Stratification et cintrage du bois
Un composant en bois stratifié est une merveille de légèreté et de solidité et il prendra mieux la forme requise qu’une courbure similaire réalisée dans une pièce de bois massif.
Les composants structurels d’avion cintrés, tels que les cadres, les cloisons, les longerons, les bords de fuite des surfaces de contrôle, les arceaux de bout d’aile et les arceaux de pare-brise, lorsqu’ils sont en bois, sont presque toujours en lamellé-collé, car les pièces en bois massif sont difficiles à cintrer.
QU’EST-CE QUE LA STRATIFICATION?
Une pièce de bois stratifié ressemble beaucoup à une pièce en contreplaqué, avec cette différence que le contreplaqué est un sandwich collé composé de trois couches de placage (ou plus) dont le fil de la couche centrale est orienté approximativement à 90 degrés par rapport à celui des deux couches extérieures.
Une pièce en bois stratifié, en revanche, est une pièce collée constituée de plusieurs couches fines de bois avec le fil de toutes les couches adjacentes courant approximativement en parallèle.
L’épaisseur des bandes de bois individuelles à utiliser dans une stratification est déterminée par le degré de courbure (rayon) que doit prendre la stratification. Essentiellement, vous devez choisir une épaisseur de bande unique qui permette de la plier facilement autour de la courbure requise sans fracture.
Si vous trouvez qu’une seule bande est difficile à plier autour de la forme de cintrage requise, imaginez combien il sera plus difficile de plier en même temps le nombre total de bandes constituant la stratification. De toute évidence, plus le nombre de couches de stratification est faible, plus la mise en place sera facile.
D’un autre côté, une telle stratification (deux ou trois couches) aura également un degré de «retour élastique» plus important qu’une stratification composée de nombreuses couches. Mais il faut aussi considérer que plus il y a de couches de stratification utilisées (en raison de bandes plus fines, par exemple), plus la quantité de colle et de bois nécessaire pour compléter la stratification sera grande.
COLLES
Il existe de nombreuses colles pouvant être utilisées pour stratifier des pièces en bois. Cependant, sans rechercher les spécifications et les données de différentes colles, il vaut mieux s’en tenir à l’une des colles éprouvées utilisées dans la construction aéronautique.
Parmi les colles préférées pour la fabrication de courbures stratifiées, on trouve les adhésifs urée-formaldéhyde (résistants à l’humidité) et les phénoliques ou résorcinols, considérés comme étanches et connus pour leur résistance et leur longévité. Ils offrent également de bonnes performances à haute température.
Utilisez une colle qui vous laisse un temps de travail raisonnable avant de devoir fermer et serrer le paquet de bandes. À cet égard, le résorcinol est une excellente colle pour la stratification. La résine plastique n’est pas mauvaise non plus mais elle est classée comme résistante à l’eau et non, techniquement, étanche. Cela dit, ce n’est rien dont il faille s’inquiéter, sauf si vous avez l’intention que votre avion serve aussi de sous-marin.
Je ne recommanderais pas d’utiliser, ni même d’essayer d’utiliser, la colle Aerolite pour les travaux de stratification. C’est un bon système de colle en deux parties, mais il nécessite un travail extrêmement rapide car il «prend» immédiatement lorsque les deux surfaces sont jointes. Lors de l’assemblage d’une stratification cintrée, les bandes ont tendance à glisser pendant le serrage et le cintrage. Ce glissement, qui n’est pas un problème avec la plupart des autres colles, risque de compromettre l’intégrité de la ligne de colle déjà en train de se solidifier dans le cas de l’Aerolite.
STRATIFICATION DES PIÈCES CINTRÉE
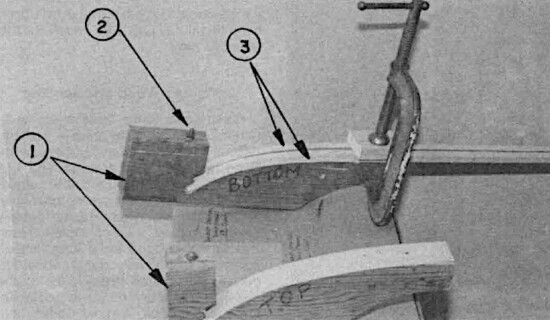
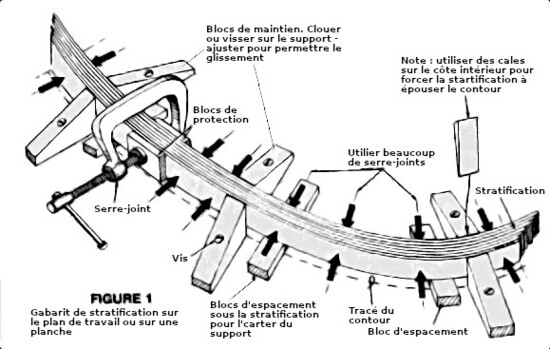 J’aime utiliser le type de gabarit avec cales (Figure 1) pour stratifier les anneaux de cloisons, les cadres, les bouts d’aile et des pièces similaires. Les petites cales soulèvent votre travail de stratification au-dessus de l’établi, de sorte que la colle qui déborde a un endroit où aller sans coller l’ensemble à l’établi. Ce gabarit surélevé facilite également le centrage des serre-joints le long de la longueur de la stratification.
J’aime utiliser le type de gabarit avec cales (Figure 1) pour stratifier les anneaux de cloisons, les cadres, les bouts d’aile et des pièces similaires. Les petites cales soulèvent votre travail de stratification au-dessus de l’établi, de sorte que la colle qui déborde a un endroit où aller sans coller l’ensemble à l’établi. Ce gabarit surélevé facilite également le centrage des serre-joints le long de la longueur de la stratification.
Voici comment procéder. Tout d’abord, tracez la forme de la stratification prévue sur l’établi à taille réelle. Le tracé est ensuite recouvert de papier plastique ou de papier ciré pour protéger l’établi contre les gouttes de colle.
Ensuite, quelques blocs auxiliaires sont cloués ou vissés le long du périmètre extérieur tracé du patron de stratification. Un ensemble correspondant de blocs de face est ensuite positionné le long de l’intérieur de la courbe. Positionnez ces blocs opposés de manière à ce que l’empilement de la stratification puisse glisser facilement.
La fonction initiale de ces blocs n’est pas de serrer, mais simplement d’orienter le paquet stratifié pour qu’il suive la courbe pendant que les cales et les serre-joints sont installés. Cela signifie que les blocs auxiliaires peuvent être peu nombreux et espacés suffisamment pour que vous puissiez intercaler un nombre suffisant de serre-joints en C entre eux afin d’exercer la pression uniforme requise sur la stratification. De fines cales sont utilisées pour pousser la stratification vers le contour extérieur correct du patron.
UN ESSAI À SEC EST RECOMMANDÉ
Après avoir vérifié l’exactitude de votre gabarit, vous êtes prêt à le charger avec les bandes de stratification. Commencez par le faire sans colle pour vous assurer que vous pouvez plier l’ensemble en une seule fois et toujours le glisser dans le gabarit de cintrage.
Dans le cadre des préparations de l’essai à sec, vous devriez positionner suffisamment de serre-joints le long de la longueur du gabarit là où vous pensez en avoir besoin. N’oubliez pas d’ouvrir chaque serre-joint à l’ouverture approximative nécessaire pour une installation rapide.
Toujours dans les préparations, incluez un « kit de persuasion » constitué d’un marteau et d’un petit bloc de bois 2 x 4 d’environ six pouces de long pour niveler la stratification lors du serrage léger initial. Invariablement, une ou deux bandes auront tendance à dépasser légèrement des autres. Celles-ci peuvent être mises en ligne en les frappant doucement avec le marteau appuyé sur le bloc de persuasion. Soyez attentif à ce problème au fur et à mesure que vous appliquez progressivement la pression des serre-joints sur la stratification.
PRESSION DE SERRAGE
La quantité de pression de serrage à appliquer dépendra principalement du type d’adhésif utilisé. Les colles résorcinol nécessitent une pression de serrage considérable pour obtenir une bonne liaison. Les époxys, en revanche, nécessitent une pression minimale et un simple contact intime des pièces adjacentes devrait suffire. Soyez particulièrement prudent de ne pas appliquer trop de pression avec des époxys plus épais car vous pourriez faire sortir la majeure partie de l’adhésif et laisser un joint quasi-sec, manquant de solidité.
Après le serrage léger initial (commencez toujours par le milieu), laissez la stratification se stabiliser pendant environ 10 minutes, puis revenez et resserrez légèrement les serre-joints si nécessaire. Cela est nécessaire car la ligne de colle met ce temps à se niveler et à suinter sur les bords.
RÉALISATION DE COURBURES STRATIFIÉES AVEC LA MÉTHODE DES INSERTS
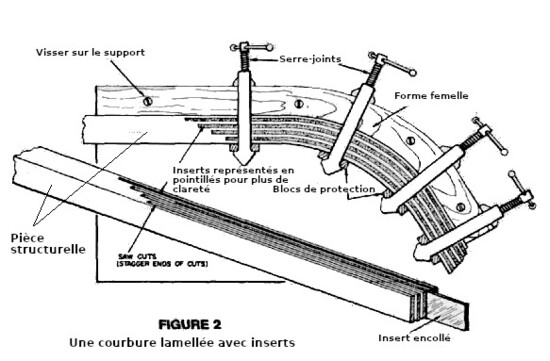 C’est un titre assez long, mais il explique presque tout le processus (voir Figure 2). C’est une bonne méthode pour cintrer une pièce de bois longue et plutôt droite qui ne nécessite qu’une ou les deux extrémités courbées.
C’est un titre assez long, mais il explique presque tout le processus (voir Figure 2). C’est une bonne méthode pour cintrer une pièce de bois longue et plutôt droite qui ne nécessite qu’une ou les deux extrémités courbées.
La méthode nécessite de réaliser des coupes dans l’extrémité à plier, espacées de manière à ce que la languette de bois laissée entre les fentes ne risque pas de se casser pendant le cintrage. Des bandes de bois d’insert doivent être coupées à longueur, enduites de colle et insérées dans chacune des fentes. Le cintrage est ensuite terminé, comme pour une stratification normale, dans une forme ou un gabarit de cintrage approprié où il peut être serré jusqu’à ce que la colle ait pris. Vous pouvez éviter d’affaiblir la section à plier en coupant les fentes de longueurs variées afin que les terminaisons des inserts soient décalées.
NETTOYAGE ET MISE AUX DIMENSIONS DE LA STRATIFICATION
Lorsque que la colle a séché, et avant de retirer la stratification terminée de son gabarit, nettoyez la colle sèche de la surface supérieure. Utilisez une ponceuse à disque ou une lime grossière pour niveler les amas de colle. Terminez par un nettoyage final à l’aide d’un rabot à bloc bien affûté. Rabotez uniquement la quantité de matière nécessaire pour nettoyer et niveler la surface.
 Inspectez la stratification pour vérifier que les lignes de colle sont uniformes et qu’il n’y a pas d’espaces ouverts. Si un ou deux écarts sont constatés, ils peuvent être remplis avec de l’époxy, à condition qu’ils ne soient pas trop étendus ou impliquent plusieurs couches de stratification. Cependant, les écarts ne devraient pas poser de problème si vos serre-joints étaient centrés et si vous avez obtenu l’extrusion légère de colle recommandée lors du serrage. Si vous constatez que votre stratification n’est pas satisfaisante, jetez-la. Déterminez où vous vous êtes trompé et corrigez votre procédure avant de tenter de réaliser d’autres stratifications.
Inspectez la stratification pour vérifier que les lignes de colle sont uniformes et qu’il n’y a pas d’espaces ouverts. Si un ou deux écarts sont constatés, ils peuvent être remplis avec de l’époxy, à condition qu’ils ne soient pas trop étendus ou impliquent plusieurs couches de stratification. Cependant, les écarts ne devraient pas poser de problème si vos serre-joints étaient centrés et si vous avez obtenu l’extrusion légère de colle recommandée lors du serrage. Si vous constatez que votre stratification n’est pas satisfaisante, jetez-la. Déterminez où vous vous êtes trompé et corrigez votre procédure avant de tenter de réaliser d’autres stratifications.
Enfin, retirez la stratification du gabarit puis nettoyez la surface inférieure comme vous l’avez fait pour la surface supérieure. Faites attention lors de l’utilisation d’un disque de ponçage car il peut être difficile à contrôler. Ajustez votre stratification à la largeur correcte à l’aide du rabot à bloc ou d’un long bloc de ponçage.
Une stratification bien réalisée est une belle pièce de travail et vous, comme beaucoup de constructeurs, aurez du mal à voir un travail aussi soigné caché dans l’avion terminé.
UNE ALTERNATIVE À LA STRATIFICATION ET AU CINTRAGE?
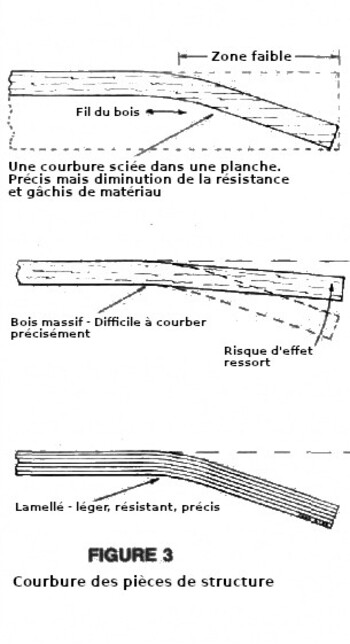
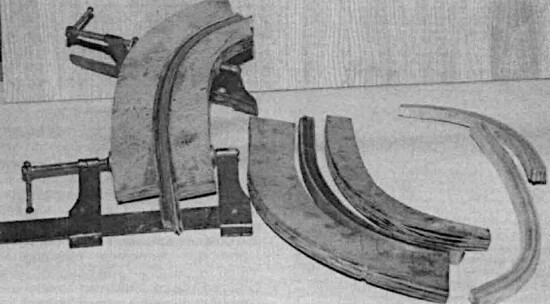
Si une pièce en bois est difficile à cintrer, pourquoi ne pas découper la courbe requise dans une planche plus large ? Il est parfois possible d’éviter le problème du cintrage de cette manière, mais cela donnera une pièce plus coûteuse et plus faible qu’une pièce similaire cintrée.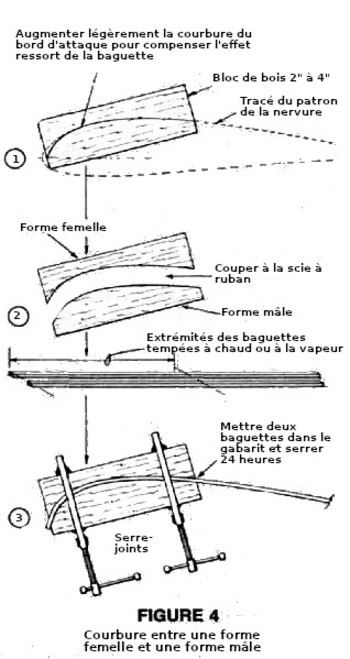 La raison, bien sûr, est que le fil du bois dans la zone de courbure suit un «raccourci» et toute charge appliquée à travers la courbe se trouvera là où le fil est le plus court et le plus faible. Renforcer cette zone avec des renforts en contreplaqué aidera à améliorer sa solidité, mais que fera-t-on alors ? Ajouter du poids et du volume supplémentaires ! (Voir Figure 3)
La raison, bien sûr, est que le fil du bois dans la zone de courbure suit un «raccourci» et toute charge appliquée à travers la courbe se trouvera là où le fil est le plus court et le plus faible. Renforcer cette zone avec des renforts en contreplaqué aidera à améliorer sa solidité, mais que fera-t-on alors ? Ajouter du poids et du volume supplémentaires ! (Voir Figure 3)
RAYON DE COURBURE MINIMUN POUR LE BOIS
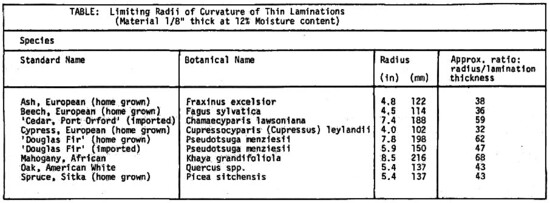
Le rayon de courbure minimum varie selon l’espèce de bois et aussi en fonction de l’humidité du bois. Le tableau accompagnant cet article vous donnera une idée approximative des rayons de courbure minimum comparatifs pour les bois sélectionnés utilisés dans la construction aéronautique.
Des études et tests réalisés par le Forest Products Research Laboratory montrent que, sur vingt pièces testées pliées au rayon minimum indiqué, pas plus d’une pièce ne devrait se fracturer. Les résultats des tests sont basés sur l’hypothèse que du bon bois exempt de défauts sera utilisé. Voilà pour la partie scientifique.
ASSOUPLIR LE BOIS POUR LE CINTRAGE
Les pièces en bois massif comme les longerons, et surtout les arceaux de bout d’aile, sont très difficiles à cintrer sans se fracturer si le rayon de courbure est relativement petit. Une pièce de bois sec offrira une résistance considérable au cintrage et, même lorsqu’elle est installée en position forcée, continuera à résister à cette courbure imposée pendant longtemps. Cette conformité forcée impose des contraintes très nettes sur la pièce installée et sur la structure adjacente. Une situation très indésirable.

Tout bois peut être assoupli pour le cintrage. C’est-à-dire que la plasticité et la compressibilité d’une espèce peuvent être améliorées en la soumettant à la chaleur et en augmentant sa teneur en humidité. Le bois peut être assoupli au mieux à un état semi-plastique pour le cintrage en le faisant passer à la vapeur. En fait, immerger le bois dans de l’eau bouillante pendant environ 15 à 30 minutes peut être considéré comme le traitement ultime d’assouplissement pour le constructeur amateur. Cette méthode convient bien pour les lattes de nervures d’aile mais, pour de plus grandes pièces de bois, un contenant plus fonctionnel qu’une casserole sera nécessaire. Un tuyau en acier de grand diamètre, bouché à une extrémité, ferait l’affaire. Il suffit d’y ajouter de l’eau et de le chauffer pour obtenir un excellent cuiseur à vapeur pour les pièces de bois plus longues.

Les longerons de fuselage nécessitant un cintrage assez prononcé devront subir un traitement localisé d’assouplissement du bois. Enroulez les longerons là où ils seront pliés avec des serviettes mouillées. Versez de l’eau bouillante et laissez le bois enveloppé de serviettes tremper toute la nuit. Répétez le traitement à l’eau chaude juste avant de réaliser le cintrage. En général, les courbures des longerons sont assez douces, donc ce traitement devrait suffire dans la plupart des cas.
PRÉ-CINTRAGE ET RETOUR ÉLASTIQUE

Le besoin de cintrage du bois le plus courant que rencontrera probablement un constructeur est le pré-cintrage des lattes pour la construction des nervures d’aile.
Le pré-cintrage, comme le terme l’indique, est une procédure permettant d’imprimer une forme permanente à une pièce de bois cintrée avant son utilisation dans un assemblage. Pour les composants en bois où le rayon de courbure est prononcé, cela se fait en faisant passer le bois à la vapeur ou en le trempant avant de le placer dans un gabarit de cintrage où il est laissé à sécher.
Une pièce laissée à sécher dans le gabarit conservera, une fois retirée, la majeure partie de sa courbure… la majeure partie mais pas toute. Cette relaxation de la courbure est due à la mémoire naturelle du bois qui produit ce phénomène de «retour élastique».
Il n’existe pas de méthode fiable pour prédire le retour élastique. La résistance au cintrage d’un bois et sa réticence à maintenir une courbure obtenue dans une pièce solide dépendent en grande partie des dimensions de la pièce et de sa teneur en humidité latente.
GABARITS DE CINTRAGE POUR LES LATTES
Une photo montre ailleurs un gabarit de cintrage très facile à fabriquer pour le pré-cintrage des lattes. Son design ouvert permet au bois de sécher beaucoup plus rapidement que dans un gabarit mâle/femelle (voir Figure 4). Le gabarit de pressage mâle/femelle illustré est peut-être plus facile à réaliser car il ne nécessite qu’une seule découpe courbe à la scie à ruban. Les deux types de gabarit peuvent être fabriqués à partir d’un bloc de bois 2 x 4. Cette taille permet de charger le gabarit avec deux lattes à la fois.
Pour toute procédure de pré-cintrage, trempez vos lattes soigneusement dans de l’eau chaude ou, de préférence, immergez les extrémités dans un récipient d’eau bouillante pendant environ 15 minutes avant de les plier et de les serrer dans le gabarit. Laissez-les sécher pendant la nuit ou jusqu’à 24 heures avant de retirer les lattes du gabarit.
Les lattes pré-cintrées seront beaucoup plus faciles à installer dans le gabarit des nervures d’aile et le risque de casse sera éliminé.