Travailler sur une verrière en Plexiglas
L’installation d’une verrière en plexiglas et/ou d’un pare-brise est une tâche assez souvent répétée pour qu’une personne donnée développe les techniques nécessaires pour éviter de fissurer ou détruire autrement les composants coûteux. Dans certains cas, des mécaniciens refuseront même de travailler avec du plexiglas à cause de problèmes antérieurs qu’ils ont expérimentés. L’utilisation des conseils qui suivent devrait régler la plupart de ces problèmes.
En travaillant avec des plastiques acryliques, dont PLEXIGLAS n’est qu’un nom commercial, gardez toujours à l’esprit que les acryliques sont très sensibles aux rayures. C’est-à-dire qu’avec très peu de force appliquée, une crique peut soudainement commencer à partir de la plus petite marque vive sur n’importe quel bord grossièrement coupé ou autour d’un trou de montage. Ces marques pourraient être laissées par sciage, limage, perçage ou autres outils de coupe lorsque la pièce acrylique est ajustée pour s’adapter. Une crique, une fois commencée, progressera avec une rapidité étonnante à travers une pièce, la rendant habituellement impropre à l’usage.
 Les meilleures mesures préventives contre les criques sont des bords doucement arrondis et des trous de montage doucement chanfreinés. Lisse est défini ici comme aucune marque visible au-delà de celles laissées par le ponçage de finition des bords avec du papier abrasif à eau grain #320 utilisé avec beaucoup d’eau. Finir le ponçage parallèlement à un bord et pas à travers celui-ci. Le ponçage initial et la mise en forme des bords peuvent être accomplis avec une lime ou une ponceuse électrique et du papier abrasif grossier, mais toujours finir avec du grain #320 ou plus fin.
Les meilleures mesures préventives contre les criques sont des bords doucement arrondis et des trous de montage doucement chanfreinés. Lisse est défini ici comme aucune marque visible au-delà de celles laissées par le ponçage de finition des bords avec du papier abrasif à eau grain #320 utilisé avec beaucoup d’eau. Finir le ponçage parallèlement à un bord et pas à travers celui-ci. Le ponçage initial et la mise en forme des bords peuvent être accomplis avec une lime ou une ponceuse électrique et du papier abrasif grossier, mais toujours finir avec du grain #320 ou plus fin.
Les trous doivent être chanfreinés en utilisant un outil de chanfreinage affûté à arête simple, tourné à la main. Suivre cela par l’enlèvement de toute marque ou éclat avec du papier abrasif grain 320 utilisé en mouvement rotatif. Un crayon à mine avec une gomme fait un bon outil pour tenir le papier abrasif.
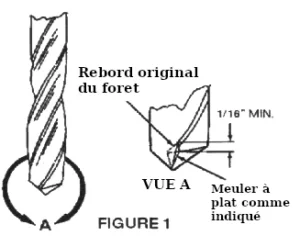
Les trous, c’est-à-dire les trous de montage, ne doivent pas être percés avec un foret ordinaire, car l’angle de coupe du foret, qui est conçu pour creuser son chemin à travers le métal dur, ébréchera l’arrière d’une pièce d’acrylique lorsque le foret la traverse, peu importe combien vous êtes soigneux ! Cela garantit presque qu’une crique se produira. Cependant, les fournisseurs de plastique peuvent fournir des forets destinés à percer le plastique acrylique, ou vous pouvez modifier un foret existant en meulant l’angle de coupe sur les deux arêtes de coupe du foret comme montré à la Figure 1. L’objectif est de produire un trou en « usant » et non en coupant, au travers. C’est une bonne idée de s’exercer à percer des trous même avec ce foret sur du matériau excédentaire avant de percer des trous “réels”.
Toujours percer un trou à la taille finale. Évitez d’essayer d’agrandir un trou, mais si vous devez le faire, utilisez une lime ronde à dents fines, pas un foret. Si vous voulez utiliser un petit foret pilote pour marquer l’emplacement d’un trou, percez seulement une empreinte conique avec le foret pilote, puis terminez le trou avec un foret à la taille définitive.
Les trous de montage doivent toujours être percés 1/16″ plus grands afin que la différence significative de taux de dilatation, avec les changements de température, entre le plastique et toute structure métallique puisse être compensée. Si un mouvement autre que la dilatation n’est pas désiré, une petite quantité de mastic d’étanchéité RTV transparent (mastic de baignoire) peut être utilisée lors de l’assemblage final dans les trous de montage. Assurez-vous de masquer toute zone sur laquelle vous ne voulez pas que le mastic RTV se dépose, c’est très salissant.
 La coupe des plastiques acryliques est probablement mieux faite avec un disque abrasif. Ceux-ci sont habituellement montés sur une meuleuse droite pneumatique ou électrique d’environ 18 000 à 20 000 tr/min. Les disques ont 3″ de diamètre et 1/32″ d’épaisseur, et sont disponibles chez la plupart des fournisseurs d’abrasifs. N’oubliez pas les lunettes de sécurité lors de l’utilisation de cet outil !
La coupe des plastiques acryliques est probablement mieux faite avec un disque abrasif. Ceux-ci sont habituellement montés sur une meuleuse droite pneumatique ou électrique d’environ 18 000 à 20 000 tr/min. Les disques ont 3″ de diamètre et 1/32″ d’épaisseur, et sont disponibles chez la plupart des fournisseurs d’abrasifs. N’oubliez pas les lunettes de sécurité lors de l’utilisation de cet outil !
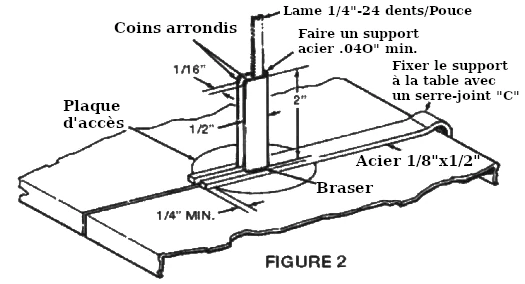
Si vous avez une scie à ruban, pour métal, à vitesse lente, disponible, elle peut aussi être utilisée pour couper les acryliques si un petit support est fabriqué pour localiser le support du plastique juste à l’avant de la lame (voir Figure 2). Utilisez seulement une lame neuve à dents fines de 24 dents par pouce x 1/4″ de large pour la coupe du métal. La vitesse de la lame ne doit pas dépasser 150 pieds par minute. N’essayez pas d’utiliser une scie à ruban sans ce support. N’essayez pas d’utiliser une scie sauteuse électrique. Le faire, c’est inviter une crique à commencer qui ruinera votre pièce.
Que faire si une fissure commence ? Si cela arrive, vous pouvez la réparer en perçant d’abord un trou #40 environ 1/8″ au-delà de l’extrémité de la fissure dans le plastique sain. En perçant ce trou, soyez très prudent de ne pas mettre de contrainte de flexion sur le plastique qui pourrait faire croître la fissure au-delà du trou que vous percez. Chanfreinez les bords de ce trou pour obtenir un chanfrein d’environ 1/32″ de large.
Si la pièce est plate, une pièce de renfort plate s’étendant d’environ 3/8″ à 1/2″ autour de la fissure peut être collée en utilisant n’importe lequel des adhésifs acryliques disponibles auprès des fournisseurs de plastique. (J’aime utiliser Devcon MVP-11, car il ne semble pas provoquer de microfissures dues à un excès de solvant)
Si la pièce est un composant à courbure composée comme une verrière ou un pare-brise, il est nécessaire de préformer la pièce pour correspondre au contour de la pièce réparée. Pour faire cela, fabriquez une pièce environ 1″ plus grande tout autour que la fissure. Chauffez cette pièce à environ 375-400 degrés F avec un four ou un pistolet à air chaud pendant que la pièce repose sur un tissu doux tel qu’un tissu de T-shirt.
Ramassez la pièce chauffée avec des gants en coton brun doux et maintenez-la contre la zone que vous réparez avec une boule de matériau de T-shirt jusqu’à ce que la pièce refroidisse. Utilisez seulement assez de pression pour la maintenir en place. Trop de pression laissera une empreinte du tissu dans la pièce.
Après que la pièce ait refroidi, retaillez-la à 3/8″ à 1/2″ plus grande que la fissure et collez-la en place. Le biseautage et le polissage des bords de la pièce avant le collage la rendront moins visible si vous avez l’intention de garder l’article réparé en service pendant une longue période.
 La fixation de l’acrylique à la structure par l’utilisation de petites vis mécaniques est la pratique habituelle. N’utilisez pas de rivets aveugles ou de vis pour tôle, car ils exercent trop de force et provoqueront éventuellement des microfissures même si une crique ne commence pas immédiatement. Des vis mécaniques taille 6-32 à des entraxes de 2″ à 3″ seront plus que suffisantes pour la plupart des applications (Ne serrez pas trop ces vis, serrez juste ce qu’il faut est suffisant).
La fixation de l’acrylique à la structure par l’utilisation de petites vis mécaniques est la pratique habituelle. N’utilisez pas de rivets aveugles ou de vis pour tôle, car ils exercent trop de force et provoqueront éventuellement des microfissures même si une crique ne commence pas immédiatement. Des vis mécaniques taille 6-32 à des entraxes de 2″ à 3″ seront plus que suffisantes pour la plupart des applications (Ne serrez pas trop ces vis, serrez juste ce qu’il faut est suffisant).
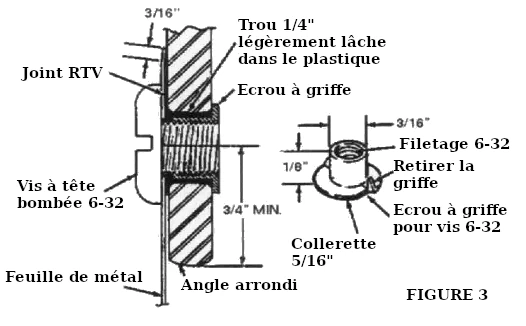
Un joli petit écrou à utiliser avec ces vis est appelé un “écrou à griffes”. Cet appareil peut être trouvé dans la plupart des magasins de modèles réduits qui proposent des modèles à moteur à essence. Ces écrous sont en tôle tubulaire et sont conçus pour une utilisation dans le bois. Ils ont deux griffes qui doivent être enlevées pour l’utilisation avec des plastiques. Les écrous à griffes dépassent seulement de 1/32″ de la surface (voir Figure 3). Ils sont excellents là où le dégagement est un problème ou là où vous ne voulez pas que des filets de vis dépassent à un endroit où ils pourraient causer un problème de sécurité. Assurez-vous de bloquer les filets lors de l’assemblage final avec du mastic d’étanchéité RTV. Le Locktite fonctionne aussi, mais empêche habituellement un démontage ultérieur.
L’acrylique peut aussi être fixé en utilisant un adhésif époxy chargé. C’est la technique utilisée sur le VariEze et des avions similaires, où la structure de montage est assez flexible pour bouger avec le plastique acrylique à des températures variables. Il est habituellement nécessaire d’utiliser un certain type de fixation mécanique pour maintenir les choses en place jusqu’à ce que l’époxy durcisse.
Former le carénage entre le pare-brise et le capot est un travail qui peut faire ou défaire l’apparence d’un avion. Si vous êtes un expert du métal, vous pouvez évidemment en former un à partir d’une tôle, mais la plupart des constructeurs se contenteront de l’utilisation de la fibre de verre.
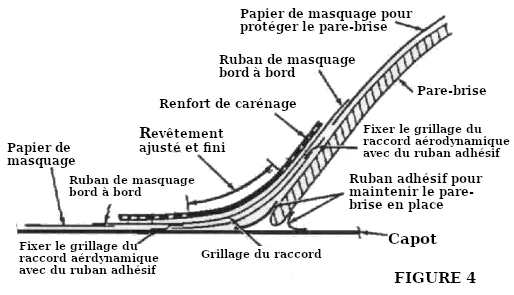
Pour faire un carénage en fibre de verre, ajustez votre pare-brise et fixez-le dans sa position finale avec du ruban de masquage ou du ruban adhésif afin que la surface extérieure soit libre de ruban à l’endroit où le carénage rejoindra le plastique (voir Figure 4). Ensuite, procurez-vous du nouveau grillage en aluminium d’au moins 36″ de large et coupez une bande d’environ 3-1/2″ de large à 45 degrés par rapport aux mailles du grillage. Cette bande de grillage est ensuite étirée autour de la jonction entre le capot et le pare-brise et maintenue en place avec du ruban de masquage de 3/4″ placé en une bande continue le long des bords du grillage. Vous trouverez que le grillage se conformera en douceur à la jonction avec seulement une pression minimale.
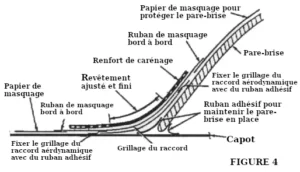 Quand le grillage est fixé et que vous êtes satisfait de sa forme, posez du ruban de masquage bord à bord au-dessus du grillage, s’étendant d’au moins 3″ au-delà des bords du grillage. Ce ruban, si les bords se touchent, formera un moule résistant à la résine sur lequel poser le carénage en fibre de verre. Aucune cire ou agent de démoulage n’est nécessaire, mais peut être utilisé si désiré.
Quand le grillage est fixé et que vous êtes satisfait de sa forme, posez du ruban de masquage bord à bord au-dessus du grillage, s’étendant d’au moins 3″ au-delà des bords du grillage. Ce ruban, si les bords se touchent, formera un moule résistant à la résine sur lequel poser le carénage en fibre de verre. Aucune cire ou agent de démoulage n’est nécessaire, mais peut être utilisé si désiré.
Assurez-vous de masquer toutes les zones où vous ne voulez pas que la résine colle. Posez le carénage directement sur la surface recouverte de ruban. Utilisez de la résine polyester (plastique pour bateau) et 3 couches continues de tissu de verre de 4″ de large (aussi coupées à 45 degrés par rapport aux fibres). N’utilisez pas de mat. Pour éviter les trous d’épingle, n’utilisez pas d’excès de catalyseur.
Quand la résine a durci 24 heures, retirez le carénage et retaillez-le à un contour agréable. Utilisez une scie à friction ou une scie à ruban. Remplissez et poncez la surface et les bords coupés pour éliminer toutes les fibres lâches. Utilisez un apprêt à l’émail pour préparer la peinture.
Vous trouverez que le moule en ruban de masquage laissera un résidu collant sur le revers de la fibre de verre. Cela peut être enlevé avec du diluant à laque.
La résine polyester se rétracte légèrement lorsqu’elle durcit, et cette rétraction prendra la place de l’épaisseur du grillage et fera que le carénage s’ajuste presque parfaitement.
Lors de l’ajustement des composants en acrylique sur votre avion, n’essayez pas de couper à la forme finale la première fois. J’aime utiliser du ruban de masquage de 1/4″ pour marquer la prochaine ligne d’ajustement estimée à couper. Ensuite, coupez jusqu’au ruban, mais pas plus de 1/4″ à 3/8″ à la fois à mesure que vous approchez du contour final. Le découpage final, 1/8″ ou moins, peut être accompli avec une ponceuse à disque utilisant un abrasif grossier. C’est habituellement un travail à deux personnes, une pour tenir le composant et une pour faire fonctionner la ponceuse. N’essayez pas seul.
Enfin, pour enlever ces inévitables rayures ou imperfections qui apparaissent dans le plastique, procédez comme suit :
- Lavez le plastique à l’eau froide et au savon doux pour enlever toute cire.
- En utilisant du papier abrasif humide ou sec grain #220 et un bloc de ponçage en caoutchouc, poncez jusqu’à ce que le défaut disparaisse, en utilisant beaucoup d’eau courante. Poncez dans au moins deux directions, avec un mouvement oscillant du bloc de ponçage sur les surfaces courbes afin d’éviter de créer un point plat. Arrêtez de poncer lorsque le défaut ne peut plus être vu. Gardez la zone poncée à une taille minimale pour réduire les efforts de polissage ultérieurs.
- Changez pour du papier abrasif #400 et poncez à nouveau, en gardant le mouvement oscillant du bloc de ponçage. Poncez une zone juste un peu plus grande que lors de l’utilisation du papier #220.
- Changez pour du #600 et poncez encore. Vous ne devriez maintenant plus pouvoir voir aucune trace du défaut dans la zone terne qui a été poncée.
- En utilisant du polish, faites une tentative initiale pour polir la zone. Si des rayures du papier abrasif sont encore visibles, repassez-les avec du papier #600, et utilisez à nouveau le polish. Enfin, terminez avec une couche de cire en pâte.