Assemblage par déformation (Rivetage, clinchage,…)
INTRODUCTION
Les rivets sont des éléments de fixation permanent, ils sont largement utilisés dans les avions, les équipements de transport, dans la construction de bâtiments, les chaudières, les ponts, les navires, l’automobile, l’électroménager, l’électronique etc.…
Les rivets ont remplacé les éléments filetés car ils sont beaucoup moins chers que les boulons. Les rivets peuvent également servir d’arbres de pivot (comme dans les meubles de jardin pliants), de contacts électriques, de butées etc.…
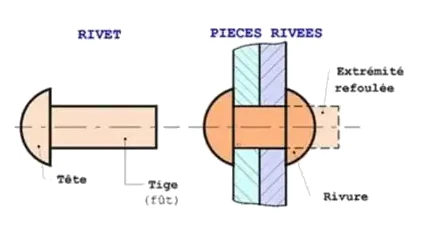
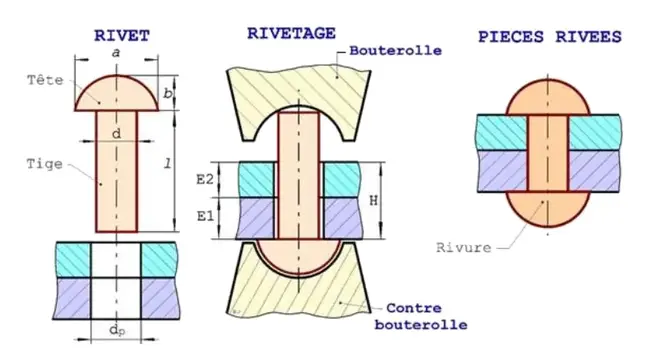
Principe du rivetage Le rivet est constitué d’une tige cylindrique (fût) qui se termine, à une extrémité, par une tête. La forme variable de la tête donne son nom au rivet. Après la mise en place, l’autre extrémité du rivet est refoulée, ce qui forme la « rivure ».
Afin de réaliser un assemblage par rivetage, il faut d’abord percer des trous (soit par perçage, soit par poinçonnage, soit par poinçonnage et alésage) dont le diamètre est légèrement supérieur au diamètre du fût. Viennent ensuite la mise en place des rivets et le bouterollage, pour façonner la rivure.
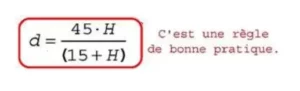
Section, longueur du rivet et diamètre de perçage Dans la pratique, pour déterminer le diamètre d (en millimètre) du rivet en fonction de l’épaisseur (en millimètre) des tôles.
On utilise la formule suivante :
Le diamètre de perçage : Le trou dp doit être supérieur au diamètre d du rivet, pour faciliter la pose.
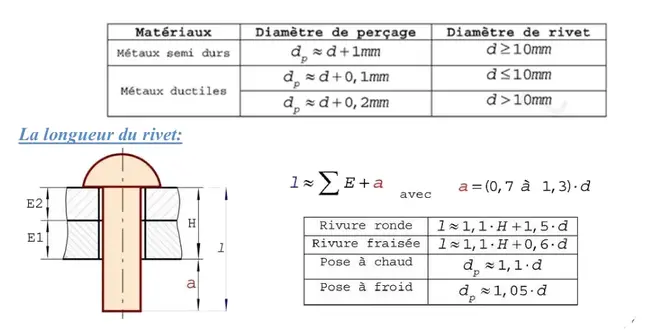
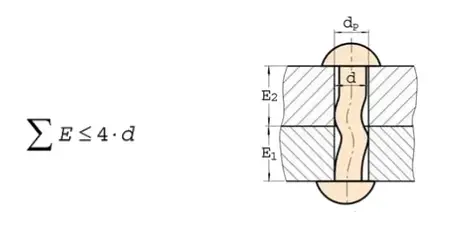
Lorsque le modelage du rivet est parfait, le trou est entièrement rempli. Cependant, cette condition ne peut être vérifiée que si le rivet n’est pas trop long. Un rivet trop long peut en effet flamber lors de façonnage, ce qui rend le remplissage impossible.
C’est pourquoi il convient de respecter la condition :
Matériaux des rivets Les rivets peuvent être fabriqués à partir de n’importe quel matériau ductile : les plus couramment utilisés sont l’acier doux au carbone, l’aluminium et le laiton. Les rivets utilisés en atmosphère corrosive sont en acier inoxydable.
Lorsque le métal des pièces à assembler et le métal du rivet ont des potentiels électrochimiques, ils forment des paires galvaniques et accélèrent le processus de corrosion. Divers placages, peintures et revêtement d’oxyde peuvent être appliqués.
Rivets usuels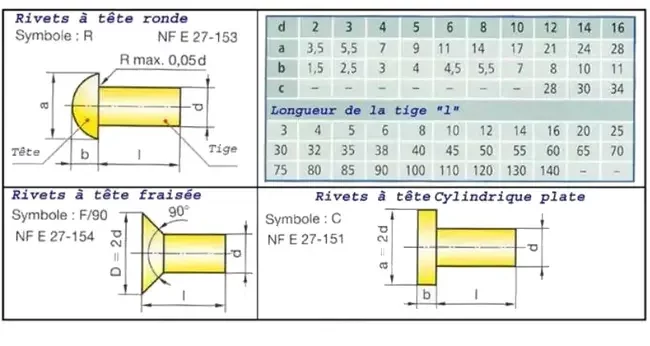
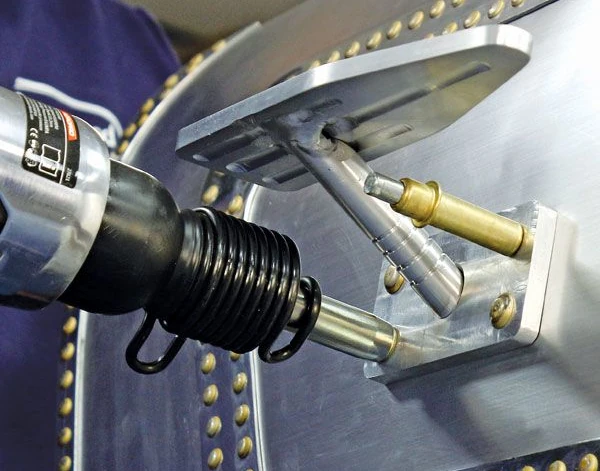
MONTAGE DES RIVETS
Le rivetage peut s’opérer à froid ou à chaud, le rivetage à la main se réalise en deux temps : matage du fût au marteau-rivoir et bouterollage de la tête écrasée, par contre, le rivetage à la machine s’opère en un seul temps.
Montage à chaud (d ≥ 10 mm) : On chauffe le rivet dans un bain d’huile, il se dilate, en le place alors à chaud dans les trous de deux tôles puis il se refroidi. Ce rivet donc se contracte et il serre énergiquement les deux tôles, on peut dire qu’on obtient un assemblage par adhérence.
Montage à froid (d<10 mm) : Le rivet est monté par écrasement du matériau qui forme des obstacles (tête du rivet et la rivure). L’assemblage obtenu est un assemblage par obstacle.
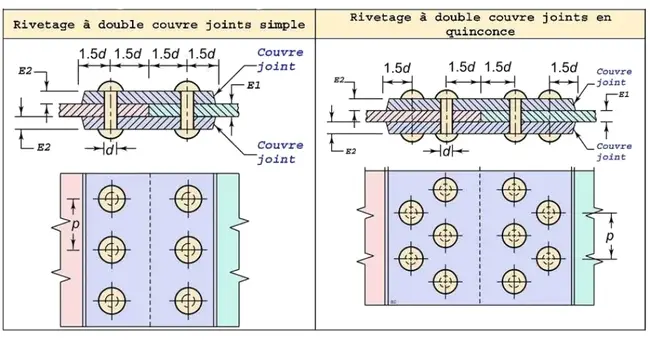
Disposition des rivets
Il y a deux types de disposition des rivets : rivures courantes (rivures en chaine) et rivures étanches (rivures en quinconce) comme il est indiqué dans la figure ci-dessous. Le pas, appelé aussi écartement, d’une rivure de force est plus grand que celui d’une rivure d’étanchéité.
Disposition en chaîne : Dans laquelle les rivets sont ordonnés et alignés avec un espacement respecté.
Disposition en quinconce : Dans ce cas, il y a une disposition des rivets par alternance dans chaque colonne, et parfois on trouve qu’il n’ya aucun ordre de placement des rivets, c.-à-d. ils sont répartis d’une façon aléatoire.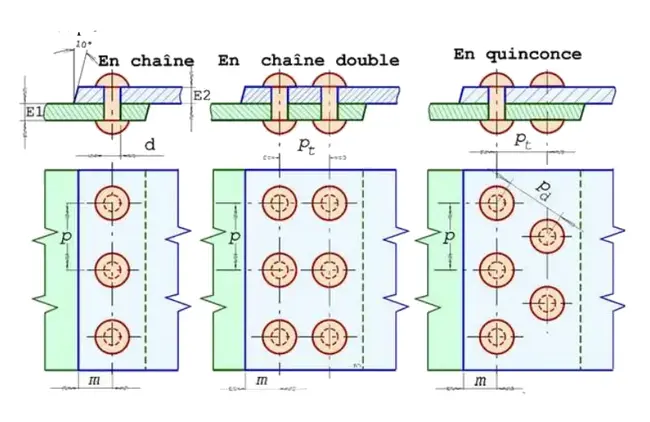
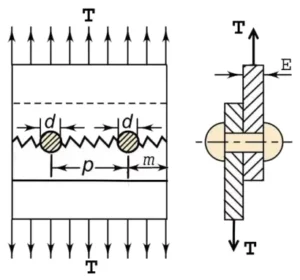
Le pas (p) du rivet est défini comme la distance entre le centre d’un rivet et le centre du rivet adjacent dans la même rangée P = 3.d
Marge (m) est la distance entre le bord de la plaque et l’axe des rivets de la rangée la plus proche M=1,5.d
Pas transversal (Pt), également appelé pas arrière ou pas de rangée, est la distance entre deux rangée consécutives de rivets dans la même plaque Pt=0,8.d/Pt=0,6.d
Pas diagonal (Pd) est la distance entre le centre d’un rivet et le centre du rivet adjacent situé dans la rangée adjacent.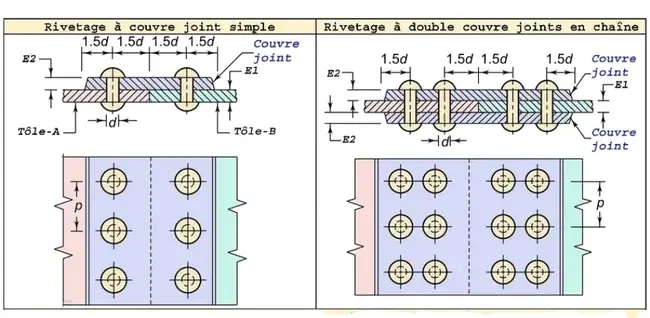
TYPES DE RUPTURES DANS LES ASSEMBLAGES RIVETÉS
Les types de rupture dans les assemblages rivetés sont illustrés à la figure ci-dessus, la défaillance du joint
riveté peut se produire des manières suivantes :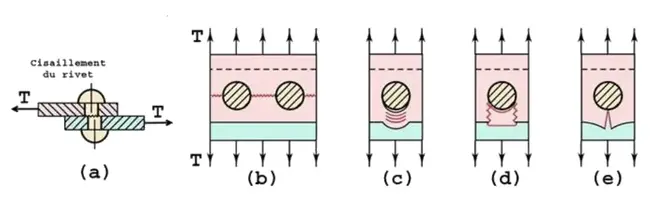
(a) – Cisaillement du rivet ;
(b) – Rupture de la plaque entre deux rivets consécutifs,
(c) – Ecrasement de la plaque ;
(d) – Cisaillement de la plaque dans la zone de marge ;
(e) – Déchirure de la plaque dans la zone de marge.
HYPOTHÈSES SUR LE CALCUL DES RIVETS
- Jeu radial nul entre le rivet et son perçage ;
- Pression de contact radial uniforme entre perçage-rivet.
Les têtes des rivets sont rarement sollicitées à la traction. Dans la plupart des cas, le rivet est soumis au simple cisaillement. Nous allons présenter trois cas de ruptures.
Cas 1 : Cisaillement du rivet :
 La résistance pratique au glissement (ou cisaillement) du rivet Rpg :
La résistance pratique au glissement (ou cisaillement) du rivet Rpg :
Re : résistance élastique du matériau du rivet en MPa
La condition de résistance :

 Cas 2 : Rupture de la plaque :
Cas 2 : Rupture de la plaque :
La rupture par traction de la plaque entre deux rivets consécutifs dans une rangée est illustrée sur la figure ci-contre.
La largeur de plaque entre les deux rivets est : p – d
L’épaisseur de la plaque (tôle) est : E
La marge au bord de la plaque est : m
Section soumise à la traction de la plaque : Sp
La plaque est soumise à la traction :
Cas 3 : Matage (écrasement) de la plaque :
La rupture par matage de la plaque est illustrée sur la figure ci-dessous. Ce type de rupture survient lorsque la contrainte de compression σc entre la tige du rivet et la plaque dépasse la limite d’élasticité en compression. La défaillance entraine un allongement du trou de rivet dans la plaque et un desserrage du joint. La résistance à l’écrasement de la plaque est donnée par :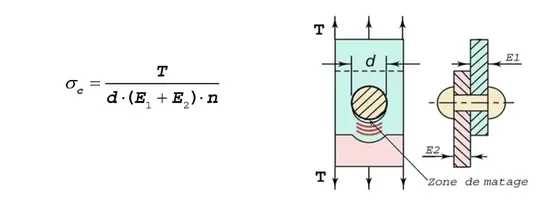
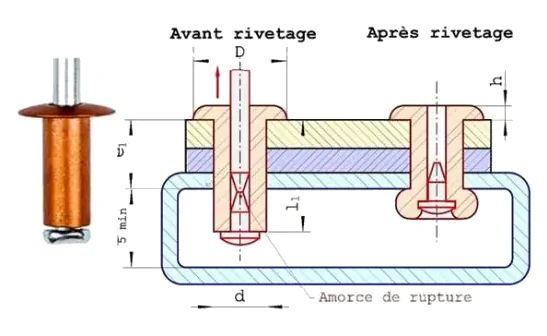
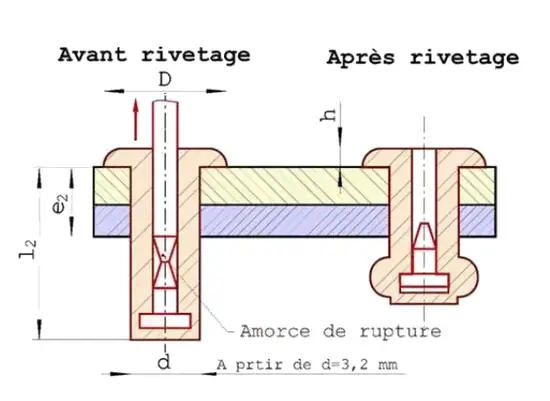
RIVETS À EXPANSION OU RIVETS AVEUGLES (POP)
Les rivets à expansion permettent d’assembler des pièces dont un seul côté est accessible par exemple, lorsque l’une des pièces est creuse : réservoir, profilé creux. La rivure est obtenue par traction sur la tige qui se casse qu’une fois les pièces accostées.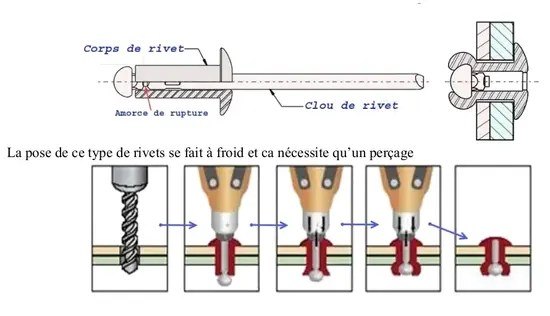
Rivets aveugles
Rivets aveugles étanches
Principales dimensions des rivets aveugles (POP- corps aluminium ; tige acier St)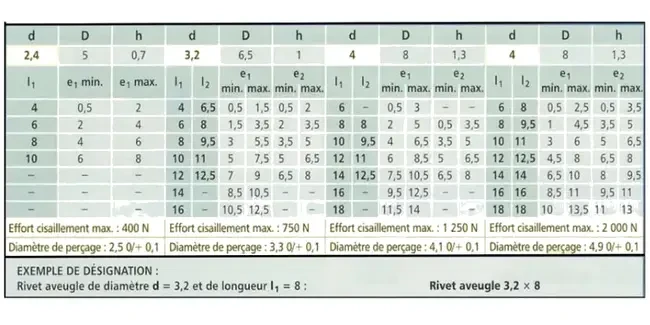
LE RIVET CREUX
Les rivets creux sont légers et faciles à sertir. Ils sont très utilisés en construction aéronautique, électrotechnique et électronique.
Ils sont fabriqués en cuivre, laiton, aluminium et acier, sont finis au nickel, zingué ou bichromaté.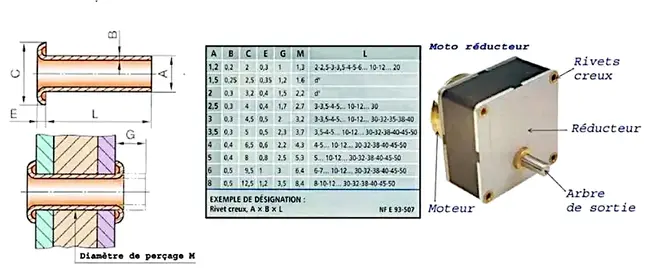
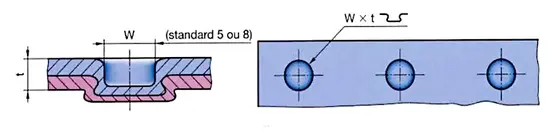
LE CLINCHAGE
Le clinchage permet d’assembler des toles et des profilés par une déformation locale des matériaux. Les toles subissent localement une déformation plastique à froid.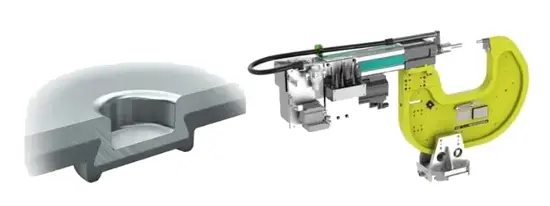
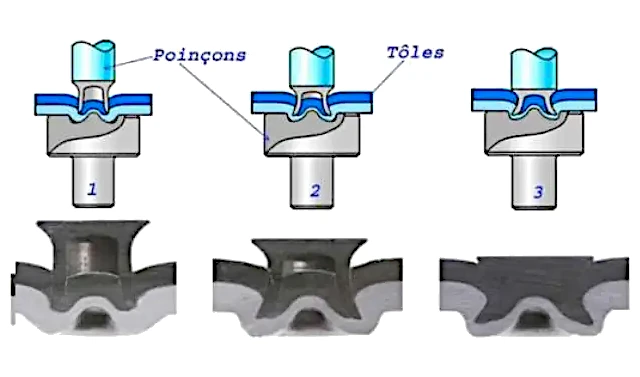
Principe du clinchage (TOX)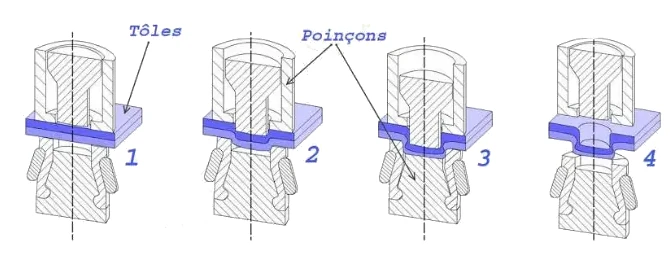
PRINCIPE DU RIVETAGE AUTO-POINÇONNEUR
Il offre notamment :
- Un assemblage par un opération unique (pas de perçage) ;
- Une étanchéité aux liquides et aux gaz ;
- Il ne nécessite pas d’apport de matière comme avec le soudage ;
- Une robotisation possible.
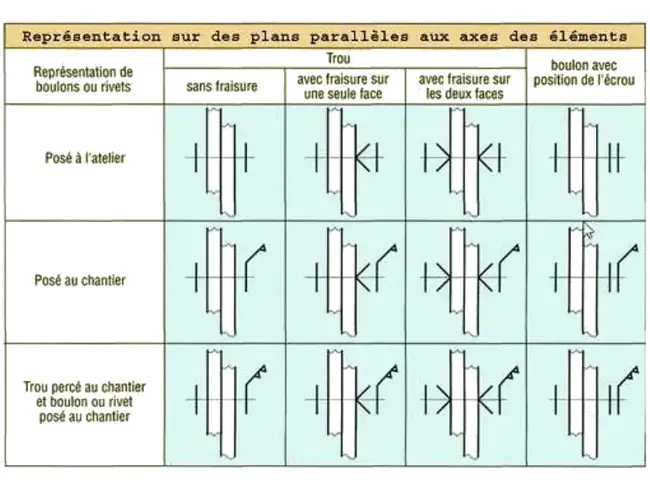
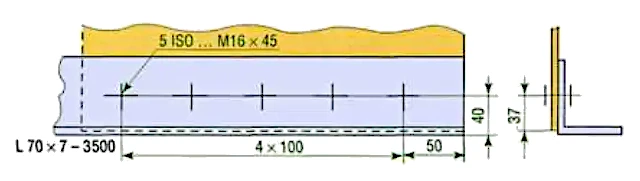
REPRÉSENTATION SIMPLIFIÉES D’ASSEMBLAGES AU MOYEN DE FIXATIONS -NF ISO 5845-1