Plus de conseils sur le rivetage et la pose du revêtement
Vous commencez le travail avec une surface de travail propre et nette, n’est-ce pas ? Puis, que se passe-t-il ? Rapidement, votre établi devient si encombré et si désordonné que vous ne pouvez plus trouver l’outil que vous venez de poser. Il disparaît simplement sous vos yeux. La seule façon de le retrouver est de commencer à nettoyer cette surface de travail encombrée et de remettre tous les outils et autres objets à leur place.

Vous commencez à le faire par frustration et pour aucune autre raison. Mais, tenez ! Un petit miracle se produit sous vos yeux. L’outil manquant réapparaît soudainement. Vous avez retrouvé ce petit coquin, n’est-ce pas ? Plus besoin de continuer le nettoyage, n’est-ce pas ? Alors, que faites-vous ? Exactement. Vous décidez que vous avez perdu assez de temps à chercher l’outil et à nettoyer et vous mettez immédiatement cet outil, récemment retrouvé, au travail tout en marmonnant des remarques désobligeantes à propos d’une personne que vous ne désignez que sous le nom de « Murphy ».
Peut-être n’est-ce qu’une apparencei, mais je pense que construire un avion tout en métal nécessite une discipline plus grande que celle décrite dans la scène précédente. Par là, je veux dire qu’un constructeur ne devrait pas se permettre de devenir indifférent au besoin de maintenir un espace de travail propre. De plus, il devrait être capable de réaliser même les tâches simples du mieux possible, s’il prétend faire un travail minutieux dans la construction de son avion.

Construire un avion tout en métal n’est pas plus difficile que de construire un avion en bois ou en composite. En réalité, à mon avis, il est plus facile et moins coûteux de construire avec de l’aluminium qu’avec du bois, de la fibre de verre ou de la mousse… et en plus, vous n’avez pas d’époxys toxiques dont vous devez vous préoccuper.
Lorsque l’on travaille avec du métal, on constate qu’il est facile de maintenir une plus grande précision dans la mise en forme et la fabrication des composants que ce que l’on pourrait normalement attendre en travaillant avec d’autres types de construction. Si tel est le cas, pourquoi ne pas fixer dès maintenant quelques normes minimales pour vous-même et vous discipliner à les maintenir ?

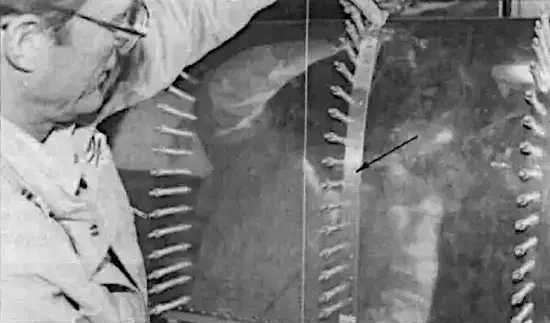


Comment cela a-t-il pu se produire ? Les bords d’attaque en aluminium ont été stockés et négligés dans un hangar non chauffé pendant environ 3 ans, soi-disant « protégés » par du papier d’emballage.
La discipline que je trouve la plus déficiente est ma propre attention négligente aux détails, des détails tels que percer des trous avec précision, toujours lisser et ébavurer les arêtes fraîchement découpées, maintenir des surfaces de travail scrupuleusement propres, exemptes de copeaux de métal, de Clecos, d’écrous, de boulons, d’outils et d’autres éléments pouvant provoquer des rayures.
C’est pourquoi moi, et peut-être vous aussi, devons développer l’habitude vigilante de balayer fréquemment la table de travail, la perceuse, la scie et à peu près partout où nous pourrions poser ces belles nouvelles pièces d’aluminium.
De plus, à cet égard, je recommande de recouvrir votre table de travail d’un grand morceau de carton ondulé. Un grand carton, comme celui dans lequel un matelas est emballé, serait idéal car il est assez grand pour couvrir la plupart des surfaces de travail de l’atelier. Scotchez le carton sur les bords et vous aurez une surface lisse qui ne nuira pas aux peaux d’aluminium délicates, et il pourra être facilement balayé pour enlever les copeaux de perçage et les débris.
De plus, je ne recommanderais pas d’utiliser une couverture de l’armée comme couverture de protection pour la surface de travail, car elle retiendra et abritera de minuscules particules de métal presque impossibles à brosser. La couverture avec ses particules de métal incrustées peut alors causer plus de dommages à votre aluminium que si vous utilisiez le sol nu comme surface de travail.
Autre chose : suspendez une petite brosse ou un balai à main sur l’un des pieds de la table afin d’avoir un moyen rapidement disponible pour balayer la table.
Tout constructeur qui aspire à produire un avion en aluminium poli et brillant devra peut-être prendre des précautions encore plus grandes pour éviter de rayer involontairement les peaux d’aluminium. Certains constructeurs vont jusqu’à recouvrir la surface supérieure de chaque feuille d’aluminium de papier de boucherie, en le scotchant solidement le long des bords avec du ruban de masquage. Inutile de dire que travailler avec les peaux d’aluminium couvertes est assez difficile et peut être comparé à essayer de se laver les mains avec des gants.
En parlant de feuilles d’aluminium recouvertes de papier… comme le papier absorbe l’humidité, surveillez périodiquement toutes les surfaces d’aluminium recouvertes de papier pour détecter les signes de corrosion. Ce genre de chose (la corrosion) ne se produira pas du jour au lendemain, mais gardez-le à l’esprit.
Certaines des feuilles d’aluminium que vous utilisez peuvent ne pas avoir leurs quatre bords découpés parfaitement à angle droit. À moins que vous n’ayez vérifié et redressé les feuilles pour qu’elles soient parfaitement carrées, effectuez toutes vos mesures à partir d’un seul bord choisi afin de garantir que vos dimensions et vos lignes seront exactes.
Je crois que presque tous les constructeurs savent que l’aluminium, tel que reçu du fournisseur, possède une surface huileuse invisible. En général, tenter d’utiliser un feutre sur cette surface glissante est quelque peu insatisfaisant. Retirer la présence d’huile de la surface métallique avec du Naphta, du diluant à laque ou du MEK améliorera la qualité du marquage du feutre… tout comme un léger ponçage avec du papier de verre humide/sèc No 400.
Également efficace, une légere pulvérisation localisé de chromate de zinc, qui pourra être nettoyé plus tard, avec tous les marquages restant après que vous en ayez fini.
TROUS … DES MILLIERS DE TROUS
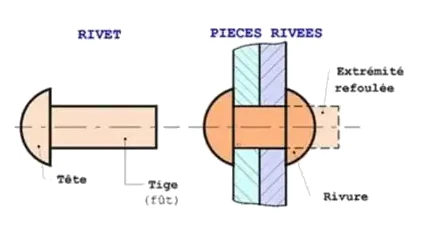
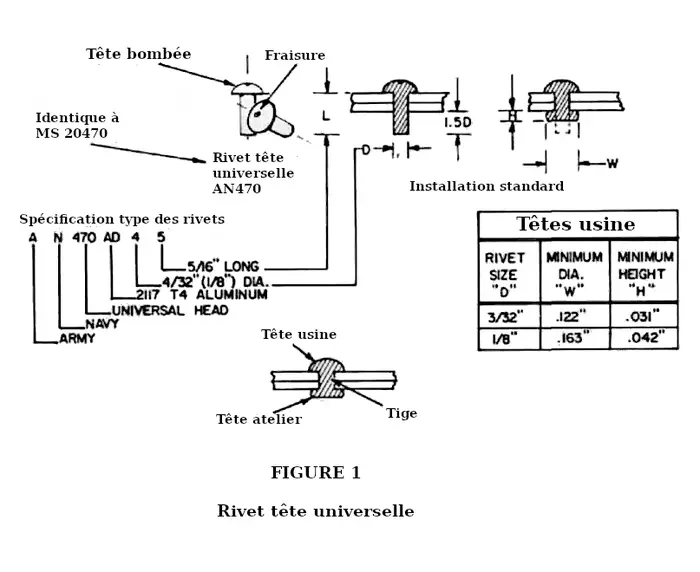
Les rivets sont à un avion en métal ce que les colles sont à un avion en bois ou composite. Les rivets fixent la peau à la structure, n’est-ce pas ? De toute évidence, chaque rivet doit disposer d’un trou bien ajusté afin que les rivets puissent remplir efficacement leur rôle. Chaque rivet est important et doit supporter sa part de charge. S’il n’est pas important, pourquoi est-il là ?

Cela soulève une autre question. Jusqu’à quel point un rivet posé peut-il être mauvais tout en restant efficace ? En réalité, certains que j’ai vus paraissent assez mauvais… d’un point de vue esthétique.
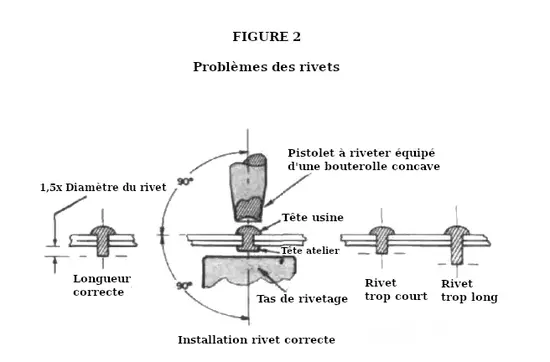
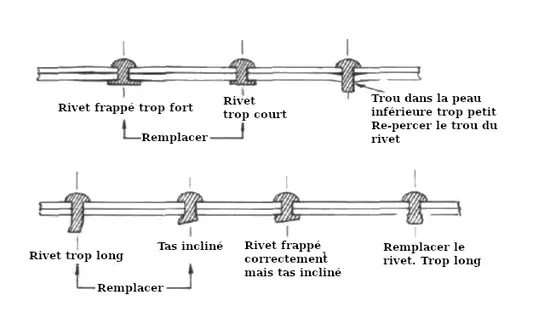
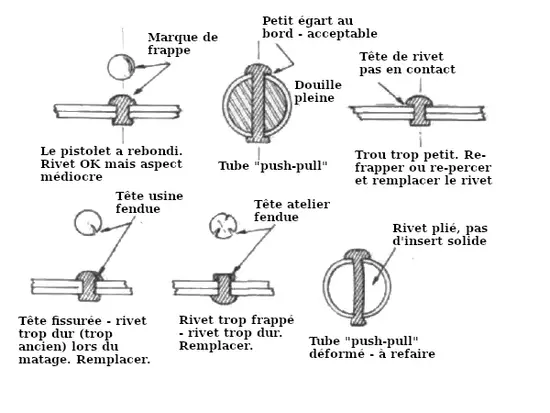
L’efficacité structurelle, en revanche, est la considération principale, pas l’apparence. Cependant, si un rivet installé a l’air bon, il devrait être suffisamment bon pour le travail qu’il avait à faire. Mais l’est-il vraiment ? Et si le trou du rivet était trop grand ou allongé ? Ce rivet pourrait encore sembler bon et pourtant personne ne le saurait. Vous le sauriez, toutefois, n’est-ce pas ? Après tout, c’est vous qui avez percé ce trou. Regardez la Figure 2 pour des exemples de rivets douteux que vous auriez pu voir dans le projet de quelqu’un d’autre (pas le vôtre, bien sûr).
Il y a une chose positive à propos d’un rivet mal posé, il peut toujours être retiré et remplacé, à condition que vous puissiez vous discipliner à respecter votre propre norme minimale adoptée.
Ne vous sentez pas mal ou coupable de devoir retirer un rivet. Il n’est pas du tout rare qu’un débutant en travail du métal doive retirer deux rivets sur cinq qu’il pose… au début. Même les anciens professionnels de la chaîne de production doivent percer de temps en temps un rivet mal ajusté repéré par l’inspecteur du contrôle qualité.
Vous comprenez bien, bien sûr, que vous devrez être votre propre inspecteur du contrôle qualité, et que vous seul devez décider si un rivet est tellement mauvais qu’il doit être percé et remplacé. Sur les mille et un rivets qui seront posés dans votre avion, il serait irréaliste de supposer que tous seront, ou devront être, parfaits comme dans un manuel, loin de là (voir Figures 1 et 2).
En général, un rivet correctement installé glissera facilement dans son trou percé et, lorsqu’il est correctement posé, aura une belle tête formée symétrique. La plupart des rivets mal posés sont facilement repérables. Par exemple, leurs têtes formées en atelier peuvent être trop petites ou trop plates, fissurées, pliées ou visiblement décentrées. Un rivet à tête bombée ou universelle, en revanche, est plus susceptible de présenter des marques de pliure là où le marteau à riveter a rebondi. Cela, en soi, n’est pas une raison de rejet. Cependant, si une tête pliée se trouve à un endroit visible par tous, ce serait source d’embarras, n’est-ce pas ?
TOUT COMMENCE AVEC LE TROU
Revenons au trou de base. Si vous êtes prêt à risquer de rayer la surface d’aluminium en essayant de percer un trou sans l’avantage d’un point de centrage, allez-y. Vous pourriez réussir 99 % du temps à condition de :
- Tourner d’abord le foret à la main quelques rotations tout en le pressant fermement contre la surface d’aluminium.
- Utiliser un foret neuf ou récemment affûté.
- Utiliser une perceuse pneumatique pouvant être précisément contrôlée.
- Être assez chanceux dans tout ce que vous faites.
Je vous garantis, toutefois, que le 1 % du temps où vous vous tromperez, ce sera sur une surface supérieure où tout le monde pourra le voir et « l’admirer » (questionnez votre ami Murphy à ce sujet). Même si percer des trous de rivet avec une perceuse pneumatique est plus facile sans que le foret ne fasse un « zigzag » sur le métal, soyez prudent et disciplinez-vous à toujours poinçonner l’emplacement de chaque trou avec un pointeau automatique.
 Si vous n’arrivez pas à vous souvenir de le faire, essayez au moins de percer vos trous, chaque fois que vous le pouvez, depuis la surface intérieure où ces petites rayures ne seront pas visibles.
Si vous n’arrivez pas à vous souvenir de le faire, essayez au moins de percer vos trous, chaque fois que vous le pouvez, depuis la surface intérieure où ces petites rayures ne seront pas visibles.
Lors du perçage à travers deux pièces ou plus, serrez-les fermement à chaque extrémité avec de petits serre-joints en C. Ne faites pas confiance aux pinces à ressort ou aux pinces Cleco à épaulement, car elles peuvent permettre aux pièces de glisser légèrement hors alignement. Cela se produit généralement au moment où le foret traverse la pièce supérieure et commence à pénétrer dans la pièce inférieure.
Dès qu’un premier trou est percé dans un composant, glissez un rivet, boulon ou vis (selon le cas) dans ce premier trou pour maintenir un alignement précis lors du perçage du trou suivant. Ajoutez au moins un ou deux autres rivets (boulons ou autres) dans les trous suivants au fur et à mesure qu’ils sont percés afin de verrouiller l’alignement de tous les trous.
Vous pouvez percer des trous de rivet à travers le ruban de masquage là où il est installé, mais je recommande de retirer le ruban avant de former les creux (dimpling) des trous.
Le moyen le moins visible de corriger un trou de rivet mal placé est de le remplir, si possible, avec un rivet correctement posé, même s’il n’a aucune fonction utile. Cependant, votre objectif doit toujours être de ne percer que les trous nécessaires, là où ils sont nécessaires.
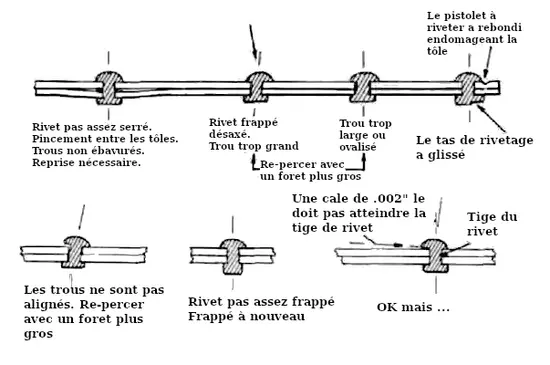
Les trous ovalisés ou agrandis sont toujours indésirables. Ils résultent généralement d’une précipitation excessive, d’une pression trop forte sur le foret et, bien sûr, du fait de ne pas tenir la perceuse perpendiculaire à la surface percée. Laisser le foret vaciller entraînera toujours un trou agrandi.
Après avoir percé tous les trous, disons dans une peau d’aile, ébavurez-les et formez les creux (dimpling) si nécessaire, puis pulvérisez une fine bande de chromate de zinc le long de cette ligne de rivets pour recouvrir les bords métalliques nus autour des trous percés. Vous pouvez le faire efficacement et économiquement avec un aérographe (magasins de fournitures artistiques). Un aérographe peut pulvériser une bande étroite parfaitement adaptée pour apprêter les bords tombés des nervures d’aile et ces petites pièces qui doivent être apprêtées avant de pouvoir être installées. Mais, surtout, un aérographe est facile à nettoyer car il ne nécessite pas beaucoup de diluant pour le nettoyage. J’utilise un primaire au chromate de zinc qui peut rester dans le pistolet jusqu’à cinq jours… très pratique.
Ma raison de chromater les trous de rivet n’est pas tant de les protéger contre la corrosion que de fournir un « remplissage » autour des bords du rivet. Plus tard, lorsque l’avion sera peint, le chromate de zinc autour des bords du rivet offrira une bonne adhérence pour la peinture et contribuera largement à éliminer ce « cercle autour du rivet » que l’on voit parfois lorsque la peinture ne peut pas combler les têtes de rivet.
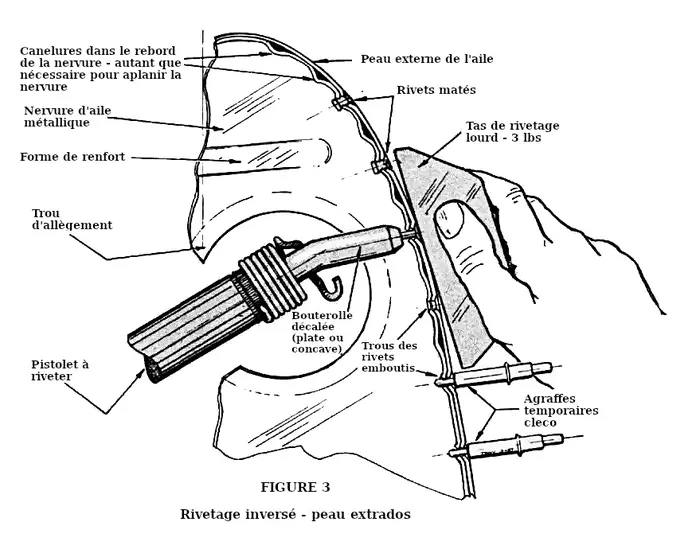
À PROPOS DU RIVETAGE PAR L’ARRIÈRE (ou rivetage inversé)
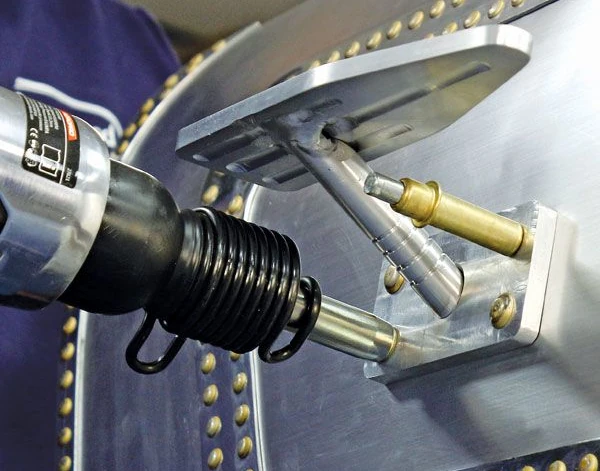
Le rivetage affleurant de peaux fines nécessite une coordination stricte entre le marteau à riveter et le tas de rivetage. Souvent, un travail de rivetage supérieur résultera partout où vous pourrez utiliser la technique du rivetage par l’arrière. Cette méthode garantit d’éviter des creux inesthétiques et des dommages cosmétiques de la peau autour de tout rivet où le marteau à riveter pourrait glisser. Dans le rivetage par l’arrière, les coups du marteau à riveter sont appliqués sur l’extrémité du rivet plutôt que sur la tête d’usine, comme c’est la procédure normale.
Malheureusement, il est souvent impossible de placer le marteau à riveter derrière la peau en raison d’un accès structurel restreint. Cependant, chaque fois que vous le pouvez, cela vaut la peine d’être fait.
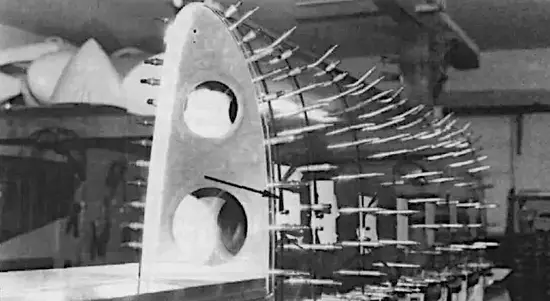
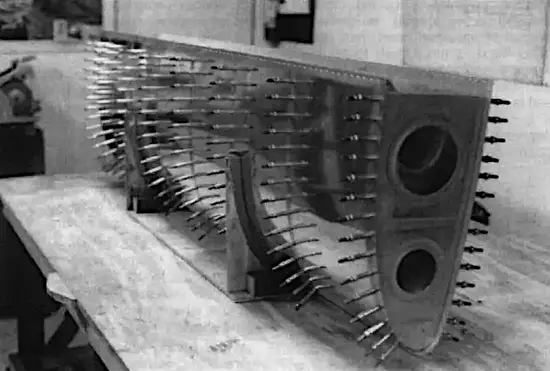
Une opportunité importante pour le rivetage par l’arrière se présente lorsque vous devez fixer les peaux d’aile. Malheureusement, vous ne pouvez utiliser cette technique que pour fixer une seule des peaux d’aile — de préférence la peau supérieure. C’est toujours celle qui est la plus visible et elle mérite votre meilleur effort de rivetage. Voir la Figure 3 pour une clarification immédiate de la méthode.
Pour le rivetage par l’arrière de votre peau d’aile, vous devrez utiliser un jeu de bouterolles décalées pour éviter de frapper le rivet en biais à cause de l’interférence de la nervure d’aile elle-même.
Assurez-vous d’utiliser une pression de marteau relativement basse (40 à 50 psi) pour les petits rivets de 3/32″, et un tas de rivetage comparativement lourd (environ 3 lbs) avec une grande surface plate pour cette tâche.
ESPACEMENT DES RIVETS
L’espacement des rivets est établi par le concepteur. Cependant, ne percez pas aveuglément les trous de rivet comme recommandé avant de vérifier que VOTRE structure peut accueillir tous les trous. Il peut parfois être nécessaire d’ajuster légèrement l’espacement recommandé afin que les rivets se trouvent à un emplacement acceptable.
Puisque les trous de rivet sont uniformément espacés, il est utile de réaliser plusieurs gabarits pour trous de rivet. Ceux-ci peuvent être fabriqués en aluminium 2024 T3 de 0,040″. Les bandes métalliques font généralement environ 1 ½ » à 2″ de large et environ 24″ de long. Préparez une bande séparée pour chacun des espacements de rivets que vous pensez utiliser le plus fréquemment (3/4″, 1″, 2″, etc.). Percez ensuite (et ébavurez) les trous uniformément espacés de 3/32″ (ou 1/8″), ou poinçonnez-les.
Un poinçon automatique est préféré au perçage car il peut être réglé pour poinçonner avec précision chacun des trous à une distance uniforme prédéterminée le long du gabarit métallique.
Utilisez vos gabarits d’espacement des trous de rivet pour améliorer la qualité de votre travail et gagner beaucoup de temps dans la mise en place et le marquage de tous ces innombrables trous de rivet.