

Soudage aéronautique et construction en tubes d’acier -7/9-
DIAGNOSTIC/DÉPANNAGE DE VOS SOUDURES
L’une des choses heureuses à propos du soudage des avions est qu’il existe depuis si longtemps qu’il y a un énorme arriéré d’expérience qui couvre à peu près chaque type de problème ou d’erreur pouvant être commis. Cela ne veut pas dire que vous ne rencontrerez pas un problème que personne d’autre n’a eu… les structures d’avion étant ce qu’elles sont, vous êtes certain de rencontrer beaucoup de situations de soudage totalement uniques. Cependant, 90% des problèmes que vous rencontrerez tourmentent les soudeurs depuis près de 75 ans, et on pourrait dire que « nous » avons plutôt bien pris le coup de main.
Les paragraphes suivants mettent en évidence certains des problèmes les plus courants, ce qui les provoque et comment y faire face. Si vous avez ce qui semble être un problème mécanique qui n’est pas traité ici, allez voir votre distributeur d’équipement de soudage. Si vous avez un problème de soudage sérieux, cela vaut quelques dollars soit d’apporter la pièce à un professionnel pour qu’il la regarde, soit d’engager un soudeur aéronautique très expérimenté pour venir regarder par-dessus votre épaule et voir ce que vous faites de travers.
LA TORCHE « CLAQUE »
Il n’est pas inhabituel d’obtenir ce qui semble être de petites explosions, ou « claquements », entre la buse de la torche et la soudure elle-même. Lorsque cela se produit, ce n’est pas seulement déconcertant, mais cela projette du métal en fusion autour, ce qui peut être franchement inconfortable. Cela peut être causé par l’une des raisons suivantes :
- La flamme est réglée trop bas pour la buse de torche utilisée. Passez à la buse immédiatement plus petite.
- Vous êtes presque à court d’acétylène. Vous aspirez de l’acétone depuis le fond de la bouteille, alors allez faire remplir.
- La buse de la torche est tenue trop près. Reculez-la un peu.
- Problèmes possibles d’équipement. Bien que ce ne soit pas probable, en cas de doute, faites examiner vos détendeurs et votre torche par un atelier de réparation.
LE BAIN DE FUSION « SÈCHE »
Parfois vous constaterez que le bain de fusion a tendance à refroidir lorsque vous soudez et semble se dessécher. La plupart du temps, cela est causé par :
- Pas assez de préchauffage. Vous entrez dans une zone où la masse de métal est telle qu’elle continue d’absorber la chaleur du cordon et devrait être davantage chauffée avant de poursuivre.
- La baguette d’apport est trop grosse. N’oubliez pas que la baguette d’apport est aussi un dissipateur thermique et utiliser une baguette trop grosse pour l’épaisseur du métal et la taille du bain travaillé signifie que lorsque vous plongez la baguette dans le bain, elle en retire toute la chaleur au lieu de fondre pour devenir partie du bain.
- Apport de trop de baguette. Même si vous utilisez la bonne taille de baguette, il est tout à fait possible de l’introduire dans le bain trop rapidement, ce qui demande trop à la fois au bain et à la torche, et la baguette provoque le refroidissement et la solidification de tout le bain.
- Angle de torche trop important. Si vous pointez la torche trop vers l’avant, autrement dit si vous l’abaissez trop, elle dirige la chaleur loin de la zone immédiate, c’est-à-dire que vous essayez de chauffer une zone trop grande et ne concentrez pas la chaleur. Redressez la torche de sorte qu’elle soit dirigée vers la soudure à environ 30° à 45°.
LA BAGUETTE COLLE À LA SURFACE
L’un des incidents les plus courants et certainement les plus frustrants lorsqu’on apprend à souder est que la baguette de soudage colle à la surface. Non seulement il n’est pas professionnel de laisser une baguette de soudage dépasser de la structure de votre avion mais ralentir pour faire fondre la baguette afin de la libérer provoque généralement une discontinuité dans le cordon.
Les causes de l’adhérence de la baguette sont souvent :
- Enfoncer la baguette trop rapidement. Cela provoque le refroidissement de cette partie du bain, et la baguette devient partie du bain sans se détacher du reste de la baguette.
- Mauvais contrôle de la baguette. Autrement dit, vous ne placez pas la baguette exactement là où vous le voulez. Vous êtes soit dans une position instable et tremblez légèrement, soit vous tenez la baguette trop loin de l’extrémité et votre contrôle est si mauvais que la baguette touche la surface ailleurs qu’au centre du bain, qui est le bord d’attaque directement devant la buse de la torche.
- Ne pas préchauffer la baguette. Vous ne préchauffez pas consciemment la baguette comme vous le faites pour le matériau de base, mais vous devez être conscient que tenir la baguette à une fraction de pouce du bain, toujours prêt à la plonger dans le bain, signifie que l’extrémité de la baguette capte la chaleur de la zone environnante, de sorte qu’elle est presque prête à fondre avant d’entrer en contact avec la torche ou le bain. Si vous tenez la baguette éloignée de la petite boule de chaleur qui se trouve à l’interface torche/bain, la baguette elle-même sera assez froide, et l’introduire dans le bain peut refroidir les choses très rapidement.
CORDON IRRÉGULIER
Il est instructif de revenir en arrière et d’examiner certains des beaux exemples de soudage que l’on peut trouver sur des avions anciens, tels que les Curtiss Robins de 1929. On y trouve certains des cordons les plus réguliers que vous verrez jamais de votre vie, chaque petit anneau ou bourrelet étant espacé de manière égale par rapport aux autres, et le bord du cordon se fond simplement dans la surface comme s’il y avait poussé. Vous devriez regarder ces magnifiques cordons déposés par les soudeurs d’autrefois afin de savoir ce vers quoi vous devez tendre. Bien que vous n’atteigniez peut-être jamais la perfection de ces professionnels d’autrefois, vous devriez au moins avoir une soudure uniforme et agréable à l’œil, au lieu d’avoir l’aspect classique de « fientes d’oiseau ».
À peu près tout ce que vous faites en soudage change l’apparence, et en particulier la régularité du cordon, mais les problèmes les plus courants sont listés ci-dessous :
- Faire fondre la baguette trop haut. Cela provoque la chute de gouttes de métal depuis l’extrémité de la baguette qui éclaboussent dans le bain de manière aléatoire et incontrôlée, ce qui ressemble vraiment à une variante de fientes d’oiseau. Gardez la torche plus près de la surface et développez un rythme consistant à chauffer la surface avec la torche pour créer le bain puis à plonger la baguette, chauffer et plonger, en avançant par incréments mesurés à chaque fois. Par-dessus tout, la baguette doit s’écouler dans le bain, ne pas y être laissée tomber.
- Position de soudage instable. Si vous essayez de souder à bout de bras ou debout sur la pointe des pieds pour atteindre quelque chose, il n’y a aucun moyen d’obtenir un cordon régulier, parce que vos mains tremblent comme des tiges de maïs. Même une très légère instabilité dans l’une ou l’autre de vos mains apparaîtra sous forme d’un cordon irrégulier. Ainsi, comme nous l’avons mentionné plus tôt, faites tout ce que vous pouvez pour obtenir une position de soudage stable et garder les mains fermes.
- Utiliser un mouvement circulaire. Beaucoup de soudeurs déplacent la buse de la torche dans un mouvement circulaire presque imperceptible, ce qui a pour effet de répartir la chaleur un peu plus uniformément et d’arrondir la forme du bain. Lorsque la baguette est introduite au milieu du bain, ce mouvement circulaire aide à déplacer le nouveau matériau dans le bain existant, en gardant chacun des petits anneaux bien équilibré et régulier.
IMPOSSIBLE DE DÉMARRER LE BAIN
Il n’est pas inhabituel de rencontrer une zone où vous pouvez rester avec la torche pendant ce qui semble être des heures et pourtant la surface ne fond jamais et le bain ne se forme jamais. Il existe plusieurs raisons possibles pour lesquelles la surface n’atteint jamais la température de fusion :
- Zone non saturée de chaleur. Si la surface ne fond pas, il est évident que toute la chaleur que vous y apportez va ailleurs ou que vous n’apportez pas assez de chaleur. Apportez plus de chaleur dans la zone environnante et préchauffez plus longtemps, afin que la zone de soudage ne perde pas autant de chaleur.
- Utilisation d’une buse trop petite. Si la buse que vous utilisez n’est pas assez grande pour l’épaisseur ou la masse du métal soudé, vous ne pourrez jamais y apporter suffisamment de chaleur pour maintenir la surface fondue. Là aussi, la solution est évidente : passez à une buse plus grande. Il est cependant possible de rencontrer des assemblages soudés si grands que même votre plus grande buse avec sa pression maximale ne peut pas les maintenir chauds. C’est là qu’on fait intervenir une deuxième source de chaleur. Beaucoup de soudeurs demandent à un assistant de tenir une seconde torche à acétylène sur la zone. Cependant, une excellente source de chaleur supplémentaire pour une grande zone est un vieux chalumeau ordinaire de jardin ou un chalum.
FAIRE FONDRE DES TROUS DANS LES TUBES
L’une des choses les plus frustrantes dans le soudage de tubes d’avion à paroi mince est d’avancer tranquillement, d’obtenir une excellente soudure, avec le cordon qui s’écoule et le bain parfaitement formé, puis de voir une partie du tube disparaître lorsque vous y faites fondre un trou. Lorsque cela se produit, vous devez éloigner la torche de la zone pendant une seconde pour la laisser refroidir, puis revenir et introduire de la baguette dans les bords du trou pour le refermer par soudage. Le remède le plus sûr est de ne pas laisser cela se produire dès le départ.
- Buse trop grande. Une buse trop grande apporte trop de chaleur dans la zone trop rapidement. Cela peut facilement provoquer des concentrations de chaleur et la zone immédiate peut disparaître sous vos yeux. Si vous avez correctement réglé la buse et que vous constatez que la surface atteint la température de soudage presque dès que vous appliquez la torche, alors vous avez probablement une buse trop grande. Passez à la buse de taille immédiatement inférieure et voyez si cela n’améliore pas les choses.
- Soudage trop lent. L’une des choses que vous constaterez en pratique est que chaque combinaison de taille de buse et d’épaisseur de matériau possède un rythme naturel de soudage dicté par la vitesse à laquelle le bain progresse et la vitesse à laquelle vous pouvez plonger/apporter la baguette. Si vous essayez d’avancer trop vite, le bain refroidit et la pénétration devient nulle. Si vous avancez trop lentement, trop de chaleur est apportée dans une petite zone, et un cratère de chromoly se développe. Rappelez-vous simplement que, si cela se produit, relevez instantanément la torche pendant une fraction de seconde puis revenez et introduisez davantage de baguette dans la zone pour remplir le trou. Tant que vous soudez correctement le trou et qu’il n’est pas trop grand, cela n’affectera pas la résistance de la zone locale.
ÉMISSION D’ÉTINCELLES
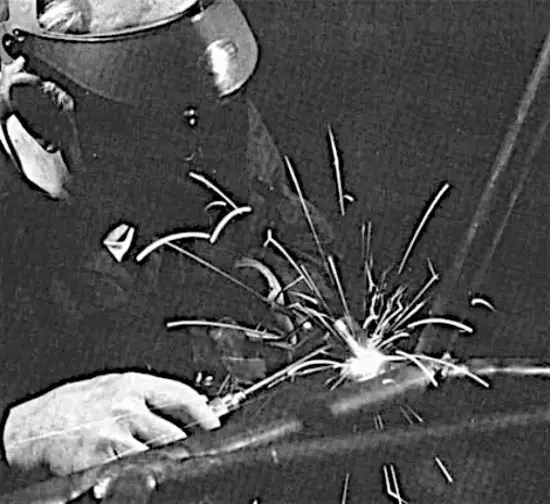
Cela a déjà été mentionné, mais cela vaut la peine de le répéter : une soudure qui émet une profusion d’étincelles est une soudure oxydée, très poreuse, fragile et généralement mauvaise. Ce n’est pas le type de soudure avec laquelle vous voulez aller voler. Cependant, il est important de savoir qu’il existe certaines situations qui provoqueront des étincelles sans avoir quoi que ce soit à voir avec une oxydation réelle de la soudure.
- Le bain est trop chaud. Si vous utilisez trop de chaleur pour la taille de la soudure, il est possible de chauffer le bain au point qu’il bouillonne et émette des étincelles, bien que dans ce cas la quantité d’étincelles soit relativement faible. Réduisez la chaleur de la torche ou utilisez une buse plus petite.
- La torche est mal réglée. Si trop d’oxygène est utilisé dans le réglage de la torche et qu’il en résulte un cône interne pointu, bleu pâle, l’oxydation se produira certainement. C’est la plus courante et la plus dommageable de toutes les situations qui provoquent des étincelles. Retirez immédiatement la torche de la soudure et réglez-la de nouveau sur une flamme neutre ou laissez même apparaître une petite « plume » sur le cône interne.
- Contamination de surface. S’il y a une contamination de surface telle que de la calamine ou de la rouille, lorsque la zone de soudure et le bain montent en température, ces contaminants seront brûlés et des étincelles apparaîtront. Cela se produira quel que soit le type de flamme utilisé ou la quantité de chaleur et n’a aucun rapport avec la soudure elle-même. On peut généralement éviter cela en nettoyant les zones à souder avec du papier abrasif fin et en les essuyant avec un peu de diluant pour vernis afin d’éliminer toute trace d’huile. Normalement, les tubes sont déjà suffisamment propres.
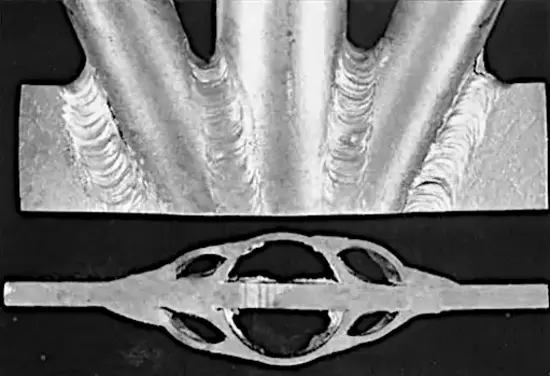
PEU OU PAS DE PÉNÉTRATION
Lors du soudage de tubes d’avion où il n’y a pas de mélange du matériau de base, il est essentiel que le cordon de soudure lui-même pénètre suffisamment dans la surface du tube pour donner une résistance adéquate. Si la pénétration est insuffisante, il n’existe pratiquement aucun moyen de savoir si cette pénétration est présente après que la soudure est réalisée sans la découper. Cependant, en surveillant attentivement le bain et en s’assurant qu’il pénètre dans la surface plutôt que de simplement flotter au-dessus du métal, la pénétration est généralement garantie. Si, dans votre pratique, vous constatez que vous pouvez casser vos soudures à la surface, ou qu’en les ouvrant par découpe la soudure n’a pas pénétré dans le matériau de base, plusieurs causes possibles existent :
- Manque de préchauffage. Avec un préchauffage insuffisant, il est possible que seule la toute surface fonde et accepte le cordon. Comme cela a souvent été dit auparavant, le préchauffage est d’une importance primordiale.
- Bain s’écoulant uniquement par tension superficielle. Lorsqu’il n’y a pas assez de chaleur disponible ou retenue pour faire pénétrer profondément le bain dans le matériau, il est tout à fait possible de « mouiller » la surface du matériau, ce qui permettra à la baguette de soudage fondue de s’écouler sous l’effet de la tension superficielle du métal en fusion sans réellement pénétrer dans le matériau. Dans cette situation, le bain et la soudure semblent presque normaux, sauf qu’un examen attentif du bord d’attaque du bain montrera qu’il n’a pas « creusé » dans le matériau. Le bord d’attaque du matériau doit s’écouler sous la surface originale du matériau de base, sinon il n’y a pas de pénétration.
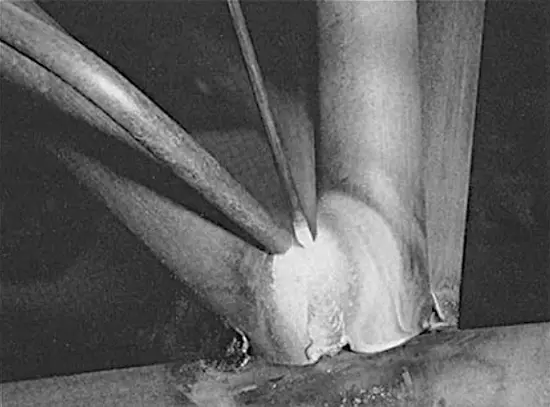
FUSION DU BORD D’UN GOUSSET
Bien que l’acte même de souder un gousset sur un tube soit une soudure facile, il arrive parfois que le bord du gousset fonde plus vite que vous ne pouvez le souder. Cela peut être causé par plusieurs facteurs, mais la solution n’est pas difficile :
- Trop de chaleur dirigée vers le gousset. Parce que le bord du gousset nécessite beaucoup moins de chaleur pour fondre que la surface du tube, il est nécessaire de diriger la chaleur loin du gousset. Réalisez la plus grande partie de la soudure sur la surface du tube, en laissant simplement le bord du cordon s’écouler sur le bord du gousset.
- Ne pas contrôler l’accumulation de chaleur avec la baguette. Si le bord du gousset a tendance à fondre trop rapidement, il est possible d’introduire la baguette de manière forcée dans le bord du gousset, en faisant fondre la baguette plus rapidement que le bord du gousset, absorbant ainsi la chaleur dans la baguette fondue. En même temps, cependant, vous devez momentanément éloigner la torche afin de permettre à la zone de perdre une partie de sa chaleur.
SOUDAGE PRÈS DE L’EXTRÉMITÉ D’UN TUBE
Si vous avez un assemblage en forme de « L » dans des tubes dans lequel un tube est soudé très près de l’extrémité d’un autre tube (un type de structure très courant), vous constaterez que vous rencontrez toutes sortes de difficultés pour terminer la soudure sans brûler le bord du tube. La même chose se produit partout où il y a une soudure avec une quantité de matériau si faible d’un côté que la chaleur tend à faire fondre toute la zone. Il existe plusieurs solutions à ce type de soudure :
- Souder d’abord, couper ensuite. La solution la plus simple au problème du tube court est de laisser un pouce ou deux de tube en plus et de le couper après que la soudure est réalisée. Cependant, cela n’est parfois pas possible.
- Augmenter la masse thermique du tube. Nous l’avons mentionné plus tôt mais c’est une bonne astuce et cela consiste à insérer un boulon à ajustement lâche dans une extrémité ouverte du tube puis à effectuer la soudure. Le boulon fera « croire » au tube qu’il est beaucoup, beaucoup plus long, et dissipera une grande partie de la chaleur excédentaire. Il est important d’utiliser un boulon à ajustement lâche (au moins 1/16″ plus petit que le diamètre intérieur du tube) ou de le meuler pour obtenir une section légèrement triangulaire sinon l’accumulation de calamine à l’intérieur du tube vous empêchera de retirer le boulon.