AC_43.13-1B – Chapitre 2 – Entoilage – Section 2.
2-20. GÉNÉRAL.
Les enduits nitrate et butyrate sont fabriqués en traitant la cellulose, dérivée de pâte de bois ou de linters de coton, avec des acides sélectionnés, puis en la dissolvant dans un mélange de solvants et en ajoutant des plastifiants pour la flexibilité. Après une application au pinceau ou par pulvérisation sur le tissu, le film développe tension et résistance à mesure que les solvants s’évaporent. La tension et la résistance augmentent en proportion de l’épaisseur totale du film. Le tissu agit comme support du film et ne supporte aucune charge jusqu’à ce qu’une fissure apparaisse dans le film d’enduit. Un film d’enduit excessivement épais développera une tension trop importante et pourra déformer ou endommager une structure légère.
a. Les ajustements de viscosité pour des applications au pinceau ou par pulvérisation peuvent également varier selon les marques. Lorsque le rapport d’ajustement de viscosité n’est pas fourni ou est peu clair, le fabricant du produit doit être contacté pour des instructions détaillées. Si les instructions ne peuvent pas être obtenues ou si la source de l’enduit est inconnue, l’enduit doit être considéré comme suspect et son utilisation n’est pas recommandée.
b. Un enduit qui a été stocké pendant une longue période ou dans des conditions défavorables doit être suspecté d’être devenu acide et doit être testé avant d’être utilisé sur du tissu en coton ou en lin. Dans certains cas, un enduit de production récente a également été constaté avec une teneur élevée en acide et commencera à détériorer le coton ou le lin en quelques mois. La teneur en acide de l’enduit nitrate ou butyrate ne doit pas dépasser 0,06%, calculée en acide acétique. Un test d’acidité peut être effectué par la plupart des laboratoires d’essais si une teneur élevée en acide est suspectée.
c. L’enduit butyrate est supérieur à l’enduit nitrate lors d’essais d’exposition aux intempéries. Toutefois, l’enduit nitrate offre une meilleure adhérence aux fibres naturelles que l’enduit butyrate. L’adhérence de l’enduit butyrate aux fibres naturelles est adéquate; il n’est pas nécessaire d’utiliser un enduit nitrate pour la première application et un enduit butyrate pour toutes les autres applications. La présence de naphta dans l’enduit nitrate, fabriqué conformément à des formules Mil Specs annulées, rend l’enduit nitrate incompatible avec l’enduit butyrate; par conséquent, l’enduit nitrate ne doit pas être appliqué sur un enduit butyrate pour des réparations ou une remise en état; cependant, un enduit butyrate peut être appliqué sur un enduit nitrate.
NOTE : Les diluants et retardateurs d’enduit nitrate ou butyrate ne doivent pas être substitués les uns aux autres; les diluants de type revêtement automobile ne doivent pas non plus être utilisés.
d. L’enduit clair produit la plus grande tension et la plus grande résistance. L’enduit pigmenté à l’aluminium pèsera légèrement plus que l’enduit clair et développera moins de tension et de résistance pour une même épaisseur de film. Les finitions colorées pigmentées produiront la plus faible tension et la plus faible résistance en raison du rapport plus élevé de plastifiants.
e. Pendant la procédure d’accumulation des couches, les solvants libérés par chaque couche successive pénètrent et sont absorbés dans le film d’enduit précédent, libérant temporairement la tension et augmentant le temps de séchage entre les couches à mesure que le film d’enduit s’épaissit. Si le temps écoulé entre les couches dépasse plusieurs semaines à des températures supérieures à 70°F, il est recommandé d’appliquer plusieurs couches pulvérisées d’un diluant d’enduit approprié ou d’un enduit avec ajout de retardateur et/ou de régénérant sur le film d’enduit sec légèrement poncé, afin d’ouvrir la surface et d’assurer la cohésion pour la couche suivante. Cela réduira la possibilité de fissures de surface causées par une tension différente entre l’ancien et le nouveau film d’enduit.
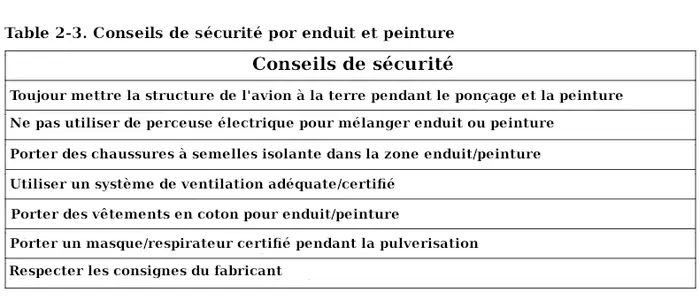
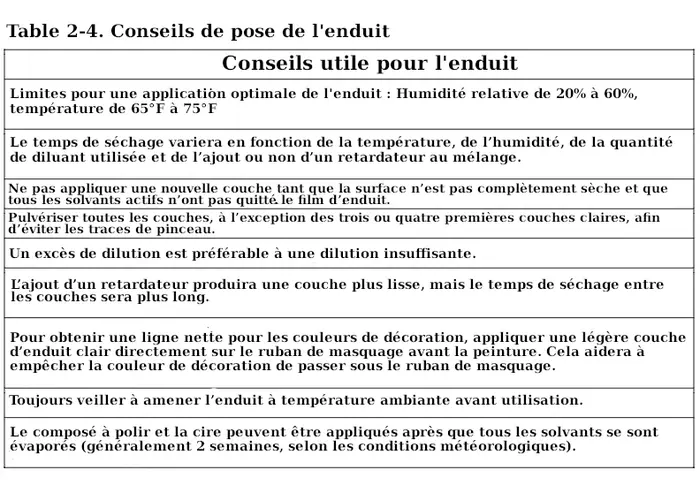
f. Toutes les couches d’enduit jusqu’à la finition finale peuvent être appliquées au pinceau; toutefois, des traces de pinceau seront visibles dans la finition. Avec l’augmentation des préoccupations environnementales, les équipements de pulvérisation de peinture sans air à haute pression et à haut volume basse pression (HVLP) sont recommandés plutôt que les équipements conventionnels à siphon et à réservoir sous pression. Les équipements de pulvérisation sans air à haute pression et HVLP réduisent considérablement la surpulvérisation et le brouillard de peinture. Avec un pistolet de pulvérisation, une couche simple est appliquée en chevauchant chaque passage consécutif de 50% de la largeur du jet. Une double couche est appliquée en répétant l’application dans la même direction, ou à un angle de 90° par rapport à la première couche (couche croisée) avant que la première couche n’ait évaporé ses solvants ou séché hors poussière. Pour la sécurité et des conseils utiles relatifs à l’application des enduits, voir les tableaux 2-3 et 2-4.
2-21. PROCÉDURE D’APPLICATION DE L’ENDUIT (tissus naturels).
a. Étape 1. Après que le tissu en coton ou en lin est installé conformément aux procédures spécifiées aux paragraphes 2-7 et 2-8, le tissu est humidifié avec de l’eau distillée pour éliminer les plis et les marques de pliage, qui apparaîtront dans une finition brillante. L’eau peut être appliquée en frottant avec une éponge ou un chiffon propre, ou en utilisant un pistolet de pulvérisation de peinture. Ne pas utiliser d’eau du robinet. Elle peut contenir des minéraux qui contamineront le tissu.
(1) À mesure que l’eau est absorbée par les fibres, les fils gonflent, ce qui entraîne une mise en tension temporaire du panneau de tissu. Le tissu doit être laissé sécher avant l’application de l’enduit, sinon l’eau contenue dans les fibres interférera avec la pénétration et l’adhérence de l’enduit.
(2) Après séchage du tissu, la première couche d’enduit est appliquée, en brossant dans une seule direction pour coucher le poil avec un pinceau propre, non pelucheux, de 2″ à 6″ de largeur, semi-souple, à longs poils.
(3) Afin de compenser l’effet de détérioration de la moisissure ou d’autres champignons sur les fibres naturelles, en particulier dans les climats humides, il est recommandé d’ajouter un fongicide à la première couche d’enduit. Le fongicide préféré est la poudre de diméthyldithiocarbamate de zinc, qui doit être préparée conformément aux instructions du fabricant. Si aucune instruction du fabricant n’est disponible, la poudre de zinc peut être incorporée à raison de 4 onces pour un gallon d’enduit nitrate ou butyrate non dilué, après que la poudre a été humidifiée en pâte avec un rapport 50/50 d’enduit et de diluant.
(4) L’enduit fongicide prémélangé, fabriqué conformément à la formule spécifiée dans MIL-D-7850, présente une teinte violette transparente indiquant l’additif fongicide. Les enduits fabriqués avec d’autres couleurs pour identifier les produits des fabricants vendus sous des noms commerciaux propriétaires peuvent ou non contenir un additif fongicide.
(5) La viscosité de l’enduit doit être ajustée pour humidifier uniformément le tissu, ce qui est indiqué par le fait que le tissu devient translucide, de sorte qu’il pénètre à travers le tissu sans toutefois goutter ni couler sur la face opposée. Tout écoulement ou accumulation d’enduit sur la face opposée se contractera et déformera le tissu, et pourra être visible sur la surface finie.
(6) La température idéale pour l’application de l’enduit ou d’autres revêtements est de 65 à 75°F et l’humidité doit être inférieure à 65%. En règle générale, chaque augmentation ou diminution de 10°F de la température ambiante augmentera ou diminuera le temps de séchage de 100 pour cent. L’enduit doit être amené à température ambiante avant de tenter d’ajuster la viscosité.
b. Étape 2. Selon la qualité de l’enduit et le rapport de dilution, le tissu doit commencer à se tendre après que la première couche appliquée au pinceau a séché pendant environ 1 heure à 70 °F. Une deuxième couche, plus épaisse, est appliquée par brossage croisé à 90° par rapport à la première couche. La viscosité ne doit être ajustée que si nécessaire pour obtenir une couche épaisse uniforme au pinceau. Si le tissu n’est pas tendu, avec tout affaissement éliminé, après que la deuxième couche a séché environ 2 heures, une troisième couche peut être appliquée.
c. Étape 3. Après que le tissu est devenu semi-tendu et stabilisé avec l’application initiale d’enduit, et que le laçage des nervures et les autres fixations du tissu sont réalisés comme détaillé aux paragraphes 2-9 à 2-12, il est prêt pour le « dressage » tel que décrit aux paragraphes 2-13 et 2-14.
NOTE : « Dressage » signifie l’application de toutes les bandes de finition, pièces de renfort, ouvertures d’accès d’inspection et œillets de drainage, etc.
d. Étape 4. Après que le revêtement est dressé, une ou plusieurs couches d’enduit clair sont appliquées au pinceau sur toutes les bandes de finition et les pièces de renfort du tissu. Cela équilibrera l’épaisseur du film d’enduit avec les zones du tissu précédemment enduites. Il est très important que la porosité du tissu soit comblée lors du brossage afin d’éviter l’apparition de piqûres dans la finition.
e. Étape 5. Après séchage d’au moins 2 heures à 70°F, une troisième couche épaisse d’enduit clair est appliquée sur toute la surface, de préférence avec un pistolet de pulvérisation de peinture si l’on souhaite éviter les traces de pinceau. Après que la troisième couche d’enduit a séché au moins 2 heures à 70°F, le tissu doit être tendu et le film d’enduit doit présenter un brillant, selon la qualité de l’enduit et le rapport de diluant ajouté. Sinon, une quatrième couche d’enduit clair peut être appliquée, de la même manière que la troisième couche.
NOTE : Trois à quatre couches claires de film d’enduit présentant un brillant uniforme, combinées aux couches pigmentées à l’aluminium et aux couches de finition, sont considérées satisfaisantes pour les aéronefs légers jusqu’à 9 lb par pied carré (psf) de charge alaire. Cinq à huit couches claires, selon la qualité de l’enduit et l’épaisseur de film résultante, sont recommandées pour les aéronefs à charge alaire plus élevée afin de garantir que le revêtement ne se détend pas et ne perde pas sa tension.
f. Étape 6. Après que les couches claires sont jugées satisfaisantes, deux couches croisées épaisses d’enduit pigmenté à l’aluminium sont appliquées au pistolet de pulvérisation pour assurer une protection contre les rayons UV. Des essais ont montré que le rayonnement UV détériore les tissus en coton, en lin et en polyester; toutefois, le tissu en polyester se détériore à un rythme moitié moindre que celui du coton ou du lin dans des conditions d’exposition identiques. Le rayonnement UV ne détériore pas le tissu en verre. L’enduit pigmenté à l’aluminium bloque le rayonnement UV et fournit une base de ponçage. Un indicateur de la protection UV sur le terrain consiste à bloquer toute lumière visible à travers le tissu. Le temps de séchage entre les deux couches doit être d’au moins 1 heure à 70°F.
(1) Une option à l’enduit aluminium prémélangé est l’utilisation de pâte pigmentée d’aluminium. La pâte d’aluminium doit être préparée conformément aux instructions du fabricant. Si aucune instruction du fabricant n’est disponible, mélanger 3 onces (en poids) de pâte pigmentée d’aluminium maille 325 avec 1 gallon d’enduit clair non dilué. La pâte d’aluminium doit d’abord être mélangée à une consistance crémeuse avec un rapport 50/50 d’enduit et de diluant avant d’être incorporée à l’enduit clair non dilué. Un rapport plus élevé de pigment d’aluminium ajouté à l’enduit peut entraîner une perte d’adhérence de la couche d’apprêt et de la couche de finition, et un décollement peut se produire, en particulier lorsque du ruban adhésif à forte adhérence est utilisé pour le masquage des couleurs de décoration et des marques d’immatriculation.
(2) La viscosité de l’enduit pigmenté à l’aluminium mélangé doit être ajustée pour une application satisfaisante au pistolet de pulvérisation.
g. Étape 7. Après que deux couches d’enduit pigmenté à l’aluminium ont séché au moins 4 heures à 70°F, la surface peut être poncée à l’eau avec du papier abrasif imperméable grain 280 (ou plus fin). L’enduit pigmenté à l’aluminium doit être poncé uniquement pour obtenir une surface lisse, et non poncé complètement jusqu’aux couches d’enduit clair sous-jacentes. Ne pas poncer sur les têtes de vis, le laçage des nervures ou toute arête structurelle vive qui couperait rapidement le tissu et nécessiterait une réparation. Des couches supplémentaires d’enduit pigmenté à l’aluminium peuvent être appliquées et poncées, selon la finition finale souhaitée. La dernière couche ne doit pas être poncée afin de garantir que la protection UV le long des bords des bandes de finition et des pièces de renfort est maintenue.
h. Étape 8. Trois couches de finition colorée pigmentée sont appliquées avec un pistolet de pulvérisation de peinture, en laissant un temps de séchage adéquat entre les couches. La finition colorée peut être poncée à l’eau entre les couches, si souhaité, avec un papier abrasif imperméable à grain fin. L’ajout d’un retardateur de voile à la finition finale d’enduit améliorera le brillant. Après séchage pendant plusieurs semaines, un composé de polissage peut être utilisé pour lustrer la finition et augmenter le brillant. Une application périodique d’une cire de polissage aidera à protéger la finition contre les intempéries et la pollution environnementale.
NOTE : Les trous de drainage doivent être ouverts peu après l’achèvement de toutes les opérations de finition afin d’assurer l’écoulement et d’aider à la ventilation de la structure.
(1) Lorsqu’elles sont exposées au soleil, les couleurs foncées absorbent davantage d’énergie solaire et la convertissent plus facilement en chaleur que les couleurs claires. Les températures élevées assèchent les structures en bois et détériorent les matériaux organiques dans une structure d’aéronef. De préférence, les teintes de couleur claires sont appliquées en premier puis recouvertes par les couleurs plus foncées de décoration et des marques d’immatriculation.
(2) Seul un ruban de masquage en papier crêpe ou en polypropylène de haute qualité et résistant aux solvants doit être utilisé afin d’éviter les bavures de finition sous le bord du ruban. L’encre d’impression des journaux peut se transférer sur une finition fraîche et ne doit pas être utilisée comme papier de masquage. Les feuilles plastiques ne doivent pas être utilisées comme protection contre la poussière sur une finition fraîche en raison d’un possible collage et de dommages.
2-22. REVÊTEMENT SUR CONTREPLAQUÉ.
Les surfaces en contreplaqué exposées et soumises à des contraintes, telles que les ailes, doivent être protégées contre la détérioration due aux intempéries par un tissu au moins équivalent à celui utilisé par le fabricant d’origine. Si la qualité n’est pas connue, un tissu de qualité intermédiaire conforme à la spécification TSO-C14b est acceptable. Le tissu peut être installé en sections avec un chevauchement de bord de 1/2″ sans recouvrir le chevauchement avec une bande de finition. Le tissu peut également être installé avec les bords jointifs, la couture étant recouverte par une bande de finition d’au moins 1″ de largeur. Les coutures peuvent être orientées dans n’importe quelle direction par rapport à la ligne de vol.
Toutefois, les coutures chevauchées non recouvertes par une bande de finition doivent être orientées vers l’arrière. Le tissu doit être enroulé complètement autour des bords d’attaque et de fuite d’une aile et d’autres composants, lorsque cela est possible, afin d’assurer une continuité tissu à tissu autour de tous les bords pour éviter qu’un bord de tissu mal adhéré ne se décolle de la surface en contreplaqué, ce qui entraînerait de graves conséquences aérodynamiques.
a. Après préparation de la surface du contreplaqué et après séchage des deux couches préalables d’enduit clair conformément à la recommandation du sous-paragraphe 2-6g, le tissu est tendu et collé avec de l’enduit clair autour du périmètre de la section de tissu. Le tissu est ensuite humidifié avec de l’eau distillée pour éliminer les plis, de la même manière que décrite pour les panneaux de tissu. Après évaporation de l’eau, une couche épaisse d’enduit clair à faible viscosité est appliquée fermement au pinceau à travers le tissu afin de ramollir la couche préalable d’enduit sous-jacente, assurant une bonne adhérence.
Les techniques de brossage doivent être réalisées en déplaçant le pinceau d’un côté vers le côté opposé afin d’éliminer toutes les bulles d’air et de saturer complètement le tissu. Ceci est indiqué par le fait que le grain du contreplaqué est facilement visible à travers le tissu translucide. À l’exception de très petites imperfections ou de petites bosses dans la surface du contreplaqué, les vides ne sont pas admissibles entre les surfaces du tissu et du contreplaqué. Les vides peuvent permettre au tissu de se gonfler à partir de la surface du contreplaqué, créant des caractéristiques de pilotage défavorables.
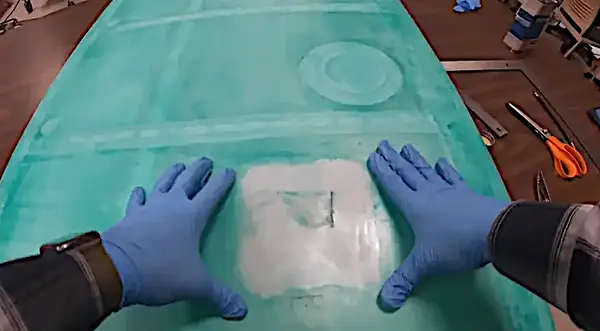
b. Après que la première couche d’enduit a séché pendant au moins 1 heure à 70°F, une deuxième couche épaisse d’enduit clair est appliquée au pinceau afin de remplir le tissage du tissu et d’éviter les piqûres. La pose de bandes de finition autour du périmètre des surfaces en contreplaqué, des bords d’attaque et d’autres zones d’usure est facultative mais recommandée pour la protection contre l’usure et le frottement. L’application de l’enduit pigmenté à l’aluminium, le ponçage et les couches de finition seront identiques à ceux spécifiés pour les zones de panneaux de tissu. Des œillets de renfort ne sont pas nécessaires pour les trous de drainage traversant les surfaces en contreplaqué.
2-23. DÉFAUTS D’APPLICATION DES REVÊTEMENTS.
a. Voile blanchâtre. L’apparition de zones ternes de teinte claire à la surface lors du séchage de l’enduit résulte de la condensation de l’humidité de l’atmosphère sur une surface en raison de l’effet de refroidissement des composants à évaporation rapide du diluant d’enduit qui s’échappent du revêtement. Le voile blanchâtre peut apparaître à toute température lorsque l’humidité est supérieure à 65%. Il existe plusieurs moyens de remédier à ce problème. Le temps de séchage peut être ralenti en ajoutant jusqu’à 1/4 de retardateur de voile à 1 gallon d’enduit ou en augmentant la température de la salle d’application et en éliminant tout courant d’air refroidissant sur la surface. Les surfaces affectées peuvent être reprises en pulvérisant plusieurs couches rapprochées d’un mélange 50/50 de retardateur de voile et de diluant d’enduit afin de ramollir et de ramener la surface de l’enduit à son état liquide d’origine. Le retardateur de voile mélangé à l’enduit peut retarder le séchage complet de plusieurs jours, mais finira par s’échapper du film d’enduit si la température de la pièce est maintenue en moyenne à 70°F.
b. Piqûres. Les vides entre les fils du tissu qui ne sont pas remplis par les premières couches d’enduit sont appelés piqûres. Elles peuvent être causées par une contamination du tissu, telle que de l’huile ou des empreintes digitales, mais résultent généralement d’une mauvaise application de l’enduit. Les piqûres se trouvent généralement dans une deuxième couche de tissu telle que les bandes de finition et les pièces de renfort ou au-dessus de structures sous-jacentes non poreuses telles que les bords d’attaque, les dos de fuselage et les surfaces en contreplaqué. Toute structure non poreuse sous le tissu agit comme un support et empêche la pénétration complète de l’enduit dans le tissu.
Des cavités microscopiques entre le support et le tissu recueillent les vapeurs de solvants qui s’échappent pendant le processus de séchage et gonflent à travers la surface en laissant des piqûres, ou deviennent des piqûres lorsque le sommet de la bulle est poncé. L’humidité, dans le tissu ou sur la surface du support, interfère également avec la pénétration complète de l’enduit, entraînant des piqûres.
Le remède aux piqûres, à n’importe quel stade avant la couche de finition finale, consiste à ajouter un retardateur de voile à un enduit de faible viscosité et à brosser soigneusement les surfaces affectées afin de pénétrer et de remplir les piqûres. Arrêter le brossage après cinq ou six passages afin d’éviter les traces de pinceau.
c. Peau d’orange. Une finition rugueuse appliquée au pistolet de pulvérisation, similaire à la texture d’une peau d’orange, peut être causée par une ou plusieurs des conditions suivantes :
(1) La viscosité du produit pulvérisé est trop élevée.
(2) La température de l’air est trop élevée.
(3) Pulvérisation en plein soleil, sur une surface chaude ou dans des conditions de courant d’air ou de vent, provoquant une évaporation rapide des solvants.
(4) Le pistolet de pulvérisation, la buse, le chapeau et/ou l’aiguille ne sont pas correctement adaptés au type de produit pulvérisé.
(5) Le volume d’air disponible du compresseur n’est pas suffisant pour le pistolet de pulvérisation.
(6) Mauvais diluant utilisé et séchage trop rapide.
(7) Pistolet de pulvérisation mal réglé. Le pistolet doit être réglé pour obtenir un jet uniforme avec un produit atomisé déposant des particules fines et humides qui fusionnent et forment un film lisse.
d. Cloques. Une ou plusieurs des conditions suivantes peuvent provoquer des cloques :
(1) Surface fraîchement enduite exposée au soleil chaud ou à une zone de température élevée pour accélérer le séchage, entraînant le piégeage des vapeurs de solvants à évaporation rapide.
(2) Pression d’air excessivement élevée utilisée pour pulvériser des couches épaisses, ce qui projette des bulles d’air dans le revêtement.
(3) Présence d’eau ou d’huile dans l’alimentation en air.
e. Coulures, affaissements et rideaux. Ces défauts peuvent être causés par une ou plusieurs des conditions suivantes :
(1) La viscosité du produit pulvérisé est trop faible.
(2) Couches appliquées trop épaisses.
(3) Temps de séchage insuffisant entre les couches.
(4) Pistolet de pulvérisation tenu trop près de la surface de travail.
(5) Pistolet de pulvérisation mal réglé.
f. Marques de recouvrement et stries de pistolet. Ces défauts peuvent être causés par une ou plusieurs des conditions suivantes :
(1) Pistolet de pulvérisation mal réglé pour obtenir une surface humide et lisse.
(2) Surpulvérisation sur une surface partiellement sèche.
(3) Recouvrement insuffisant du motif de pulvérisation à chaque passage.
(4) La viscosité du produit pulvérisé est trop élevée.
(5) Finitions métalliques pulvérisées trop épaisses permettant aux pigments métalliques de se déplacer ou de s’écouler après dépôt, provoquant un aspect marbré.
2-24 à 2-29. [RÉSERVÉ.]