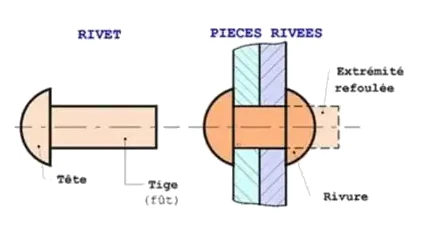
Conseils pour le rivetage affleurant
Les rivets affleurants sont utilisés, principalement, sur les surfaces métalliques externes où une bonne apparence et l’élimination de la traînée aérodynamique inutile sont importantes. L’élégante douceur des peaux rivetées à fleur est considérée comme un facteur essentiel pour obtenir les performances maximales attendues des avions à hautes performances.
Malheureusement, puisque le rivetage affleurant est un procédé coûteux, la plupart des fabricants d’avions de l’aviation générale ont longtemps limité l’usage des rivets affleurants au plus petit nombre de composants possible. Cela est compréhensible, car les coûts de main-d’œuvre supplémentaires pourraient dépasser, de loin, le léger gain de performance obtenu par l’usage extensif du rivetage affleurant.
Bien que les coûts de main-d’œuvre ne soient généralement pas un sujet de préoccupation dans la construction d’un avion de construction amateur, le travail supplémentaire peut l’être. Toutefois, un travail supplémentaire dans un bon but ne semble pas décourager la plupart des constructeurs, car ils ont tendance à être plus disposés à consacrer de leur temps que de leur argent. Néanmoins, il est bon que le constructeur débutant soit conscient que des étapes préparatoires supplémentaires et chronophages seront nécessaires s’il choisit de faire entièrement du rivetage affleurant.
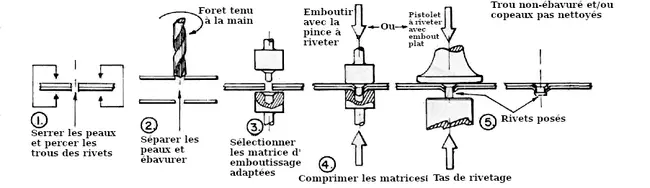
Comme dans l’installation de rivets conventionnels à tête saillante, le rivetage affleurant commence par le perçage du trou de la taille correcte pour le rivet choisi. Le travail supplémentaire généré par l’utilisation de rivets affleurants provient de la nécessité de modifier le trou de rivet percé afin d’accepter la tête en forme de cône du rivet affleurant. Cela signifie généralement que le trou de rivet percé devra être soit fraisé à la machine, soit matriçé par compression pour fournir le logement approprié à la tête du rivet.
Mais, avant d’aborder les procédures de fraisurage et de matriçage, quelques commentaires importants concernant le perçage des trous de rivets peuvent être utiles.
NOTES SUR LES TROUS DE RIVETS
Il existe deux façons de réaliser des trous de rivets. Les percer ou les poinçonner avec un outil… comme le poinçon Whitney.
Le poinçon Whitney est un petit poinçon portatif à levier avec matrices interchangeables. Il peut poinçonner avec précision les trous de la taille correcte, et le faire plus rapidement… plus rapidement qu’en les perçant. Une butée de marge réglable intégrée permet de poinçonner des trous dans un alignement exact le long des bords d’une pièce. Ah, c’est la principale limitation de cet outil pratique. Il a une portée très limitée.
 Pour la plupart, les trous de rivets sont percés soit avec une perceuse électrique ou pneumatique portative, soit sur une perceuse à colonne. Et il va sans dire (mais je vais le dire quand même) que tous les trous de rivets doivent être percés avec un foret neuf, ou un foret correctement affûté et capable de percer des trous à la bonne taille.
Pour la plupart, les trous de rivets sont percés soit avec une perceuse électrique ou pneumatique portative, soit sur une perceuse à colonne. Et il va sans dire (mais je vais le dire quand même) que tous les trous de rivets doivent être percés avec un foret neuf, ou un foret correctement affûté et capable de percer des trous à la bonne taille.
Avant de commencer à percer ce trou, assurez-vous que le foret est de la bonne taille ! Si vous vous trompez en prenant trop petit, aucun mal n’est fait. Mais à ce jour, personne n’a trouvé comment rétrécir un trou percé dans une peau en aluminium.
Bien que la tige d’un rivet se dilate lorsque le rivet est posé avec un marteau à riveter et un tas, cela ne doit pas être considéré comme une permission de percer des trous approximatifs ou trop grands. En perçant un trou de la bonne taille, la dilatation du rivet est telle qu’une résistance au cisaillement supplémentaire est développée dans le rivet. En revanche, un trou trop grand vous privera de cette résistance supplémentaire et affaiblira l’assemblage.
Je sais que nous perçons tous, occasionnellement, des trous sans avoir d’abord fixé leur emplacement avec des marques de pointeau placées avec précision, mais c’est une pratique risquée. Parfois, au pire moment possible, le foret “glisse” malgré vos efforts pour le contrôler, et votre belle surface brillante est abîmée. Mais pire encore, un trou important peut avoir été percé légèrement hors centre.
Voici un conseil utile. Avant de démarrer le moteur de la perceuse, faites tourner le mandrin à la main un tour ou deux avec la pointe du foret pressée contre la marque de pointeau. Cela est tout aussi efficace pour commencer le trou lorsqu’on utilise la perceuse à colonne.
Le perçage des trous dans les peaux externes demande des précautions supplémentaires car, si vous ne faites pas attention, le mandrin heurtera et râpera la surface lorsque le foret percera la pièce. Pour éviter ceci et un éventuel dommage interne, soutenez la perceuse avec votre main libre en utilisant le pouce et, si vous le souhaitez, les deux premiers doigts pour contrôler la pénétration de la perceuse. Cela aidera à protéger le métal de surface d’un dommage éventuel causé par le mandrin.
Une bonne perceuse pneumatique coudée à 90 degrés est un outil très précieux pour quiconque construit un avion tout métal. Elle permettra d’accéder à de nombreuses zones autrement inaccessibles. Parfois, cependant, un foret long de 12 pouces peut accomplir la même chose car vous pouvez le fléchir avec vos doigts pendant qu’il tourne lentement.
Avant de tenter de percer un trou de rivet, assurez-vous toujours que les pièces sont solidement serrées et correctement positionnées. Lors du perçage de trous dans du métal mince, ne vous précipitez pas et ne poussez pas fortement sur la perceuse car cette technique peut provoquer une déformation notable autour du trou. Chaque fois que vous le pouvez, utilisez un petit bloc de bois d’appui pour éviter que le foret ne surgisse brusquement de l’autre côté. Cela garantira un trou plus propre, presque sans bavure.
GÉRER LES BAVURES
L’un des aspects les moins agréables de la construction d’un avion tout métal est le besoin apparemment interminable d’enlever les bavures qui se forment chaque fois que vous coupez, percez, cisaillez ou poinçonnez des trous dans l’aluminium.
Si cet ébavurage n’est pas scrupuleusement réalisé pour chaque trou, les rivets ne seront pas posés à fleur et des interstices peuvent apparaître dans l’assemblage.
Cela signifie qu’après avoir percé tous les trous d’un assemblage, vous DEVEZ le démonter et ébavurer chaque trou. Chaque trou !
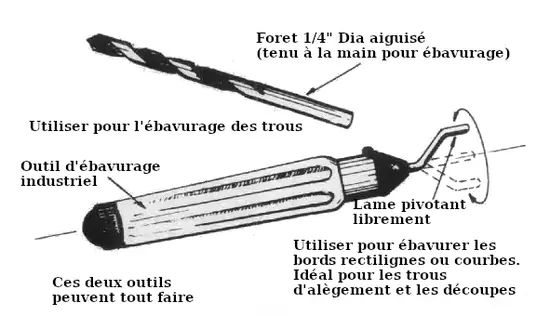
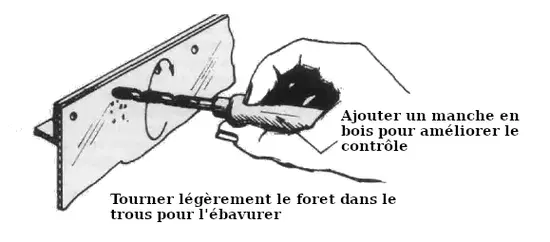
La manière traditionnelle de le faire consiste à utiliser un foret plus grand diamètre (environ 3/16″–1/4″), tenu entre vos doigts et tourné légèrement dans le trou de rivet percé. L’idée est d’enlever les bavures, pas de fraisurer le trou.
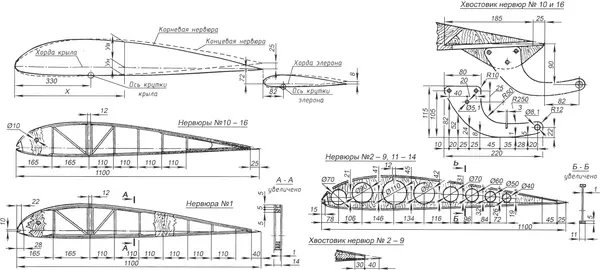
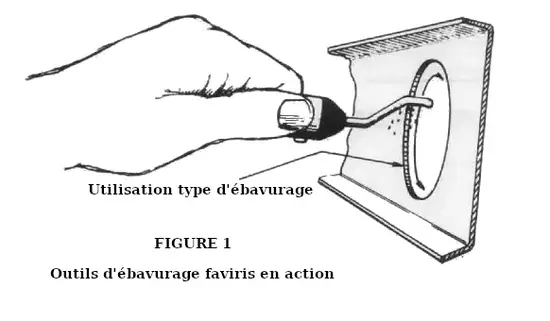
Après avoir minutieusement ébavuré une centaine de trous environ, vous développerez un grand intérêt à préserver vos doigts d’une usure supplémentaire. Cela aiderait si vous glissiez un petit manche en bois de lime sur l’extrémité du foret pour protéger votre main des arêtes vives des goujures du foret (Figure 1).
Pour tous les autres travaux d’ébavurage, je recommande fortement l’acquisition d’un outil d’ébavurage classique. Il ressemble à un manche de tournevis avec une lame étroite affûtée en forme de « S » qui pivote librement. Vous passez cet outil le long des bords coupés bruts de l’aluminium et, voilà !, ébavurage instantané. Il fonctionne bien aussi sur les découpes des trous d’allègement des nervures d’aile (Figure 1).
 Avant que les rivets affleurants puissent être installés, ces trous de rivets soigneusement ébavurés doivent être préparés pour les têtes fraisées en matriçant ou en fraisurant le matériau.
Avant que les rivets affleurants puissent être installés, ces trous de rivets soigneusement ébavurés doivent être préparés pour les têtes fraisées en matriçant ou en fraisurant le matériau.
EMBRÈVEMENT/MATRICAGE
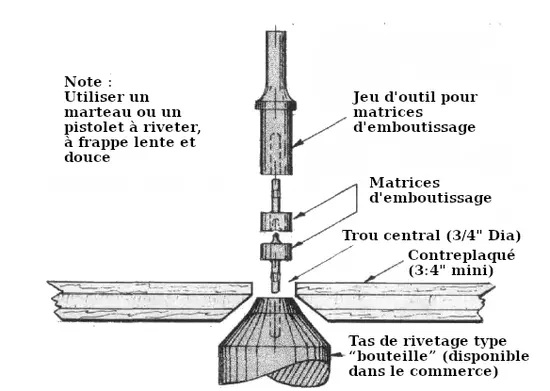
Le matriçage est le procédé consistant à comprimer le métal autour d’un trou de rivet, entre une matrice mâle et une matrice femelle, pour créer un logement pour la tête du rivet. Les matrices de matriçage sont en acier traité thermiquement et vont par paires assorties. Ces matrices, selon leur conception, peuvent être utilisées avec un marteau à riveter et un tas, ou avec une pince à riveter. Parfois, un marteau peut être substitué au marteau à riveter.
Bien qu’une pince à riveter soit très facile à utiliser, son utilité est réduite par sa portée limitée. Pour cette raison, elle ne peut être utilisée que pour matriçer les trous de rivets situés le long des bords.
Chaque fois que possible, la peau supérieure et les pièces sous-jacentes doivent être matriçées ensemble. Cependant, matriçer chaque pièce séparément est l’occurrence la plus probable.
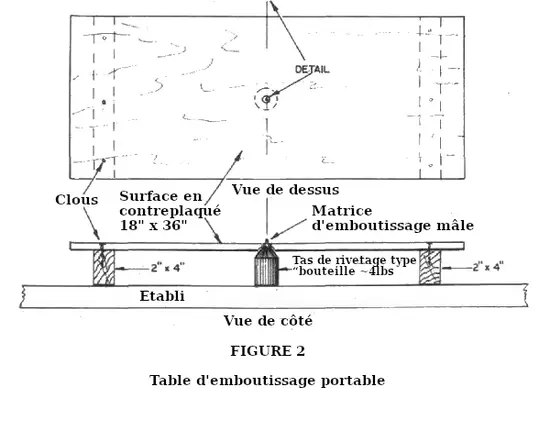
Vous pouvez effectuer votre matriçage en utilisant un rivet comme matrice mâle, et une matrice femelle (fraisure) faite maison, percée dans une barre d’acier. La barre d’acier peut être percée avec un seul trou, ou plusieurs disposés aléatoirement. Ceux-ci sont ensuite fraisurés à la machine légèrement surdimensionnés pour fournir la dépression nécessaire. Pour l’utiliser, insérez un rivet dans un trou de rivet dans la peau et positionnez la barre d’acier de sorte que le rivet s’ajuste dans l’un des trous fraisurés. Un marteau ou un pistolet à riveter est ensuite utilisé pour forcer le rivet dans la dépression, créant le matriçage désiré dans la peau.
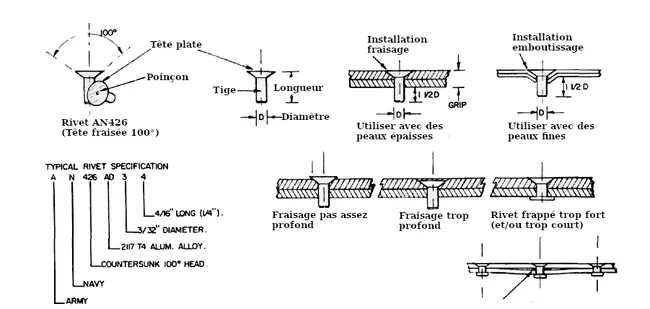
Lorsqu’une peau de surface mince doit être rivetée à fleur à une pièce plus épaisse située en dessous, il est acceptable de fraisurer l’élément épais et de matriçer la peau mince dans le logement fraisuré.
Du point de vue de la résistance, les trous de rivets percés sont préférables aux trous poinçonnés pour le matriçage. Lorsqu’un trou poinçonné est matriçé, de minuscules fissures capillaires apparaissent parfois autour du trou. Ces minuscules fractures sont presque invisibles à moins d’examiner le trou matriçé avec une loupe. Je ne crois pas que cela soit, en général, une grande source de préoccupation, à moins que l’assemblage soit soumis à de fortes charges dans un emplacement très sollicité, et exposé à des vibrations considérables. Poinçonner les trous de rivets légèrement sous-dimensionnés et les aléser ou repercer à la bonne taille pourrait éviter cette condition.
Cependant, cela compliquerait la procédure et annulerait l’avantage réel d’utiliser un poinçon Whitney en premier lieu.
FRAISURAGE
Le fraisurage est réalisé avec un foret spécial qui creuse une dépression en forme de cône pour une fixation affleurante ou un rivet.
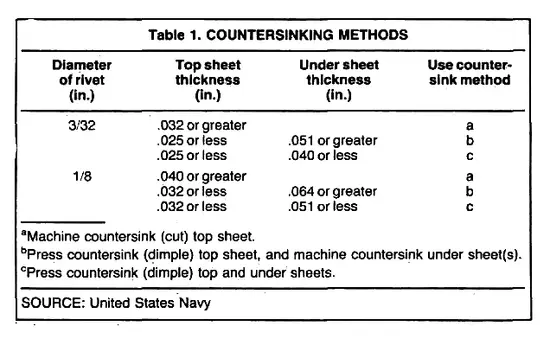
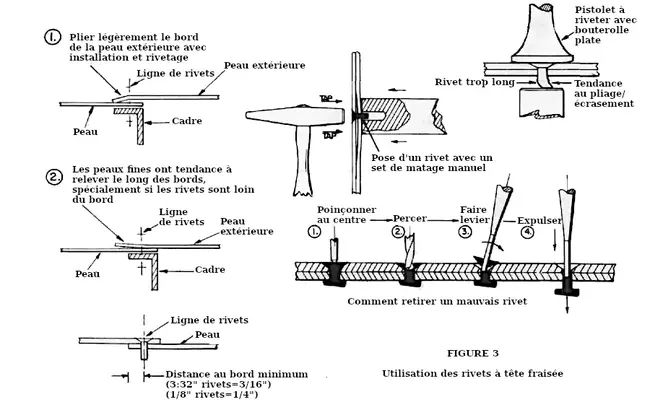
 Le fraisurage n’est autorisé que lorsque la peau de surface est suffisamment épaisse pour accueillir la dépression fraisée sans agrandir le trou de rivet. Par exemple, la peau métallique de surface doit avoir au moins .032″ d’épaisseur avant de pouvoir être fraisée en toute sécurité pour un rivet affleurant de 3/32″. Lorsqu’un rivet de 1/8″ doit être utilisé, le matériau doit être d’au moins .040″ d’épaisseur pour accueillir le trou fraisuré plus large (voir Tableau 1).
Le fraisurage n’est autorisé que lorsque la peau de surface est suffisamment épaisse pour accueillir la dépression fraisée sans agrandir le trou de rivet. Par exemple, la peau métallique de surface doit avoir au moins .032″ d’épaisseur avant de pouvoir être fraisée en toute sécurité pour un rivet affleurant de 3/32″. Lorsqu’un rivet de 1/8″ doit être utilisé, le matériau doit être d’au moins .040″ d’épaisseur pour accueillir le trou fraisuré plus large (voir Tableau 1).
L’OUTIL DE FRAISURAGE À BUTÉE
La manière la plus sûre d’obtenir des trous fraisurés uniformes est d’utiliser un outil de fraisurage à butée. Il serait insensé de tenter de construire un projet tout métal riveté à fleur sans l’aide de cet outil. Il possède une butée de profondeur micro-réglable qui assure un fraisurage uniforme, trou après trou. Des outils de fraisurage remplaçables permettent d’utiliser la butée de fraisurage pour tout diamètre de trou de rivet.
Hélas, il n’existe aucune action corrective pour un trou de rivet qui a été trop profondément fraisuré… sauf de retravailler le trou pour utiliser un rivet plus grand, donc soyez prudent.
Par prudent, je veux dire : vérifiez d’abord le réglage de la butée sur une pièce de métal de rebut. Assurez-vous que la profondeur de fraisurage est parfaite pour la taille de rivet à utiliser.
RIVETAGE
Partout où votre pince à riveter peut atteindre, utilisez-la pour poser les rivets. Elle fera un travail plus uniforme que vous ne pouvez le faire avec un pistolet à riveter.
Pour les autres endroits, vous devrez naturellement poser les rivets avec un marteau à riveter et un tas. Lorsque vous avez accès aux deux côtés, et que le composant n’est pas trop large, il n’y a aucune raison pour laquelle vous ne pourriez pas le faire seul. Bien sûr, il serait plus facile d’avoir un assistant fiable pour tenir le tas.
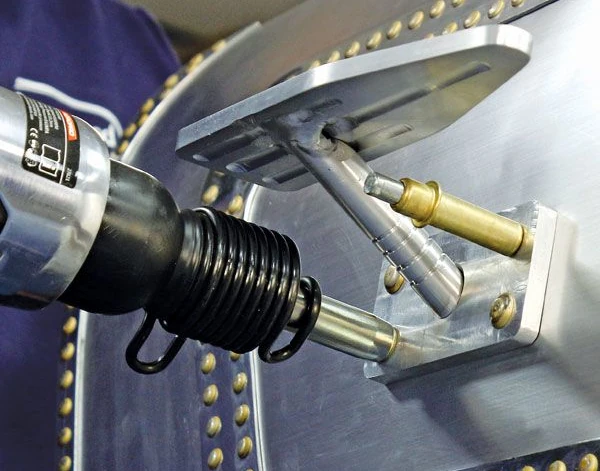
De temps à autre, un rivet est récalcitrant à entrer dans le trou de la pièce sous-jacente, et l’assemblage à cet endroit a tendance à légèrement se séparer. Éliminez ce risque en utilisant beaucoup de pinces ou de Clecos dans la zone travaillée. De plus, si vous avez le moindre doute quant à la solidité de l’assemblage, utilisez un jeu de tirage pour forcer la tête du rivet à se mettre bien en place (voir Figure 3).
Un jeu de tirage n’est rien de plus qu’une barre avec un trou peu profond percé dans son extrémité, le trou étant légèrement plus grand que le rivet. Glissez la barre sur la tige du rivet dépassant et donnez à la tête du rivet un léger tap-tap avec le marteau à riveter ou un petit marteau. Cela rapprochera les pièces en contact étroit et le rivet pourra ensuite être posé de la manière habituelle. Un jeu de tirage peut être acheté, ou vous pouvez fabriquer le vôtre à partir d’une barre d’acier d’un pouce d’environ 6 pouces de long.
L’ORDRE DE RIVETAGE EST IMPORTANT
Une rangée de rivets posés dans l’ordre consécutif a tendance à devenir légèrement désalignée au fur et à mesure que vous progressez. Au moment où les derniers rivets sont en place à la fin d’une rangée, vous pouvez constater que du métal a eu tendance à bomber ou à se rider, principalement en raison du gonflement du métal autour des rivets posés. Éliminez cet inconvénient en serrant fermement le métal avec quelques boulons si possible, ou avec des serre-joints en C. Les Clecos sont utiles, bien sûr, mais ils permettent un léger glissement dans une longue rangée de rivets.
 Une autre manière d’éviter ce problème de désalignement est de ne pas riveter de manière logique. C’est-à-dire : ne posez pas chaque rivet dans l’ordre en avançant vers les extrémités de la peau. Au lieu de cela, il est préférable de commencer au milieu, comme d’habitude, mais de sauter des trous de rivet et de poser un rivet dans chaque 5ᵉ trou en avançant vers les extrémités. Ensuite, revenez, insérez et posez le rivet du milieu dans chaque trou ouvert, etc. Cette procédure limitera la quantité de glissement et éliminera pratiquement les bosses entre les rivets.
Une autre manière d’éviter ce problème de désalignement est de ne pas riveter de manière logique. C’est-à-dire : ne posez pas chaque rivet dans l’ordre en avançant vers les extrémités de la peau. Au lieu de cela, il est préférable de commencer au milieu, comme d’habitude, mais de sauter des trous de rivet et de poser un rivet dans chaque 5ᵉ trou en avançant vers les extrémités. Ensuite, revenez, insérez et posez le rivet du milieu dans chaque trou ouvert, etc. Cette procédure limitera la quantité de glissement et éliminera pratiquement les bosses entre les rivets.
RIVETAGE INVERSÉ
C’est une excellente manière de riveter des raidisseurs sur des peaux d’aluminium minces comme celles couramment utilisées pour les surfaces de contrôle dans les conceptions de construction amateur comme les Mustangs et les RV de Van’s.
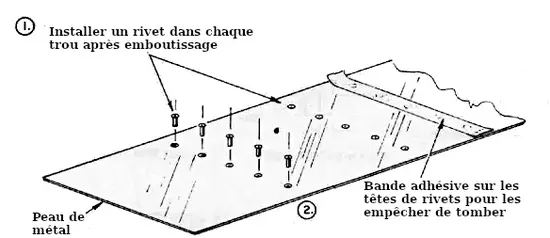
D’abord, percez et matriçez les trous de rivets de la manière habituelle. Ensuite, insérez un rivet dans chacun des trous percés et maintenez-les temporairement en place avec du ruban plastique. Certains types de « Scotch Tape » ne doivent pas être utilisés parce qu’ils sont presque impossibles à retirer après le rivetage. Idem pour certains rubans de masquage. Essayez votre ruban plastique préféré sur une pièce rivetée d’essai pour vérifier s’il peut être retiré facilement (voir Figure 4).
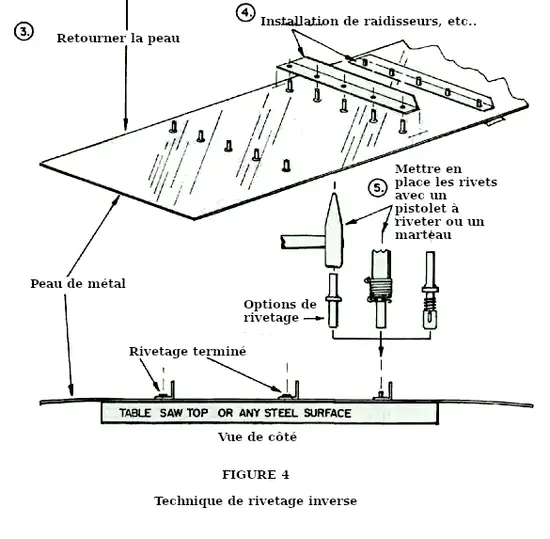
L’étape suivante consiste à retourner la peau afin que les rangées de tiges de rivet soient exposées. Posez la peau d’aluminium sur une plaque d’acier ou une table en acier. Une table de scie est acceptable, mais veillez à ne pas riveter au-dessus d’une rainure. Procédez à la pose des rivets avec un pistolet à riveter de préférence. Un petit marteau peut aussi être utilisé, mais faites attention à ne pas manquer le rivet et endommager la peau.
Le jeu de rivets le plus sûr à utiliser pour le back riveting est celui conçu pour les constructeurs amateurs, qui empêche l’outil de glisser grâce à un collier en plastique spécialement conçu. Ce collier à ressort impose également une pression sur la peau, contribuant ainsi à assurer un assemblage serré.
Votre travail de back riveting terminé peut être rapide et impeccable… et il n’y aura aucune ondulation le long de la ligne de rivets.
J’ai posé tous les rivets d’une peau de gouvernail de RV-4 en seulement 6 minutes par côté en utilisant cette méthode. Bien sûr, c’était après avoir terminé toutes les préparations mentionnées précédemment. Mais le procédé est rapide et fortement recommandé. Utilisez-le partout où vous le pouvez.