Réparation sur les feuilles de métal
Un des avantages de construire votre propre avion est que, si vous l’avez construit, vous pouvez le réparer. Les réparations des avions en tôle se répartissent en deux catégories : simples, qui n’impliquent pas de dommages aux éléments structuraux ni n’affectent l’équilibre des surfaces de contrôle, et majeures, qui englobent les réparations non couvertes par la catégorie simple. Nous traiterons ici des réparations simples.
Si vous êtes confronté à des réparations majeures et que vous ne disposez pas des connaissances suffisantes pour y faire face, faites-vous aider par quelqu’un qui en dispose. La réalisation de ces réparations s’applique uniquement aux avions de construction amateur. En tant que constructeur amateur, vous pouvez réparer toute surface sur un avion en bois, en métal, en matériaux composites ou à structure tubulaire entoilée. Mais faites preuve de discernement et n’entreprenez pas de réparations dépassant vos capacités et vos connaissances. Construire l’avion peut ne pas vous donner les compétences et les connaissances requises, car réparer une structure est différent de la construire.
Si vous ne savez pas comment aborder une réparation, faites-vous aider par un technicien qualifié en tôlerie aéronautique. Dans tous les cas, votre référence principale pour toutes les réparations est la circulaire consultative de la FAA 43-13-1B, Acceptable Methods, Techniques, and Practices—Aircraft Inspection and Repair. Une autre excellente source est Aircraft Sheet Metal, publié par Jeppesen
ÉVALUATION DES DOMMAGES
 La première étape de tout processus de réparation consiste à évaluer les dommages afin de déterminer s’ils sont simples ou majeurs. Les dommages mineurs à une structure en tôle comprennent des rivets manquants ou endommagés, des rayures ou de petites bosses, une petite fissure et une surface de tôle corrodée. Les dommages qui dépassent le cadre de ces éléments sont, dans la plupart des cas, majeurs. Par exemple, des rivets déformés indiquent souvent des dommages à une structure en tôle, et votre inspection doit inclure une zone bien au-delà des rivets déformés.
La première étape de tout processus de réparation consiste à évaluer les dommages afin de déterminer s’ils sont simples ou majeurs. Les dommages mineurs à une structure en tôle comprennent des rivets manquants ou endommagés, des rayures ou de petites bosses, une petite fissure et une surface de tôle corrodée. Les dommages qui dépassent le cadre de ces éléments sont, dans la plupart des cas, majeurs. Par exemple, des rivets déformés indiquent souvent des dommages à une structure en tôle, et votre inspection doit inclure une zone bien au-delà des rivets déformés.
Si vous possédez un avion de construction amateur, vous pouvez envisager d’appeler le fabricant du kit ou le concepteur. Les dommages à la zone environnante peuvent être cachés, et le fabricant devrait être en mesure de vous conseiller sur la manière d’effectuer correctement la réparation. Une surface de contrôle endommagée en est un exemple. La réparation peut être simple mais toute modification de la surface affecte son équilibre, ce qui peut entraîner un flottement en vol. Pour terminer la réparation, vous devrez rééquilibrer la surface et peut-être d’autres composants ou surfaces qui y sont attachés.
REMPLACEMENT DES RIVETS
Trouver des rivets manquants n’est pas rare. Leur absence peut résulter d’une installation incorrecte, de la corrosion ou d’un type quelconque de dommage sous-jacent. Vous devez déterminer pourquoi il est manquant et examiner la zone environnante à la recherche de dommages supplémentaires. Recherchez des rivets endommagés dont les têtes peuvent être légèrement inclinées ou relevées. Si vous pouvez glisser une cale d’épaisseur de 0,020″ sous la tête du rivet, celui-ci a été étiré : indication de dommage.
Remplacer un rivet manquant ou endommagé est une tâche assez simple. La réparation de tout dommage supplémentaire à la structure en tôle elle-même peut éventuellement être classée comme une réparation majeure. Lors du remplacement d’un rivet, utilisez exactement le même type que celui utilisé à l’origine. Si vous avez construit l’avion, vous devriez connaître cette information. Si vous avez acheté l’avion déjà construit, consultez les plans et/ou le manuel du constructeur ou appelez le fabricant du kit. Très probablement, vous aurez besoin de rivets « AD », qui présentent un creux sur la tête du rivet.
Naturellement, vous devrez retirer le rivet endommagé. Cela semble simple, mais vous devez faire preuve d’une extrême prudence afin de ne pas aggraver le problème. (Si vous avez construit l’avion, vous êtes probablement déjà bien familiarisé avec le retrait des rivets.) Lors du perçage du rivet endommagé, vous ne devez pas agrandir le trou. Assurez-vous d’utiliser un foret de la taille appropriée.
Lors de l’installation d’origine, les constructeurs percent des trous de rivets légèrement plus grands que le diamètre du rivet afin de permettre au rivet de se mettre en place sans effort, ce qui éviterait d’enlever le revêtement protecteur du rivet. Lorsqu’ils sont correctement posés (ou sertis), les rivets se dilatent pour remplir le trou. Les tailles de forets sont basées sur des numéros et des lettres. Les diamètres de rivets les plus courants sont de 3/32″ et 1/8″, et les tailles de forets correspondantes sont respectivement 40 et 30. Un rivet de 5/32″ nécessite un foret de taille 21, et un rivet de 3/16″ nécessite un foret de taille 11.
Pour retirer les rivets, utilisez une perceuse à main (une perceuse pneumatique est généralement préférable) et un foret légèrement plus petit que celui utilisé à l’origine pour percer le trou du rivet à la bonne dimension. Cela constitue une protection contre l’agrandissement du trou du rivet. Assurez-vous que le foret est bien affûté et envisagez d’utiliser un foret à pointe fendue, ce qui facilite le maintien du foret sur la tête du rivet lorsque vous commencez à percer. (N’oubliez pas votre protection oculaire.)
Lors du retrait des rivets, ne percez pas au-delà de la tête du rivet. N’essayez pas de percer dans la tôle elle-même. Après avoir percé la tête, utilisez un chasse-goupille pour faire levier et retirer la tête du rivet. Ensuite, utilisez un chasse plus petit que la tige du rivet pour chasser le rivet hors du trou. Votre objectif est de retirer le rivet sans agrandir son trou ni endommager la tôle.
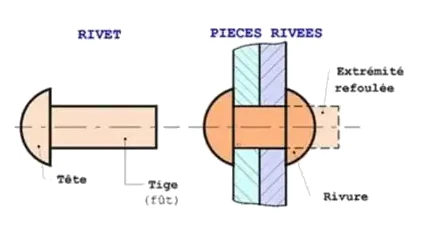
La résistance d’un assemblage riveté est basée sur le diamètre expansé du rivet. C’est pourquoi il est important de percer le rivet avec un foret de la bonne taille et de le remplacer par un rivet du diamètre et de la longueur appropriés. La longueur doit être telle que la tête atelier (tête formée du rivet) se dilate pour former une tête dont le diamètre est de 1,5 fois celui de la tige. Les rivets peuvent être coupés à la longueur appropriée à l’aide d’un coupe-rivets.
Le type de rivet de remplacement que vous utiliserez dépend également de votre capacité à accéder à l’arrière du rivet. Si vous pouvez maintenir une contre-bouterolle ou appliquer une pince à riveter, utilisez le même type de rivet que celui qui remplissait initialement le trou. Si vous ne pouvez pas accéder à l’arrière du rivet, vous devrez utiliser un rivet aveugle de qualité aéronautique. L’utilisation d’un rivet aveugle élimine la nécessité éventuelle de découper un trou d’accès dans la surface pour appliquer une contre-bouterolle sur un rivet plein. Il existe de nombreux types de rivets aveugles, tels que les rivets Cherry à verrouillage par friction, les rivets CherryMAX, les rivets Cherry à verrouillage mécanique, etc. Un outil spécial doit être utilisé pour installer la plupart de ces rivets.
RAYURES, BOSSES ET PETITES FISSURES
Les rayures se produisent, et vous devez les réparer pour éviter la corrosion. De plus, les rayures peuvent entraîner des fissures. Pour éviter cela, dans la plupart des cas, vous pouvez brunir ou polir les rayures pour les lisser, et le meilleur outil à utiliser est une meuleuse à grande vitesse avec une roue abrasive Cratex. Cette roue spéciale, caoutchoutée, est conçue pour une utilisation sur la tôle. Disponible dans la plupart des magasins de fournitures industrielles, elle vous permettra d’enlever facilement la zone endommagée sans causer de dommages supplémentaires.
Vous pouvez réparer une petite bosse avec un matériau de remplissage. SuperFil est un matériau de remplissage idéal car il ne se rétracte pas avec le temps. Le mastic Bondo a tendance à se rétracter après application. Appliquez le SuperFil avec une raclette, laissez sécher toute la nuit, poncez pour lisser, puis retouchez la zone avec de la peinture.
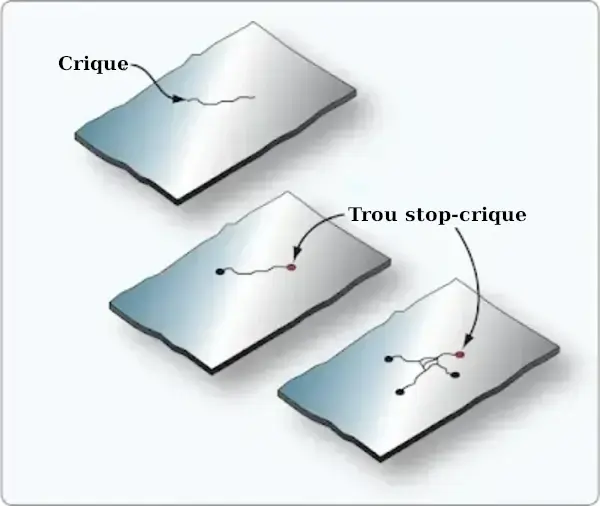
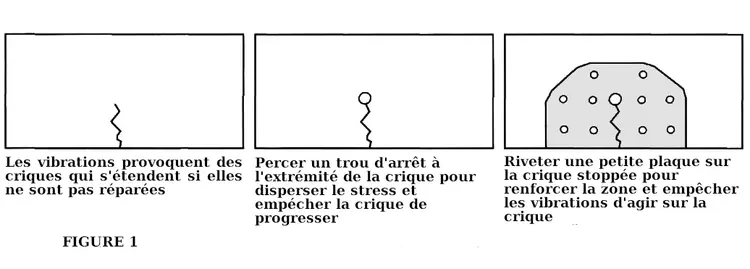
Les petites fissures sont un problème courant sur les avions en tôle. Créées par les vibrations, vous les trouverez souvent dans des zones telles que le capot moteur. La solution courante consiste à faire un « perçage d’arrêt » de la fissure avec un foret de petit diamètre. En d’autres termes, vous percez un petit trou à chaque extrémité de la fissure dans l’espoir d’arrêter sa propagation. Cette solution n’est pas une réparation. Pour réparer la fissure, après avoir effectué le perçage d’arrêt, rivetez une petite plaque de tôle du même type et de la même épaisseur sur la fissure afin de restaurer la résistance de la zone et d’empêcher les vibrations d’agir davantage sur celle-ci (voir Figure 1).
Si vous avez une fissure dans un revêtement en aluminium de 0,032″, effectuez un perçage d’arrêt aux deux extrémités de la fissure. Ensuite, découpez une petite pièce de renfort dans une tôle d’aluminium de 0,032″, en veillant à ce que la pièce offre suffisamment d’espace pour le rivetage et ne présente pas de changements brusques de forme. Les pièces arrondies ou à plusieurs côtés sont préférables à une pièce carrée. La circulaire AC 43-13 IB est votre référence pour déterminer l’implantation des rivets de la pièce. Une fois l’implantation des rivets terminée, vous pouvez percer les trous avec le foret de taille appropriée et maintenir la pièce en place avec des fixations Cleco. Une fois que l’ajustement vous convient, retirez les fixations Cleco, appliquez du chromate de zinc sur l’arrière de la pièce afin de prévenir la formation de corrosion, puis rivetez-la en place.
TÔLE CORRODÉE
Il est évident que la corrosion affaiblit la tôle. Pour éviter cela, éliminez toute corrosion que vous découvrez à l’aide de papier abrasif fin, de tampons Scotch-Brite ou de laine d’aluminium. Une meuleuse à grande vitesse équipée d’une roue Cratex est une autre bonne méthode pour éliminer la corrosion. N’utilisez jamais une roue en acier ni une brosse métallique.
Après avoir éliminé la corrosion, décapez à l’acide l’aluminium en le lavant avec le produit Poly-Fiber E-2310 Acid Etch, dilué avec de l’eau, ou un produit similaire. Un décapage acide élimine l’huile et la corrosion légère, et il attaque ou rend rugueuse la surface afin de créer une bonne adhérence pour l’apprêt. Après avoir soigneusement rincé la zone, lavez-la avec le E-2300 Conversion Coating. Cela inhibe la corrosion et améliore encore l’adhérence de l’apprêt. Rincez de nouveau la zone et laissez-la sécher complètement avant d’appliquer l’apprêt et la peinture sur la surface.
Selon l’emplacement de la corrosion, vous devrez peut-être retirer et remplacer des rivets, et nous avons abordé ce processus précédemment. Dans certains cas, la corrosion peut être si importante que vous devrez remplacer la tôle elle-même. En général, cela est considéré comme une réparation majeure, et vous devriez solliciter l’aide de sources compétentes avant d’entreprendre la réparation.