Conseils aux débutants en construction métallique -2/2-
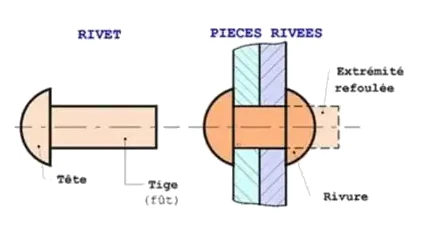
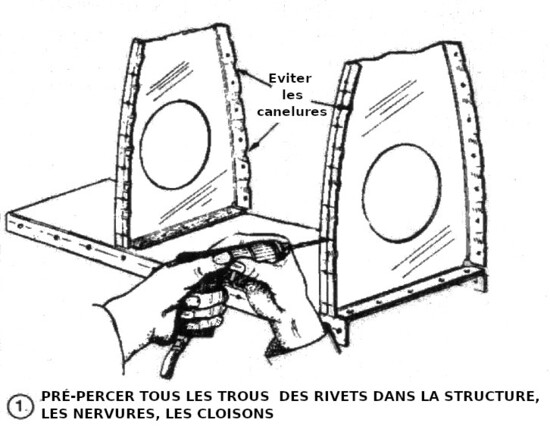
TRAVAILLER AVEC LES TROUS DES RIVETS
C’est vrai, n’importe qui peut percer un trou. Cependant, tout le monde ne sait pas percer un trou bien rond, dans une fine tôle métallique, exactement à l’endroit voulu et correctement à chaque fois. Après tout, avec des milliers de trous à percer dans un projet typique d’avion tout-métal, «l’opportunité» existe pour que certains de ces trous soient :
- Percés avec une mauvaise taille de foret.
- Percés en dehors du repère central.
- Percés trop près du bord.
- Percés de façon négligée et donc faire des trous ovales.
- Percés au mauvais endroit.
- Percés correctement, mais seulement après avoir rayé la peau.
Cependant, comme si tout cela n’était pas déjà assez grave, après que le trou soit percé, vous pouvez encore créer d’autres problèmes en :
- Oubliant d’ébavurer les trous dans les deux tôles.
- Oubliant de réaliser un emboutissage léger de la tôle supérieure et/ou inférieure pour accueillir un rivet affleurant.
- Réalisant un fraisage mécanique pour rivets affleurants trop peu profond ou trop profond.
Lisez la suite pour voir comment éviter ou du moins limiter vos rencontres avec ces problèmes de préparation de trous, malheureusement trop courants.
UN MOT SUR LES FORETS
Le type de foret que vous utiliserez probablement le plus est le foret grande vitesse, longueur standard, en raison de sa disponibilité et de son faible coût initial. 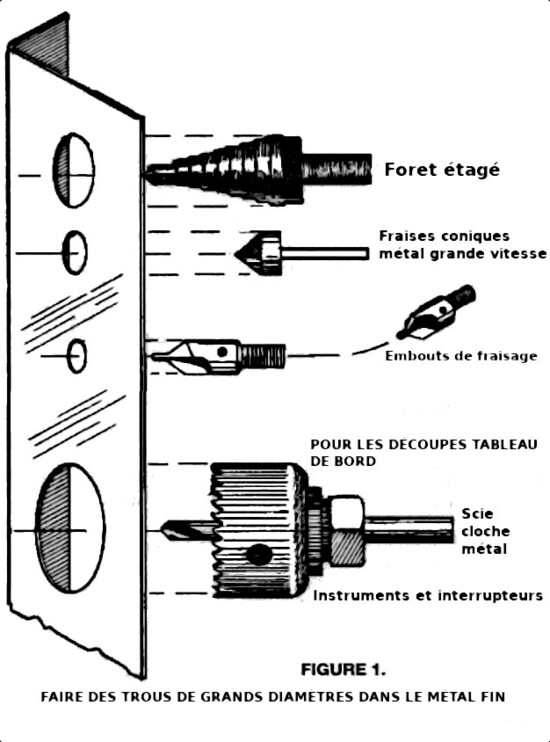 Cependant, les forets en cobalt, plus résistants mais aussi plus chers, doivent être utilisés pour percer des pièces en acier trempé comme les jambes de train d’atterrissage et les supports moteur. En outre, vous devriez acquérir quelques forets de 12″ de long (#30 et #40) pour percer dans des endroits difficiles d’accès. Parce que ces longs forets peuvent être facilement fléchis avec vos doigts, ils peuvent être utilisés pour percer près des coins et à peu près partout ailleurs où il faudrait normalement employer une perceuse coudée à 90 degrés.
Cependant, les forets en cobalt, plus résistants mais aussi plus chers, doivent être utilisés pour percer des pièces en acier trempé comme les jambes de train d’atterrissage et les supports moteur. En outre, vous devriez acquérir quelques forets de 12″ de long (#30 et #40) pour percer dans des endroits difficiles d’accès. Parce que ces longs forets peuvent être facilement fléchis avec vos doigts, ils peuvent être utilisés pour percer près des coins et à peu près partout ailleurs où il faudrait normalement employer une perceuse coudée à 90 degrés.
Je recommande également l’acquisition et l’utilisation d’une bonne perceuse pneumatique légère, car elle est moins fatigante à utiliser que la perceuse électrique moyenne et possède une gâchette sensible permettant un contrôle précis de la vitesse. Votre outil de perçage (qu’il soit pneumatique ou électrique) aura très certainement des limitations d’accès.
Par exemple, vous constaterez que vous ne pouvez pas percer à moins de 3/4″ d’un coin, ou d’une surface de nervure perpendiculaire ou d’une cloison. Au mieux, une perceuse électrique ordinaire vous permettra d’approcher à 1″ d’un coin, mais certainement pas davantage. De plus, l’accès à la zone où le trou doit être percé doit être suffisant pour vous permettre de manœuvrer et de positionner la perceuse avec le foret installé. Même avec un foret court monté, cela signifie qu’il vous faudra environ 10″ à 12″ d’espace libre. C’est dans une situation comme celle-ci qu’une perceuse coudée devient nécessaire pour rendre accessibles ces zones presque inaccessibles. Comptez là-dessus… un besoin désespéré d’un type de perceuse coudée apparaîtra tôt ou tard.
Même si vous construisez un avion métallique vous pourriez avoir à percer des trous à travers des carénages en fibre de verre, des capots moteur et d’autres pièces. Le perçage de trous dans la fibre de verre émousse rapidement les forets. Attendez-vous à cela et prévoyez de réaffûter ou de remplacer les forets émoussés avant de les réutiliser dans l’aluminium.
AVANT DE PERCER
Lorsqu’une ligne de trous de rivets doit être percée, on trace normalement une ligne de centrage puis de petits traits transversaux sont faits pour établir l’emplacement de chaque trou.
Soyez vigilant. Avant de marquer l’emplacement d’un rivet, assurez-vous qu’il n’y a pas d’obstruction dans la structure sous-jacente à l’endroit où vous comptez percer le trou. Il est permis de modifier légèrement l’espacement des trous pour éviter ce genre de piège.
Utilisez un pointeau et un léger coup de marteau pour localiser et marquer en léger relief chaque trou important. Mieux encore, utilisez un pointeau automatique pour marquer chaque emplacement de rivet. Un pointeau automatique est beaucoup plus facile à utiliser et vous pourriez le trouver plus précis pour votre propre travail.
Bien qu’une indentation au pointeau aide à s’assurer que le foret ne déviera pas du repère, vous pouvez également vous en assurer :
- Maintenez la perceuse perpendiculairement à la surface.
- Txercez une pression légère.
- Tournez légèrement le mandrin à la main avant d’appuyer sur la gâchette.
Cela garantit pratiquement que le foret restera bien calé dans la marque du pointeau. Ignorez cette technique et vous courez le risque que votre foret «parte en balade» et s’éloigne de l’emplacement marqué. Quand cela arrive, le foret laissera une vilaine trace rayée sur cette belle surface métallique lisse… quel dommage!
Voici une astuce transmise de constructeur à constructeur. Appliquez du ruban de masquage le long de la zone où doit être tracé votre plan de rivetage et espacement. Tracez et marquez ensuite les emplacements des trous sur le ruban. Percez les trous à travers le ruban, puis retirez-le. Ne laissez pas le ruban de masquage plus d’un jour ou deux, car il devient de plus en plus difficile à retirer avec le temps.
Mais pourquoi utiliser du ruban au départ? Eh bien, le ruban protège le métal des rayures de foret et aide à éviter que le foret ne se «balade».
SÉLECTION DU FORET
Choisir la bonne taille de foret pour le trou à percer est extrêmement important. Les petites tailles de foret sont très difficiles à juger à l’œil, donc utilisez une jauge de foret en métal pour éliminer tout doute. Dans un projet typique d’avion métallique riveté affleurant, la plupart des rivets utilisés seront soit de 3/32″ (AN426-3), soit de 1/8″ (AN426-4) de diamètre.
Vous ne pouvez pas utiliser un foret de 3/32″ pour un rivet de 3/32″… le trou serait trop petit et le rivet n’entrerait tout simplement pas. Idem pour un rivet de 1/8″ et un foret de 1/8″. Pour ces tailles de rivets, vous devez utiliser ce qu’on appelle des forets calibrés.
- Un foret #40 est utilisé pour les rivets de 3/32″.
- Un foret #30 est utilisé pour les rivets de 1/8″.
Remarquez que le foret ayant le plus grand numéroté (#40) est destiné aux plus petits trous et que le foret ayant e plus petit numéroté (#30) est destiné aux trous plus grands pour rivets de 1/8″. Qui a dit que tout devait être logique?
TECHNIQUES DE PERÇAGE
Percez l’aluminium, en particulier les tôles fines, à une vitesse assez élevée. Vous pouvez améliorer la précision et la qualité de vos perçages en prenant l’habitude de percer tous vos trous initialement avec un foret #41 ou #40. Vous constaterez que percer tous les trous d’abord avec un petit foret est plus rapide et aide à maintenir une plus grande précision. Ensuite, si nécessaire, certains trous peuvent être repercés à la taille plus grande requise. C’est ce qu’on appelle le perçage en ligne et cela garantit que l’alignement final des trous lors de l’assemblage sera correct. Lorsque vous pouvez repercer un petit trou à un diamètre plus grand spécifié, vous pouvez même corriger un léger désalignement du trou… encore une bonne raison de percer vos trous sous-dimensionnés au départ.
 Percer des trous parfaitement ronds dans de la tôle mince est difficile. À moins d’être très attentif, vous pouvez vous retrouver avec des trous irréguliers et trop grands (souvent prenant une forme hexagonale) au lieu de bien ronds comme vous le souhaitez. Si l’épaisseur du métal est inférieure à la moitié du diamètre du foret, cette difficulté est presque certaine de se produire.
Percer des trous parfaitement ronds dans de la tôle mince est difficile. À moins d’être très attentif, vous pouvez vous retrouver avec des trous irréguliers et trop grands (souvent prenant une forme hexagonale) au lieu de bien ronds comme vous le souhaitez. Si l’épaisseur du métal est inférieure à la moitié du diamètre du foret, cette difficulté est presque certaine de se produire.
Améliorez la qualité des trous critiques que vous devez percer dans du métal fin en plaçant une plaque de renfort en métal de rebut derrière votre pièce avant de commencer le perçage. Ainsi, le corps du foret sera toujours engagé dans de la matière solide… avant, pendant et après le perçage. Résultat : un beau trou rond.
Lors du perçage de pièces en aluminium plus épaisses, retirez fréquemment le foret pour évacuer les copeaux. Si vous ne le faites pas, les copeaux d’aluminium s’accumuleront dans le trou et bloqueront le foret, vous empêchant de le retirer. Ce problème est plus probable lors du perçage de barres en aluminium 6061-T6 (alliage plus tendre) que dans des barres en 2024-T4 (alliage plus dur).
Lorsque vous utilisez une perceuse électrique portative ou pneumatique pour percer des trous profonds dans l’aluminium, soyez attentif au moment de retirer le foret afin de ne pas l’incliner accidentellement de côté. Cela provoquerait une ovalisation du trou, ce qui est indésirable. Si possible, effectuez tous vos perçages importants avec une perceuse à colonne.
Ne tenez jamais de petites pièces à la main lorsque vous percez des trous avec une perceuse à colonne. Le foret entraînera immanquablement la pièce au moment où il sort du métal. Avant même que vous ne réalisiez ce qui se passe, le foret se bloquera dans le métal et la pièce que vous percez sera arrachée de vos mains et projetée, tournoyant hors de contrôle. Il n’est pas nécessaire d’entrer dans les détails sanglants de ce qui arriverait à vos mains et à vos doigts si jamais ils entraient en contact avec cette lame tournoyante.
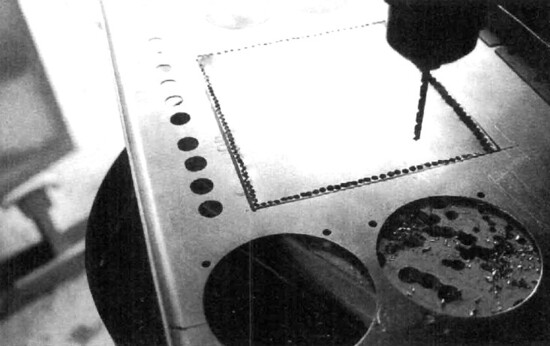
RÉALISATION DE GRANDS TROUS DANS LA TÔLE
Parfois, vous devrez percer ou réaliser des trous beaucoup plus grands que ceux nécessaires pour l’installation des rivets. Par exemple, les câbles de commande de direction passent généralement à travers des trous percés dans les cloisons de fuselage. Ces trous doivent être suffisamment grands pour permettre le passage des câbles de direction et de leurs embouts formés. Comme ces trous peuvent devoir atteindre 5/8″ de diamètre, voire plus, une perceuse ordinaire ferait un travail médiocre dans la tôle fine.

La solution ? Utilisez un foret étagé conique. Ce foret étagé permet de percer plusieurs tailles de trous et réalise un travail impeccable, sans vibrations ni détérioration de la tôle.
TROUS DANS LES CLOISONS PARE-FEU EN ACIER INOXYDABLE
Une cloison pare-feu en acier inoxydable est difficile à travailler et le perçage de grands trous y est un vrai défi. Comme toujours, commencez par un coup de pointeau, utilisez un petit foret et appliquez une pression régulière. Agrandir un trou avec un foret classique dans de l’inox est loin d’être une opération précise. Un foret étagé fonctionne bien si vous agrandissez le trou progressivement des deux côtés. L’inox étant très ductile, il a tendance à plier ou à se déformer au niveau de la ligne de coupe.

Pour découper un très grand trou dans la cloison pare-feu, par exemple pour installer une vanne de chauffage cabine ou pour un conduit d’air frais, utilisez une grignoteuse. Utilisez-la pour dégrossir une grande ouverture qui pourra ensuite être ajustée et mise au gabarit à la lime. Un trou initial de 7/16″ ou plus est nécessaire pour insérer la grignoteuse.
ESPACMENT DES RIVETS ET DISTANCES AU BORD
Percer des trous trop près des bords des tôles d’aluminium ou des ferrures n’est pas acceptable. Alors, «trop près», c’est combien? La règle de base est de ne pas percer de trous de rivets plus près du bord que deux diamètres du rivet utilisé. Pour des rivets de 1/8″, cela signifie que la ligne de centre de chaque trou doit être au moins à 1/4″ du bord de la tôle. C’est un facteur critique. Une distance au bord insuffisante réduit la résistance de l’assemblage riveté. Vous ne devez pas réduire la distance au bord spécifiée par le concepteur sur les plans.
Dans la pratique, une distance trop grande par rapport au bord pour une ligne de rivets est tout aussi indésirable, car cela peut permettre au bord de la tôle de se soulever légèrement, laissant un jour disgracieux après la finition et la peinture de l’avion. Notez que l’espacement minimum recommandé entre deux rivets est de 3 × le diamètre du rivet et que l’espacement normal accepté est de 8 à 10 × le diamètre du rivet.
Pour votre projet, utilisez l’espacement nominal indiqué dans les plans. Cependant, gardez à l’esprit que l’espacement des trous peut devoir être modifié ici et là pour éviter de placer un rivet à un endroit où il ne peut pas être installé ou correctement riveté en raison d’interférences structurelles derrière.
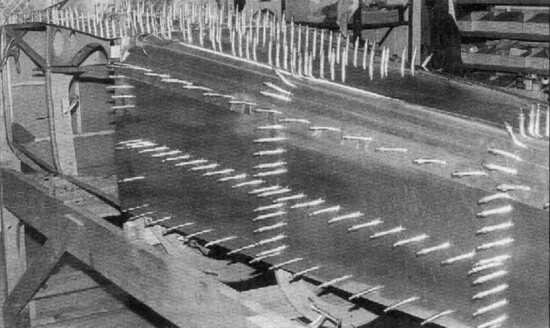
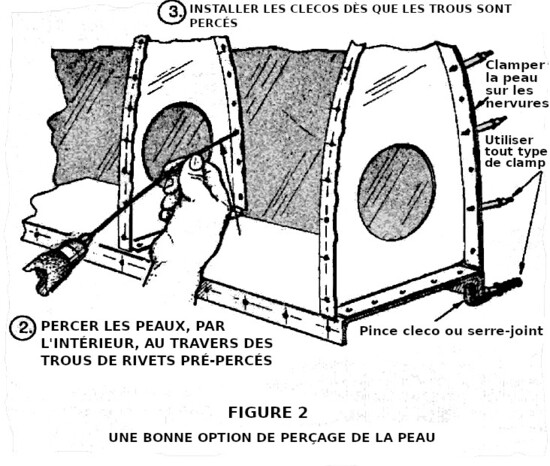
TECHNIQUES DE PERÇAGE DES PEAUX
Il existe au moins trois procédures de base pour le traçage et le perçage des tôles d’aluminium (fuselage, ailes, empennages). Vous devez les connaître afin de choisir celle (ou une variante) la plus simple et la mieux adaptée à un travail particulier.
Méthode 1
- Fixez et alignez la tôle (skin) sur la structure sous-jacente.
- Depuis l’intérieur, tracez le contour de chaque nervure ou cadre (rib or frame).
- Retirez la tôle et retournez-la.
- Tracez une ligne de centre (centerline) sur la tôle, à l’intérieur de chaque contour tracé.
- Marquez l’espacement de rivets spécifié et percez tous les trous repérés sur la tôle.
- Réinstallez la tôle et fixez-la à nouveau en place.
- Depuis l’extérieur, regardez à travers chaque trou pré-percé pour vérifier que la ligne de centre (marquée sur la nervure ou le cadre) est bien visible avant de percer.
- Insérez une fixation temporaire type Cleco dans chaque trou (ou un sur deux) au fur et à mesure.
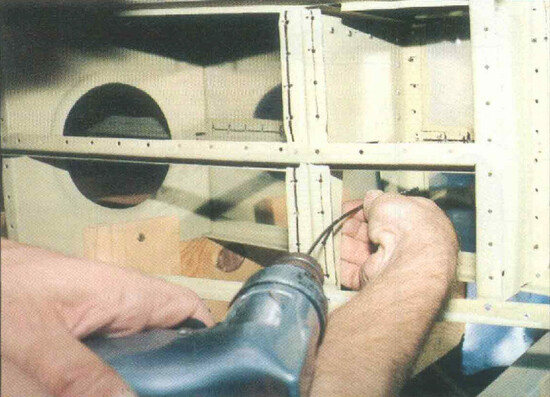
Méthode 2
- Avec la tôle fixée à la structure, travaillez depuis l’arrière avec un foret long de 12″ ou une perceuse coudée et percez simultanément à travers la nervure (ou cadre) et la tôle.
- Un assistant placé à l’extérieur doit presser la tôle avec un bloc de bois pendant le perçage. Cet assistant doit également installer les pinces Cleco au fur et à mesure.
Cette méthode est peu pratique, et en travaillant en dessous vous risquez de recevoir des copeaux de perçage dans les yeux. Cependant, elle permet facilement d’éviter les canelures des nervures et autres interférences structurelles.
Portez des lunettes de protection.
Méthode 3
- Marquez les lignes de centre et l’espacement des rivets sur chaque nervure ou cadre.
- Percez tous les trous dans les nervures (ou cadres). Cela permet d’éviter facilement les flutes et les zones où la structure sous-jacente empêcherait l’installation d’un rivet.
- Positionnez et fixez la tôle en place.
- Depuis l’arrière (ou dessous selon le cas), percez les trous de la tôle en utilisant les trous pré-percés des nervures comme guide.
Ici encore, protégez vos yeux contre les copeaux tombants.
Quelle que soit la méthode utilisée, procédez lentement et assurez-vous que :
- le perçage est bien centré sur les nervures ou cadres,
- les trous évitent les nervures embouties (flutes),
- chaque trou sera placé à un endroit où un rivet pourra être inséré et rivé.
Pour de meilleurs résultats, essayez toujours de percer en partant du centre d’une section vers chaque extrémité.
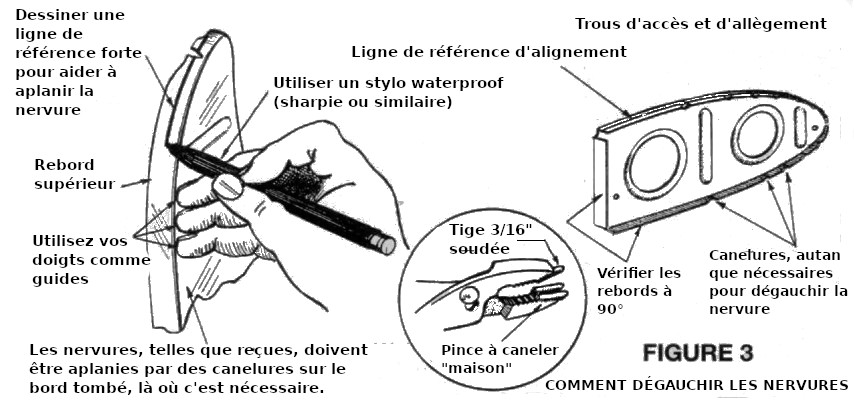
EMBOUTISSAGE ET FRAISAGE
Les tôles d’aluminium destinées à être rivetées affleurantes doivent être préparées soit par un fraisage soit par un emboutissage de chaque trou avant le rivetage. Les tôles d’aluminium de moins de .032″ d’épaisseur doivent être embouties et non pas fraisées. L’emboutissage est une opération plus longue que le farsage. La raison : à la fois la tôle de surface et la structure sous-jacente (cadres, nervures, etc.) doivent être embouties pour correspondre aux renflements de la tôle supérieure. Vous avez toutefois l’option de pratiquer un fraisage mécanique sur le cadre sous-jacent à la place de l’emboutissage, à condition que l’épaisseur du matériau du cadre soit d’au moins .032″ pour des rivets de 3/32″ (.050″ ou plus pour des rivets de 1/8″).
Le frasage est plus simple que l’emboutissage lorsque la tôle supérieure fait .032″ ou plus. En effet, le fraisage d’un trou de rivet ne provoque pas de renflement sous la tôle, contrairement à l’emboutissage. Donc, aucune préparation supplémentaire des trous de rivets dans les cadres n’est nécessaire; un vrai gain de temps.
QUELQUES MOTS DE SAGESSE
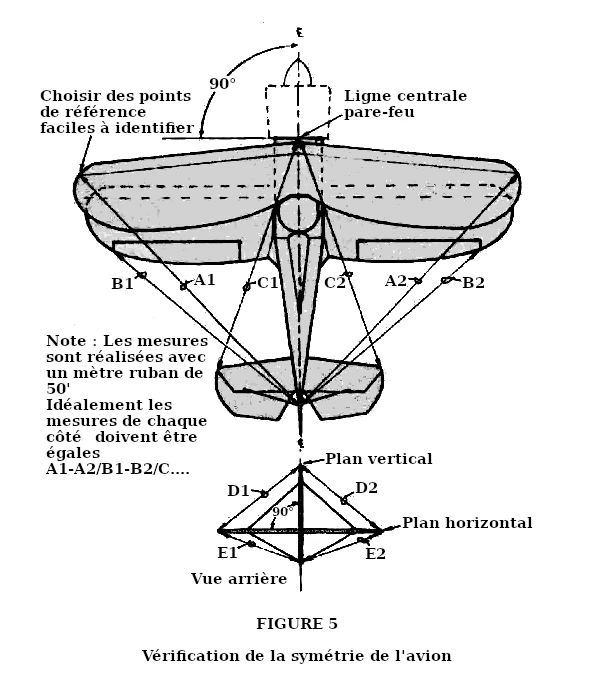
Enfin, avant de percer ou de découper du métal… arrêtez-vous et revérifiez ! Assurez-vous que vous n’avez pas pris vos mesures à partir du mauvais point. Même si vous vérifiez et revérifiez votre cote mesurée et êtes convaincu qu’elle est parfaite, elle peut tout de même être fausse si vous avez mesuré depuis le trou au lieu du bord… ou inversement.
En d’autres termes : ne tombez pas dans le même piège mental qui continue d’intriguer mon «conseiller» et critique favori.
Il dit qu’il ne comprend pas ce qui s’est passé : «Il l’a coupé deux fois… et c’est encore trop court.»