

Soudage aéronautique et construction en tubes d’acier -6/9-
Bien que la majorité du fuselage et de la queue en acier soit constituée de tubes, la plupart des zones où les contraintes sont transférées par des ferrures sont composées d’une série de tôles ou plaques plates, pliées et soudées pour accepter des boulons et transférer les charges dans les tubes. Une fois que vous avez appris à souder et travailler efficacement les tubes, souder de la tôle ne pose aucun problème, bien qu’il y ait plusieurs petites nuances propres à chaque joint qu’il faut prendre en compte.
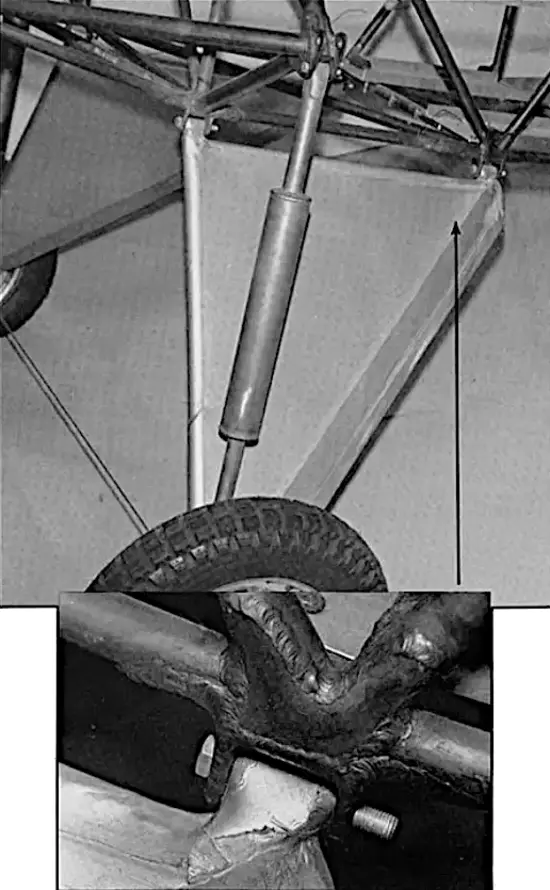
Lors du soudage des ferrures, il faut garder à l’esprit qu’une ferrure subit presque toujours plus de contraintes que la structure tubulaire. La ferrure est là pour accepter la charge provenant d’un autre assemblage, comme l’aile, donc beaucoup de charge est concentrée en un seul point. Si vous voulez réaliser une soudure de qualité, c’est ici que vous devez le faire. C’est l’une des principales raisons pour lesquelles les ferrures doivent être les dernières à être soudées sur votre fuselage. Au moment où vous vous attaquez aux ferrures, vous avez déjà énormément soudé le fuselage et vous devriez être à peu près aussi bon que vous pouvez l’être.
Une différence subtile dans le soudage des tôles et des ferrures est que vous travaillerez généralement avec un matériau beaucoup plus épais que ce que vous avez utilisé pour les tubes. Alors que la plupart des tubes font .035″ et .049″, il n’est pas rare de trouver des ferrures ayant une épaisseur allant jusqu’à un 1/8″ à 3/16″ (.125 à .187). En raison de cela, il est parfois possible de revenir aux concepts traditionnels de soudage, c’est-à-dire faire fondre le métal de base des deux pièces et le faire fusionner au niveau du joint, ce qui est presque impossible avec des tubes. De plus, lorsqu’on travaille avec des plaques plus épaisses (1/8″ et plus), les bords à assembler sur certains types de joints peuvent être chanfreinés légèrement, ce qui donne à la chaleur plus de surface d’action et permet au bain de fusion / cordon de pénétrer plus profondément.
JOINTS EN « T »
Lors de la pratique du soudage de tôle, il est instructif de réaliser des joints en « T » même s’il est rare de trouver un véritable joint en « T » dans un avion. La plupart des joints de tôle seront des variantes du « T » dans lesquelles l’une des branches est un tube plutôt qu’une pièce de tôle plate. Nous aborderons les spécificités du soudage tôle-sur-tube dans un instant.

En règle générale, lorsque vous soudez de la tôle, et cela est particulièrement vrai pour une ferrure en « T », plus l’ajustement est serré, meilleure est la soudure. Idéalement, il devrait y avoir peu ou pas d’espace entre les deux pièces, de sorte que lorsque vous commencez le bain de fusion à l’intersection des deux pièces, vous constatez que le bain se forme sur les deux parties du matériau et qu’elles se mélangent réellement. Cela nécessite, bien sûr, que la surface des deux pièces atteigne la température de fusion en même temps, ce qui peut poser problème, car la pièce verticale du « T » croise l’autre plaque au milieu. Cela signifie que le bord d’une plaque repose sur la surface de l’autre, et les bords absorbent toujours la chaleur et fondent plus rapidement que la surface d’une autre pièce.
La solution évidente au problème des caractéristiques de fusion différentes est exactement la même que pour le travail sur tube en acier… dirigez la majeure partie de la chaleur vers la pièce la plus épaisse ou celle qui nécessite le plus de chaleur pour être saturée, c’est-à-dire non pas le bord de la partie verticale du « T », mais la surface de la partie plate du « T ».
Lors de la préparation d’une ferrure pour soudage ou de la pratique d’un joint en « T », appliquez strictement la règle de souder par points les pièces de manière à ce qu’elles soient peu susceptibles de bouger ou de se déformer lors du soudage final. Pour souder par points une pièce comme celle-ci, il y aura peu ou pas de préchauffage, car le faire sur une structure juste pour un point introduirait des distorsions impossibles à corriger après le soudage du joint. En utilisant soit plus de chaleur, soit une buse plus grande que celle que vous utiliseriez pour le joint réel, chauffez un très petit point à l’extrémité du joint jusqu’à fusion, puis réalisez un petit cordon d’environ un quart de pouce de longueur.

Vous remarquerez que le joint tend à s’ouvrir lorsque le cordon refroidit, et vous devrez remettre la pièce en position, éventuellement en réchauffant légèrement le point initial pour le détendre. Répétez ensuite la même opération à l’autre extrémité du joint. Si la zone à souder est particulièrement longue, vous devrez peut-être poser un point au milieu également. Dans le joint en « T », vous constaterez que, lorsque les points refroidissent, ils ont tendance à tirer la partie verticale du « T » vers le côté soudé. Remettez-la en alignement et répétez le processus de soudage par points de l’autre côté. Ces petits cordons maintiendront l’alignement jusqu’à ce que vous ayez terminé de souder la pièce.
En pratique, le type de pièce utilisant un joint ressemblant à un « T » impliquera une ferrure en forme de U ou un autre type d’assemblage possédant un « intérieur » et un « extérieur ». Lors du soudage d’un joint en « T » ou « L » présentant un effet de boîte, soudez toujours l’intérieur de l’unité en premier. Les premiers cordons réalisés sur tout assemblage nécessitent toujours le moins de chaleur et sont donc les plus faciles à exécuter. Si vous attendez d’avoir déjà soudé les pièces ensemble, formant un dissipateur de chaleur très efficace, vous devrez utiliser une buse plus grande et beaucoup de chaleur pour souder l’intérieur, et vous n’obtiendrez peut-être pas toujours la pénétration souhaitée. En soudant l’intérieur en premier, vous évitez presque tous ces problèmes. Gardez cela à l’esprit lors de la réalisation de joints d’entraînement… soudez toujours en premier le côté le moins accessible.
Pour commencer le soudage en « T » sur de la tôle, préchauffez une zone de 1″ à 1-1/2″ au-dessus du joint, en prêtant une attention particulière à l’injection de chaleur dans la pièce la plus épaisse ou la partie plate que le « T » rejoint. Commencez le cordon à l’extrémité du « T » et souvenez-vous que les bords de la tôle fondent très rapidement. Soyez donc prudent de ne pas surchauffer cette zone.
Assurez-vous toutefois de faire fondre complètement le cordon de pointage à cette intersection lorsque vous le traversez. Vous constaterez qu’il est assez facile de diriger la chaleur dans le joint et de maintenir le bain de fusion se déplaçant vers l’intersection du « T » pour fondre les deux pièces ensemble. Après un peu de pratique, vous pourrez également réaliser un cordon très esthétique tout en obtenant une pénétration plus que suffisante. Il s’agit simplement de pratique (vous en avez assez d’entendre ce mot ??)
Sur un assemblage nécessitant un cordon de chaque côté du « T », vous constaterez que le second cordon demande plus de chaleur et est plus difficile à maintenir en mouvement régulier. Cela s’explique par le fait que le cordon de l’autre côté, que vous venez de réaliser, augmente effectivement la masse métallique à l’intersection et joint les deux pièces en un dissipateur thermique.
Avant de commencer un cordon sur l’arrière d’un cordon existant, il est important de nettoyer la surface de toute calamine ou débris résiduels. La calamine est ce matériau brûlé et feuilleté qui se détache de la surface du matériau soudé. Parfois difficile à enlever, il suffit de balayer votre torche dessus avant le soudage pour que la majeure partie se détache, puis vous pouvez la gratter avec une brosse métallique ou la dégager délicatement avec un tournevis. Ne préchauffez pas la zone avec les scrories encore attachées au matériau, car elle fondrait en petites billes dures qui non seulement contaminent le cordon, mais perturbent également le flux du bain de fusion et compliquent l’obtention d’un cordon uniforme et lisse.
Lorsque vous arrivez à la fin du cordon et que vous commencez à dépasser le bord de la tôle, soyez prudent quant à la quantité de chaleur que vous laissez absorber par la tôle à cet endroit. Il en va de même pour le soudage à proximité du bord de tout matériau, qu’il s’agisse de tube, de plaque ou autre. Cela exige de retirer la torche du matériau pendant un bref instant à plusieurs reprises lorsque vous soudez au bord, afin de ne pas laisser la chaleur s’accumuler et faire fondre le bord de la tôle.
SOUDAGE DE BORD
Un type de soudure extrêmement courant impliquant de la tôle ou des feuilles métalliques est le soi-disant « soudage de bord ». Le soudage de bord se produit lorsque deux matériaux sont placés côte à côte et assemblés par la soudure de leurs bords. Il n’existe pas de soudure plus facile dans un avion. Cependant, un certain soin est nécessaire afin de garantir une pénétration adéquate et un cordon suffisant.
En pratiquant le soudage de bord, vous constaterez qu’il est assez facile de faire fondre les bords ensemble et d’obtenir souvent un cordon esthétiquement satisfaisant, ayant fait fondre environ un seizième de pouce du bord, sans utiliser de baguette de soudage.
Cependant, la solidité d’un soudage de bord provient de la quantité de cordon accumulée sur le bord car il n’y a pas de connexion latérale. Il est donc recommandé d’utiliser une baguette de soudage et de constituer un cordon normal autour du bord.
Il convient de noter que le soudage de bord nécessite souvent moins de chaleur que ce que la taille du matériau pourrait laisser penser. En effet, les coins du matériau concentrent la chaleur, et l’effet dissipateur de chaleur est moins prononcé. Les coins peuvent donc atteindre rapidement la température et fondre facilement.
SOUDURES BOUT À BOUT
Les soudures bout à bout, dans lesquelles deux pièces de matériau sont placées bord à bord puis soudées de manière à former une seule feuille, sont très, très rarement utilisées dans l’aviation. Elles restent cependant utiles dans d’autres types d’applications. Elles sont également extrêmement faciles après avoir pratiqué les soudures en « T » et les joints en grappe. Selon l’épaisseur du matériau, les bords peuvent ou non être chanfreinés et, bien qu’aucune épaisseur précise ne soit désignée comme nécessitant un chanfrein, une bonne règle empirique est qu’une soudure bout à bout utilisant un matériau de 3/32″ ou plus devrait avoir les bords chanfreinés afin d’assurer une pénétration et une résistance de soudure adéquates.
JOINTS À RECOUVREMENT
Le joint à recouvrement existe dans l’aviation principalement sous forme de raccords coulissants et de tubes. L’endroit où on le rencontre surtout avec de la tôle se présente sous la forme d’étriers. Dans ce type de soudage, la technique est peu ou pas différente de celle d’un joint coulissant sur tube et pose le moins de problèmes parmi tous les types de joints. Cependant, il faut veiller à diriger la majeure partie de la chaleur vers la structure principale, car la partie extérieure du recouvrement, généralement un étrier, constitue un bord qui fond facilement ; la surface sur laquelle il doit être fixé doit donc être préchauffée et le bain formé d’abord à cet endroit.
En pratique, la plupart des joints étrier/recouvrement sont soudés en faisant passer un cordon le long de la surface du matériau principal, le bord du cordon touchant le bord de l’étrier, le faisant fondre dans le cordon. C’est un type de joint qui nécessite souvent de déplacer judicieusement la pointe de la torche loin de la soudure afin de ne pas faire fondre trop rapidement le bord de l’étrier.
Lors de la pratique des joints à recouvrement, il serait instructif de prendre un tube à paroi assez épaisse (.065″ à .090″) et d’essayer d’y souder du .035″ ou .049″. Cela montrera le type de problèmes rencontrés lors du soudage de matériaux légers sur des matériaux plus lourds et la manière correcte de manipuler la torche pour éviter que la chaleur ne s’accumule dans l’étrier.
Une technique qui doit être maîtrisée et pratiquée consciemment dans le soudage des joints étrier/recouvrement est de pouvoir faire passer le cordon au-delà du bord de la tôle sans le faire fondre. Cela nécessite de retirer momentanément la torche de la zone immédiate de soudage puis de la remettre rapidement, en répétant le processus plusieurs fois lors du soudage du dernier quart de pouce environ.
JOINTS PLAQUE VERS TUBE
Une fois que vous avez réalisé tous les joints précédents et pratiqué, vous constaterez que souder des raccords en plaque sur des tubes ne consiste vraiment qu’à appliquer les compétences acquises lors de la pratique des autres types de joints.
Les points principaux à retenir pour le soudage plaque-vers-tube sous forme de raccord sont de souder d’abord l’intérieur des raccords, c’est-à-dire de souder le côté difficile en premier, tout en veillant à assurer une pénétration adéquate des deux matériaux.
Il est également absolument nécessaire de prendre un grand soin à finir les soudures au niveau du bord afin qu’il n’y ait ni coupure sous-jacente ni fusion excessive du bord de la plaque.