Les rivets : Assurer la cohésion de l’ensemble
Avez-vous déjà essayé de séparer deux morceaux de ruban adhésif, collés ensemeble, en tirant sur les extrémités ? Tirez autant que vous voudrez sur les extrémités du ruban, l’adhésif semble se coller à lui-même avec une ténacité qui arrêterait la traction d’un tracteur. Mais collez-le sur une surface et tirez verticalement et le ruban se détache avec relativement peu d’effort.
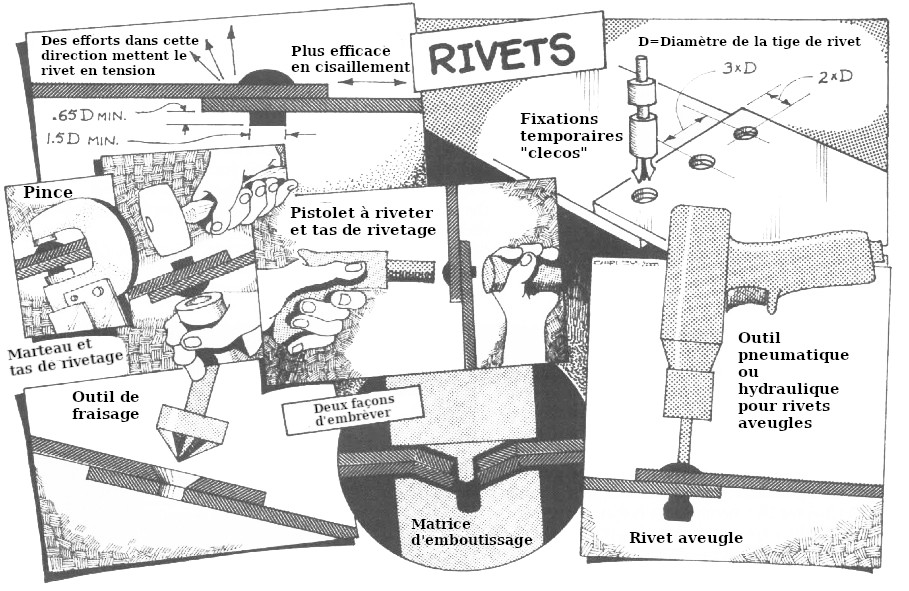
Ce que vous avez observé est la différence entre deux forces de contrainte appliquées sur l’adhésif du ruban : le cisaillement, qui essaie de séparer les deux morceaux en tirant sur les extrémités, et la tension, le mouvement consistant à tirer la pièce vers le haut depuis la table.
Les rivets résistent à ces mêmes forces d’une manière utile à ceux qui veulent construire des structures qui seront assez légères pour voler mais assez solides pour supporter les charges substantielles imposées par les efforts du vol.
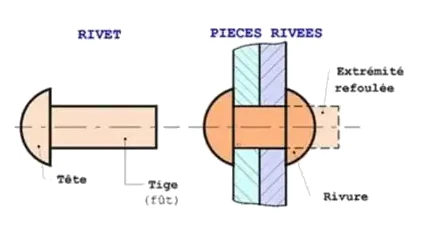
Un rivet agit comme une pince qui maintient ensemble deux ou plusieurs morceaux de matériau, mais son principal travail est de résister aux forces de cisaillement. Un rivet correctement installé résistera à la tension dans une moindre mesure, mais son travail principal est de transmettre les charges le long de la pièce de matériau, et non à un grand angle par rapport à celle-ci.
Les rivets sont utilisés depuis les premiers jours de l’aviation. Jusqu’à ce que les structures soudées deviennent plus courantes, le rivetage d’une structure ou d’un composant était la méthode préférée. Quand le caractère particulier et/ou les dimensions d’une tôle d’aluminium ou d’acier doivent être préservés, le rivetage est encore la méthode la plus courante utilisée pour assembler les divers composants.
TYPES DE RIVETS
Les deux rivets que nous voyons le plus couramment sont le rivet à tête ronde universelle MS20470 et le rivet à tête fraisée à 100 degrés MS20426. Ils sont identiques aux anciens rivets AN426 et AN470 qui sont devenus les standards pendant la Seconde Guerre mondiale. Avant la guerre, les fabricants utilisaient une gamme déconcertante de rivets, y compris la tête ronde (AN430), avec une tête de diamètre plus grand que la tête universelle plus récente, la tête brasée (AN455 et AN456), avec une tête plus plate et plus large et la tête plate (AN442), parmi d’autres.
La plupart de ces types ont disparu mais on peut encore les trouver parfois, en particulier lorsque quelqu’un restaure un avion plus ancien et souhaite conserver le même aspect.
Et il y a les « rivets aveugles », ainsi nommés parce qu’ils peuvent être installés dans des endroits où il serait impossible d’amener un tas de rivetage pour former la tête d’atelier. (Certaines personnes les appellent « rivets pop », à cause du son qu’ils font quand la tige se sépare.)
Un rivet aveugle est installé en utilisant un extracteur à main ou un pistolet pneumatique qui tire sur la tige du rivet. Lorsque que le rivet est posé, la force de traction sépare la tige du rivet et l’amène à un point de rupture fabriqué dans la tige. Le reste de la tige reste ensuite dans le rivet (une partie de la résistance du rivet provient de la tige), scellant le rivet. Les rivets aveugles existent à la fois en version à tête ronde et à tête fraisée.
Il existe d’autres « rivets » à haute résistance utilisés dans la construction des cellules d’avions, y compris les rivets Huck et Hi-Shear, où une bague est installée sur une tête
et une tige usinées, à l’aide d’outils spéciaux. Ces rivets à tolérance minime se rencontrent parfois dans les longerons assemblés et d’autres composants fortement sollicités.
La distinction entre les rivets et les fixations à tolérance minimum et à haute résistance peut sembler un peu floue. Voyez les choses ainsi : si vous devez détruire une partie de la fixation pour la retirer, c’est un rivet !
LE RENDRE FORT
Comme cela était écrit à la fin des années 1930 dans l’édition de Aircraft Maintenance for the Airplane Mechanic de Brimm et Boggess : « La résistance d’un assemblage riveté dépend de six facteurs :
- le diamètre des rivets
- le nombre de rivets
- la résistance, au cisaillement et à la pression, du matériau dont le rivet est fait
- la résistance à la pression du matériau assemblé
- l’épaisseur du matériau assemblé
- le nombre de plans le long desquels le cisaillement est résisté.
Cette liste n’inclut pas des éléments tels que des rivets mal formés, des trous trop grands pour les rivets, etc., mais suppose que la qualité du travail est satisfaisante et que le diamètre du trou n’est pas supérieur de plus de 5 pour cent au diamètre du rivet. »
La résistance à la pression est la quantité de force appliquée à un rivet installé qui provoque l’allongement du trou du rivet. Il peut « supporter » une certaine charge avant que les trous de rivet ne se déforment et que l’assemblage ne cède. Les assemblages bien conçus auront une résistance à la pression proche de la résistance au cisaillement des rivets inclus dans l’assemblage.
Une autre façon d’augmenter la résistance au cisaillement d’un assemblage riveté dans des matériaux en tôle plus mince est d’emboutir le matériau et d’utiliser des rivets à tête fraisée. La réduction de la traînée globale est la raison principale de l’utilisation de rivets à tête fraisée et, un avantage supplémentaire est, un assemblage plus solide en emboutissant le trou, on ajoute la section transversale du matériau à la résistance globale de l’union.
Dans des tôles plus épaisses, le trou est percé et fraisé à l’aide d’un outil spécial. Le « microstop countersink » permet à l’opérateur de régler avec précision la profondeur du fraisage, de sorte que chaque trou soit percé de manière uniforme.
QUALITÉ DU TRAVAIL
Comme pour de nombreuses bases de la construction, le rivetage est une compétence acquise, une que vous gagnerez avec la pratique. Une bonne qualité de travail comprend le perçage de trous précis dans le matériau à assembler et l’ébavurage de chaque trou afin que le rivet puisse reposer directement sur le matériau.
Il existe quelques méthodes différentes pour poser un rivet plein. L’utilisation d’un marteau et d’un tas de rivetage est la méthode la plus simple et elle demande une quantité surprenante de pratique pour être bien réalisée.
Un autre outil souvent utilisé est une pince à riveter manuelle ou montée sur établi. Comme le nom l’indique, l’outil presse chaque rivet d’une quantité définie pour écraser la tige et poser le rivet.
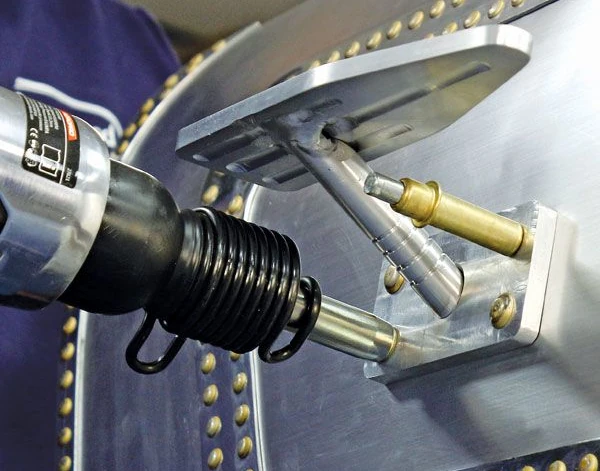
La méthode la plus courante consiste à utiliser un pistolet à riveter pneumatique avec une bouterolle et un tas de rivetage. La bouterolle (la partie qui va dans le pistolet à riveter) pour un rivet à tête ronde est concave afin d’assurer que la force d’impact soit appliquée au centre du rivet. Pour un rivet à tête fraisée, la tête a une légère courbure convexe, là encore pour s’assurer que la force de rivetage soit appliquée sur le rivet et non sur le matériau environnant. Un tas de rivetage (utilisée avec protection auditive, s’il vous plaît) tenue contre la tige du rivet refoule celle-ci et forme l’autre côté de la « pince » du rivet.
Le rivetage est une compétence facilement apprise et maîtrisée avec la pratique. Pour éviter d’endommager des parties de votre avion, il est bon de s’exercer sur du matériau de rebut avant de commencer à fabriquer des pièces.
Avec cette compétence maîtrisée, vous pouvez créer un bel avion à partir d’un tas de tôle d’aluminium et de quelques livres de rivets. Ne soyez pas intimidé par le concept,
vous pouvez le faire !