utiliser un foret d’une taille inférieure à celle de la tige du rivet. Démarrez la perceuse et retirez simplement la tête du rivet. La tige du rivet peut ensuite être extraite en la chassant avec un chasse-goupille ou en la tirant avec une pince coupante diagonale.
La question de la protection anticorrosion de l’aluminium se pose toujours. L’aluminium ne rouille pas mais il corrode. La couche d’alclad sur l’aluminium agit comme un écran pour prévenir la corrosion. Cependant, je recommande d’apprêter toutes les surfaces pour une protection maximale. Certains constructeurs vont jusqu’à apprêter leurs feuilles d’aluminium avant la découpe. Cela sert à protéger l’aluminium contre les rayures et les entailles pendant la construction. Il est certainement souhaitable d’apprêter toutes les pièces en aluminium 6061 ou 3003. Aucun de ces alliages n’a de revêtement alclad, ce qui les rend plus sensibles à la corrosion. La protection anticorrosion des nouvelles surfaces en aluminium est relativement simple. Nettoyez soigneusement la surface à l’aide d’un nettoyant et d’un tampon Scotch Brite™, puis appliquez un revêtement de conversion tel que Poly-Fiber E2300 ou alodine. Ce revêtement est nécessaire pour assurer l’adhérence de l’apprêt. Le mordançage n’est pas nécessaire sur l’aluminium neuf. Ensuite, appliquez un apprêt époxy bi-composant — une couche légère sera suffisante. Si la surface doit recevoir une peinture ultérieurement, il est souhaitable d’appliquer une couche un peu plus épaisse qui servira de support au ponçage des couches de finition. À tout le moins, appliquez un revêtement de conversion pour assurer la protection contre la corrosion.
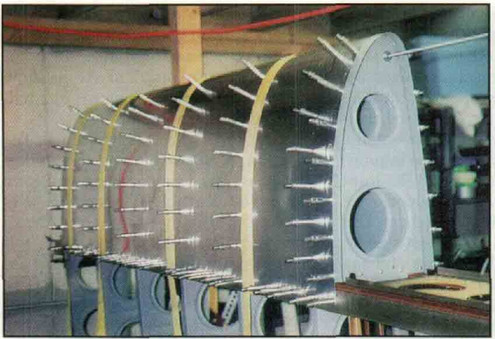
L’étape suivante dans notre processus de construction est l’assemblage, le réglage et l’installation des systèmes. Plusieurs kits nécessitent une certaine quantité d’assemblage et de réglage avant la finalisation d’un composant. Par exemple, les ailes sont souvent ajustées au fuselage et les ailerons réglés avant la fermeture définitive des revêtements d’ailes. Essayez d’installer autant de systèmes que possible avant d’assembler l’avion. Les conduites de carburant, conduites hydrauliques, instruments, etc., peuvent généralement être installés. L’empennage est souvent assemblé et réglé en premier. Ensuite, bien sûr, les ailes complètes sont installées. À ce moment-là, le moteur, les capots, la verrière, etc., seront mis en place sur l’avion.
Vient ensuite la quatrième phase : inspection, certification et vol d’essai. Cette phase a été entièrement couverte dans un article précédent. La dernière phase est la peinture finale de l’avion. Comme mentionné précédemment, certains constructeurs choisissent de peindre l’avion avant l’assemblage, d’autres avant le vol d’essai, et d’autres encore après le vol d’essai. Chacune de ces méthodes est acceptable et dépend de votre choix.
Vous constaterez que la construction d’un avion en tôle est une expérience très stimulante et gratifiante. Mal Harper de Griffin, en Géorgie, est photographié dans cet article. Mal construit un RV-6 et en est à environ 2/3 de l’avancement du projet. C’est un pilote de ligne à la retraite qui a désormais beaucoup de temps à consacrer à ce projet. Sa femme, Mary, apporte également beaucoup d’aide. Mal a actuellement 1700 heures sur son projet. Il a la chance de vivre sur une piste communautaire où il dispose d’un hangar et d’un atelier. Avoir beaucoup d’espace et de bons outils facilite grandement le travail.
J’ai présenté un aperçu de la construction d’un avion en tôle. Ce n’est certainement pas un article technique sur la construction métallique, mais plutôt un résumé des compétences les plus courantes nécessaires. J’espère que ce contenu vous sera utile si vous hésitez sur le type d’avion à construire ou même si vous hésitez à construire tout court. Je vous encourage à entreprendre le processus de construction. Je ne pense pas que vous trouverez un projet plus enrichissant. Le taux d’achèvement des projets d’avions en tôle semble élevé. Un grand nombre sont terminés et volent. Les performances de la majorité de ces avions sont assurément impressionnantes et le coût reste raisonnable.
Alors, qu’attendez-vous ?