
AC_43.13-1B – Chapitre 1 – Structure Bois – Section 4. Partie 1
CHAPITRE 1. STRUCTURE EN BOIS
SECTION 4. RÉPARATIONS – PARTIE 1
1-36. GÉNÉRALITÉS.
La norme de base pour toute réparation d’aéronef est que la structure réparée doit être aussi résistante que la structure d’origine et être équivalente à l’originale en rigidité et en forme aérodynamique. Les réparations doivent être effectuées conformément aux spécifications du fabricant chaque fois que de telles données sont disponibles.
1-37. REMPLACEMENT DES TROUS DE DRAINAGE ET DES RAIDISSEURS DE REVÊTEMENT.
Chaque fois que des réparations sont effectuées nécessitant le remplacement d’une partie comprenant des trous de drainage, des raidisseurs de revêtement ou tout autre élément, la partie réparée doit être pourvue de trous de drainage similaires, de raidisseurs de revêtement ou d’éléments de mêmes dimensions au même emplacement.
Des trous de drainage supplémentaires peuvent être nécessaires si un renfort sous une réparation de revêtement interfère avec l’écoulement de l’eau vers les trous de drainage existants. Réaliser tout trou de drainage supplémentaire du même diamètre que les originaux, généralement 1/4″.
1-38. PRÉCAUTIONS CONTRE LE FLUTTER DES SURFACES DE COMMANDE.
Lors de la réparation ou de la remise en état des surfaces de commande, en particulier sur les avions à hautes performances, il faut veiller à ce que les réparations n’impliquent pas l’ajout de poids en arrière de la ligne de charnière. Une telle procédure peut affecter défavorablement l’équilibrage de la surface au point de provoquer du flutter.
En règle générale, il sera nécessaire de réparer les surfaces de commande de manière à ce que la structure soit identique à l’originale et que la rigidité, la répartition du poids et l’équilibrage de masse ne soient en aucun cas modifiés. Consulter le manuel de maintenance de l’aéronef ou demander les directives du fabricant pour les exigences spécifiques relatives à la vérification de l’équilibrage des surfaces de commande après réparation et remise en état de toute surface de commande.
1-39. ABOUTAGES EN BISEAU.
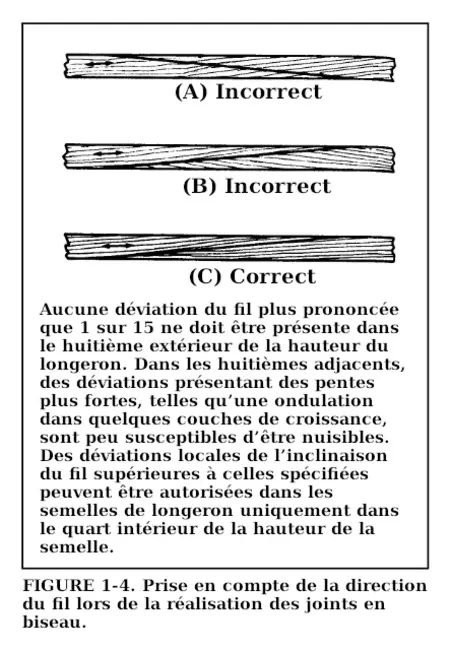 L’aboutage en biseau est la méthode la plus satisfaisante pour réaliser un joint d’extrémité entre deux éléments en bois massif. Couper les deux pièces avec précision. La résistance des joints dépend d’une bonne conception du joint et d’une ligne de collage mince et uniforme. Réaliser la coupe en biseau dans le sens général de l’inclinaison du fil comme indiqué à la figure 1-4.
L’aboutage en biseau est la méthode la plus satisfaisante pour réaliser un joint d’extrémité entre deux éléments en bois massif. Couper les deux pièces avec précision. La résistance des joints dépend d’une bonne conception du joint et d’une ligne de collage mince et uniforme. Réaliser la coupe en biseau dans le sens général de l’inclinaison du fil comme indiqué à la figure 1-4.
1-40. RACCORDEMENT DES LONGERONS.
Sauf indication contraire du fabricant, un longeron peut être raccordé en tout point sauf sous les ferrures de fixation d’aile, les ferrures de train d’atterrissage, les ferrures de bâti moteur ou les ferrures de haubans de portance et d’entreplan. Ces ferrures ne doivent recouvrir aucune partie du raccordement. Une réparation par raccordement de longeron ne doit pas être effectuée à proximité d’un raccord précédent ni à proximité d’une plaque de renfort. L’espacement entre deux raccords ou entre un raccord et une plaque de renfort ne doit pas être inférieur à trois fois la longueur du raccord le plus long.
Le raccordement sous des ferrures mineures telles que les ferrures de câble de traînée, de câble anti-traînée ou de montant de compression est acceptable dans les conditions suivantes :
a. Les plaques de renfort du raccord ne doivent pas interférer avec la fixation correcte ou l’alignement des ferrures. Ne pas modifier l’emplacement des supports de poulies, des supports de renvoi ou des supports de surfaces de commande. Les plaques doivent être amincies en biseau, comme illustré à la figure 1-2.
b. La plaque de renfort peut recouvrir les ferrures de câble de traînée, de câble anti-traînée ou de montant de compression, si les plaques de renfort sont sur la face arrière du longeron arrière ou sur la face avant du longeron avant. Dans de tels cas, il sera nécessaire d’installer des boulons légèrement plus longs.
La plaque de renfort sur la face avant ne doit pas recouvrir les ferrures de hauban de traînée, sauf si cela ne nécessite pas un raccourcissement suffisant des montants de compression ni des modifications de la géométrie du treillis de traînée empêchant le réglage pour un calage correct.
Même si la reprise est suffisante, il peut être nécessaire de modifier les angles des ferrures. (Les méthodes acceptables pour le raccord des différents types de longerons sont indiquées aux figures 1-4 à 1-9.) Des plaques de renfort doivent être utilisées comme indiqué pour toutes les réparations par biseau des longerons et les pentes des biseaux indiquées sont des pentes minimales.
1-41. REMPLACEMENT DES LONGERONS.
Le remplacement des longerons est une réparation majeure. Les longerons peuvent être remplacés par des pièces neuves fabriquées par le fabricant ou par le titulaire d’une approbation de fabrication de pièces (PMA) pour cette pièce. Des longerons fabriqués par le propriétaire peuvent être installés à condition qu’ils soient réalisés à partir d’un dessin approuvé par le fabricant.
De plus, un longeron peut être fabriqué par référence à un longeron existant à condition que des preuves suffisantes soient présentées pour vérifier que le longeron existant est une pièce d’origine et que tous les matériaux et dimensions peuvent être déterminés. Les dimensions et le type de bois utilisés sont critiques pour la résistance structurelle de l’aéronef. Il convient de veiller à ce que tout longeron de remplacement corresponde exactement à la conception originale du fabricant.
1-42. RACCORD DES ÂMES DE LONGERONS CAISSON.
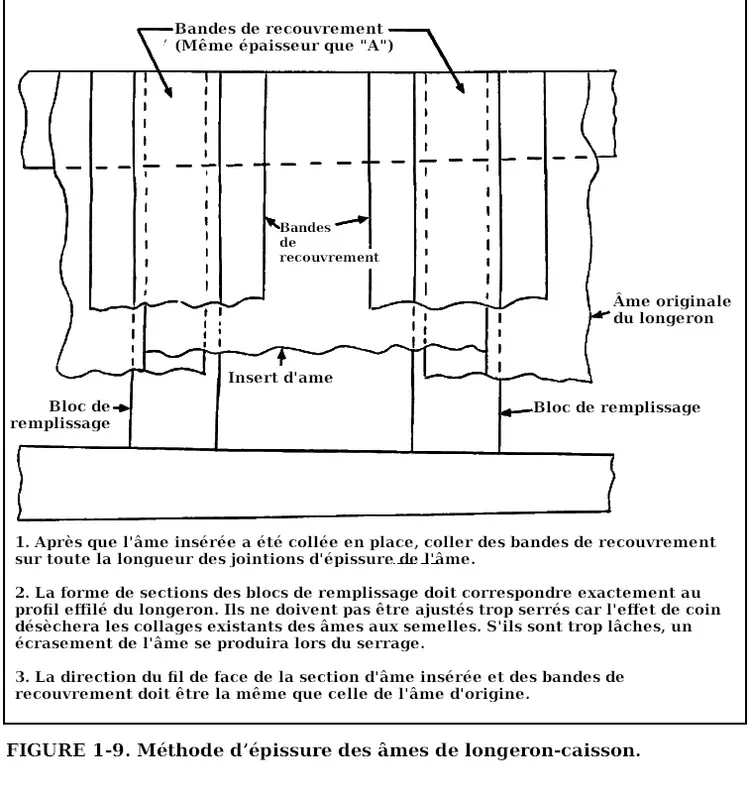
Toujours raccorder et renforcer les âmes en contreplaqué avec le même type de contreplaqué que celui présent sur la pièce d’origine. Ne pas utiliser de bois massif pour remplacer des âmes en contreplaqué. Le contreplaqué est plus résistant au cisaillement que le bois massif de même épaisseur en raison de l’orientation du fil des plis individuels. Le fil de parement des âmes de remplacement en contreplaqué et des plaques de renfort doit être orienté dans la même direction que celui de l’élément d’origine afin de garantir que la nouvelle âme aura la résistance requise. (La méthode de raccordement des âmes en contreplaqué est indiquée à la figure 1-9.)
1-43. REMPLACEMENT DES LONGERONS PLEINS PAR DES LONGERONS LAMELLÉS.
Les longerons pleins peuvent être remplacés par des longerons lamellés ou inversement, à condition que le matériau soit de la même haute qualité. Les renforts externes (contreplaqué ou bois massif) doivent toujours être remplacés comme sur l’élément d’origine.
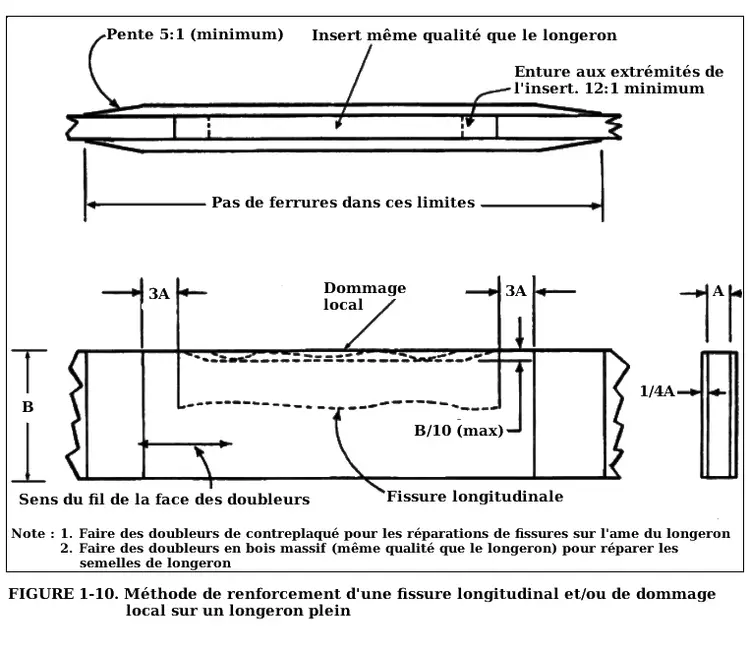
1-44. FISSURES LONGITUDINALES ET DOMMAGES LOCAUX DES LONGERONS.
Les longerons fissurés (à l’exception des longerons caisson) peuvent être réparés par collage de plaques d’épicéa ou de contreplaqué d’épaisseur suffisante pour reprendre le cisaillement longitudinal des deux côtés du longeron. Prolonger les plaques bien au-delà de l’extrémité des fissures, comme indiqué à la figure 1-10. Une méthode de réparation de petits dommages locaux sur la face supérieure ou inférieure d’un longeron est également indiquée à la figure 1-10.
a. Fissuration longitudinale du bois des longerons d’aile d’aéronefs opérant dans des régions arides. Les aéronefs ayant des longerons en bois et opérant dans des régions arides peuvent développer des fissures longitudinales des longerons au voisinage des plaques de renfort en contreplaqué. Ces fissures résultent de la tendance du longeron à se rétracter lors du séchage. Le contreplaqué résiste à cette tendance au retrait et provoque la fissuration du bois de base du longeron (voir paragraphe 1-2c).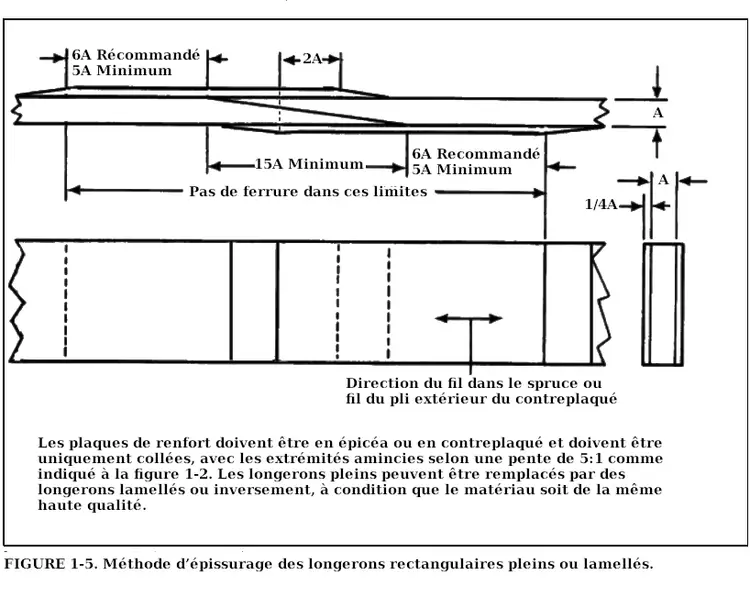
Les fissures commencent sous les plaques de contreplaqué, généralement (mais pas nécessairement) au niveau d’un trou de boulon ou d’une découpe, et se propagent généralement dans chaque direction jusqu’à s’étendre sur une courte distance au-delà des extrémités des plaques où la résistance au retrait du longeron disparaît. Des fissures ont également été observées à l’extrémité en about des longerons. D’autres facteurs, reconnus comme favorisant la formation de fissures, sont des finitions protectrices médiocres, de grandes découpes et des ferrures métalliques utilisant deux rangées de boulons de grand diamètre.
b. Réparation des fissures versus installation d’un nouveau longeron. La présence de fissures ne signifie pas nécessairement que le longeron doit être mis au rebut. Si la fissure n’est pas trop longue ni trop proche de l’un des bords et peut être correctement renforcée, il sera probablement plus économique et satisfaisant d’effectuer une réparation plutôt que d’installer un nouveau longeron ou une nouvelle section.
Cependant, une procédure généralement acceptable adaptée à tous les modèles d’avions n’est pas disponible. En raison de la possibilité de déficiences de résistance, contacter le fabricant. En l’absence du fabricant, la FAA doit être contactée pour approbation avant d’effectuer des réparations non conformes aux instructions approuvées par le fabricant ou aux recommandations de cette circulaire consultative.
La fissuration longitudinale ou la réapparition de fissures peut être minimisée en s’assurant que la teneur en humidité de la partie en bois massif se situe dans la plage appropriée avant le collage. Dans les zones désertiques arides, lors du collage, la teneur en humidité doit être comprise entre 6 et 8 pour cent avant collage, mais dans d’autres régions 10 à 12 pour cent est satisfaisant. Si des matériaux de réparation en bois massif ou en contreplaqué sont obtenus dans une autre région climatique, ils doivent être laissés à s’acclimater, dans la même zone de stockage que la pièce à réparer, pendant au moins 2 semaines.
c. Prévention des fissures. Une étape importante dans la prévention de la fissuration longitudinale, en particulier dans les abouts de longerons, consiste à s’assurer que le bois est soigneusement scellé avec une finition pénétrante et hautement résistante à l’humidité. L’application d’un adhésif époxy à prise lente ou d’un produit d’étanchéité peut être très efficace pour ralentir ou prévenir les variations d’humidité dans les abouts de longerons.
1-45. TROUS OVALISÉS DANS LES LONGERONS.
En cas de trous de boulons ovalisés dans un longeron, ou de fissures au voisinage de trous de boulons, raccorder une nouvelle section de longeron ou remplacer entièrement le longeron. Si l’allongement des trous ou la fissuration est minime et que les trous de boulons concernent des ferrures non critiques, une réparation (plutôt qu’un remplacement) peut être envisageable. Obtenir l’approbation pour toute réparation de ce type auprès du fabricant ou d’un représentant de la FAA. Dans de nombreux cas, il a été jugé avantageux de réaliser la nouvelle section de longeron en lamellé, en particulier lorsque les abouts de longerons sont remplacés.
1-46. RÉPARATIONS DES NERVURES.
Les nervures peuvent être remplacées par des pièces neuves fabriquées par le fabricant ou par le titulaire d’une PMA pour cette pièce. Des nervures fabriquées par le propriétaire peuvent être installées à condition qu’elles soient réalisées à partir d’un dessin approuvé par le fabricant ou par référence à une nervure originale existante.
Une nervure peut être réalisée par référence à une nervure existante à condition que des preuves suffisantes soient présentées pour vérifier que la nervure existante est une pièce d’origine et que tous les matériaux et dimensions peuvent être déterminés. Le contour de la nervure est important pour les qualités de vol sûres de l’aéronef, et il convient de veiller à ce que toute nervure de remplacement corresponde exactement à la conception originale du fabricant.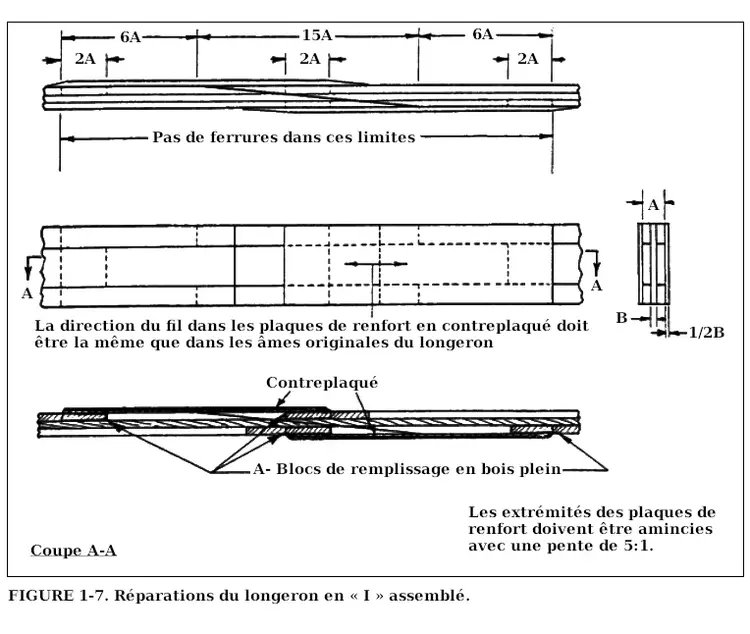
a. Méthodes de réparation des nervures. Des méthodes acceptables de réparation des nervures endommagées sont présentées à la figure 1-11. Les nervures en bois ne doivent pas être clouées aux longerons en bois en enfonçant des clous à travers les semelles de nervure, car cela affaiblit sensiblement la nervure. La fixation doit être réalisée au moyen d’un adhésif avec des clous barbelés, spiralés ou enduits de colle enfoncés à travers les éléments verticaux de la nervure de chaque côté du longeron.
b. Réparation des nervures de compression. Des méthodes acceptables de réparation des nervures de compression endommagées sont présentées à la figure 1-12.
(1) La figure 1-12(A) illustre la réparation d’une nervure de compression de type à section en « I » ; c’est-à-dire avec des semelles larges et peu épaisses, et une âme centrale en contreplaqué avec un élément de compression rectangulaire de chaque côté de l’âme. La nervure est supposée fissurée à travers les semelles, l’âme et l’élément de compression dans l’illustration. Couper l’élément de compression comme indiqué à la figure 1-12(D). Couper et remplacer la partie arrière des semelles, et renforcer comme indiqué à la figure 1-11. Les plaques latérales en contreplaqué sont collées, comme indiqué à la figure 1-12(A). Ces plaques sont ajoutées pour renforcer l’âme endommagée.
(2) La figure 1-12(B) illustre une nervure de compression du type qui est essentiellement une nervure standard avec des éléments de compression rectangulaires ajoutés d’un côté et une âme en contreplaqué de l’autre côté. La méthode utilisée dans cette réparation est essentiellement la même que celle de la figure 1-12(A), sauf que la plaque de renfort en contreplaqué, montrée en section B-B, est prolongée sur toute la distance entre les longerons.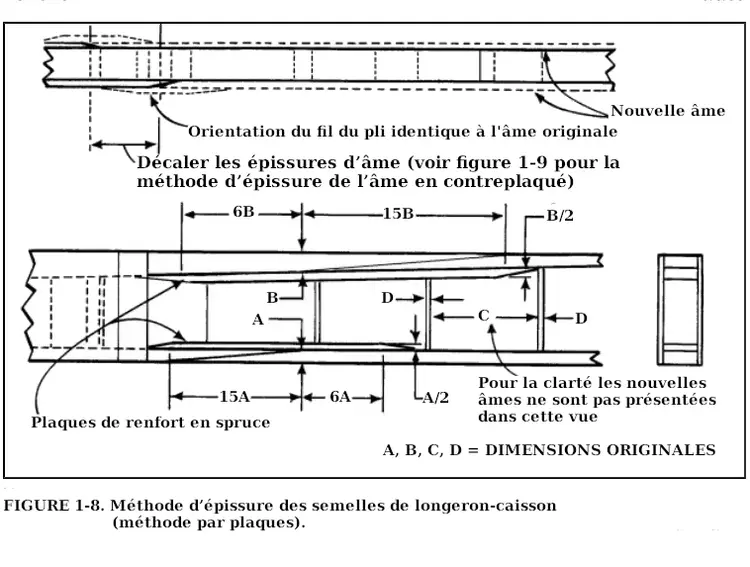
(3) La figure 1-12(C) illustre une nervure de compression de type « I » avec un élément vertical rectangulaire de chaque côté de l’âme. La méthode de réparation est essentiellement la même que celle de la figure 1-12(A), sauf que les plaques de renfort en contreplaqué de chaque côté, représentées par des blocs hachurés en section C-C, sont prolongées sur toute la distance entre les longerons.
1-47. RÉPARATION DU REVÊTEMENT EN CONTREPLAQUÉ.
Effectuer les réparations importantes des structures en contreplaqué travaillant de revêtement endommagé conformément aux recommandations spécifiques du fabricant de l’aéronef. Il est recommandé d’effectuer les réparations en remplaçant le panneau complet, d’un élément structural à l’autre, si les dommages sont très étendus. Lorsque le revêtement en contreplaqué endommagé est réparé, inspecter soigneusement la structure interne adjacente pour détecter d’éventuels dommages cachés. Réparer tout élément de cadre défectueux avant d’effectuer les réparations du revêtement.
1-48. DÉTERMINATION DE LA COURBURE SIMPLE OU DOUBLE.
Une grande partie de la surface extérieure des aéronefs en contreplaqué est courbe. Dans ces zones, le contreplaqué utilisé pour les réparations du revêtement doit être courbé de manière similaire. Les revêtements courbes sont soit à courbure simple, soit à courbure double (composée). Un test simple pour déterminer le type de courbure consiste à poser une feuille de papier épais sur la surface concernée. Si la feuille peut être appliquée sur la surface sans se froisser, la surface est plane ou à courbure simple. Si la feuille ne peut pas être appliquée sans se froisser, la surface est à courbure double.
1-49. RÉPARATIONS DU REVÊTEMENT EN CONTREPLAQUÉ À COURBURE SIMPLE.
Les réparations du revêtement en contreplaqué à courbure simple peuvent généralement être réalisées à partir de contreplaqué plat, soit en le cintrant à sec, soit après l’avoir trempé dans de l’eau chaude. Le degré de courbure auquel une pièce de contreplaqué peut être cintrée dépend de l’orientation du fil et de l’épaisseur. Le tableau 1-2 sert de guide pour déterminer quel procédé de cintrage doit être utilisé pour la courbure considérée.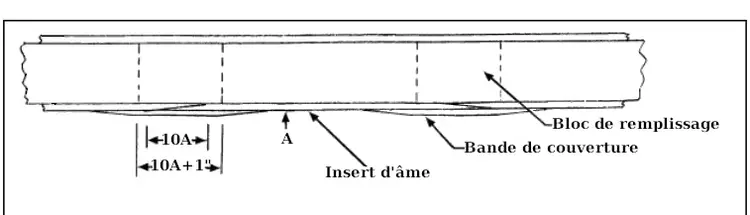
a. Le contreplaqué, après assouplissement, peut être cintré sur une forme ventilée à froid, ou il peut être cintré sur le bord d’attaque près de la zone à réparer si l’espace le permet. Dans les deux méthodes, la pièce de réparation doit être laissée sécher complètement sur la forme. Lors du cintrage du contreplaqué sur un bord d’attaque, le séchage peut être accéléré en plaçant un morceau de toile de jute grossière sur le bord d’attaque avant de l’utiliser comme forme de cintrage. Pour accélérer le séchage, un ventilateur peut être utilisé pour faire circuler l’air autour de la pièce de réparation.
b. Lors du cintrage de pièces de petits rayons ou pour accélérer le cintrage d’un grand nombre de pièces de même courbure, il peut être nécessaire d’utiliser une forme de cintrage chauffée. La température de surface de cette forme peut atteindre 149 °C (300 °F), si nécessaire, sans risque d’endommager le contreplaqué. Le contreplaqué doit être laissé sur la forme chauffée uniquement le temps nécessaire pour sécher aux conditions ambiantes.
À suivre partie 2

