Une histoire de trous – Forets et perçage
Le travail le plus courant que vous effectuerez sur votre projet de construction amateur sera le perçage de trous. Alors, vos trous sont-ils là où ils devraient être ? Sont-ils correctement percés ou formés ? Sont-ils dans les tolérances requises pour leur usage spécifique ?
Bien que les termes soient utilisés de manière interchangeable, dans cette rubrique je désignerai l’outil comme la « perceuse » et la tige ou l’accessoire de coupe du trou comme le « foret ».
Nous avons tous admiré la précision et la qualité qui caractérisent une perceuse pneumatique « à air » bien équilibrée. On me demande souvent s’il est possible de construire un avion avec une perceuse électrique sans fil. La réponse est oui, jusqu’à ce que vous découvriez une perceuse pneumatique. Votre besoin personnel pour cet outil merveilleux passe alors instantanément de « agréable » à « nécessaire ».
Les perceuses existent sous différentes formes et tailles. Toutes ont leurs propres usages et applications. J’aime avoir plusieurs perceuses pneumatiques droites de 1/4″, une pour chaque taille de foret. De cette façon je n’ai pas besoin de changer de foret ; je débranche simplement le tuyau d’air d’une perceuse et je le branche sur la suivante. Cela me permet également de choisir une perceuse avec la vitesse appropriée pour une taille de foret donnée. Je recommande aussi d’avoir une perceuse d’angle de 1/4″ à 90° pour les applications difficiles en angle. Une perceuse pneumatique d’angle de 3/8″ à 90° avec un Unibit est également utile pour les trous de passe-fil.
FORETS
Les forets existent en différentes tailles, en différentes longueurs et avec différents angles de pointe. Les tailles de forets courantes sont indexées en trois groupes : tailles par lettres de A à Z, tailles par numéros de 1 à 100 et tailles fractionnaires en pouces. Toutes les tailles de foret sont marquées sur la queue du foret. Si le foret a tourné dans le mandrin, la lecture de la taille peut être impossible. Vérifiez toujours la taille correcte avec un calibre de foret.
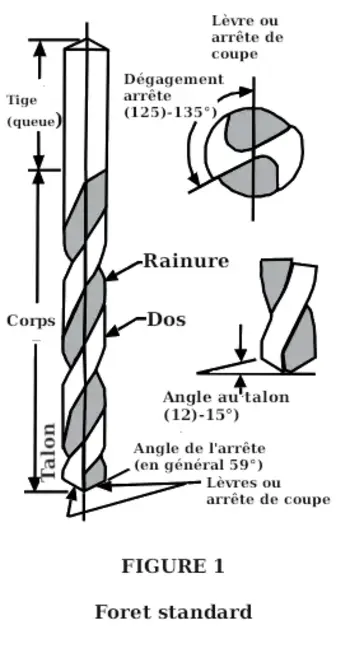 Les forets sont soit pleins soit à pointe fendue, la pointe fendue étant la plus populaire. La figure 1 montre un foret plein standard. Elle montre également les tailles de foret utilisées pour les quatre rivets ou fixations les plus courants. Dans chaque cas, le diamètre du trou percé sera d’environ 0.003 pouce à 0.004 pouce plus grand que le diamètre de la fixation afin de permettre une insertion facile.
Les forets sont soit pleins soit à pointe fendue, la pointe fendue étant la plus populaire. La figure 1 montre un foret plein standard. Elle montre également les tailles de foret utilisées pour les quatre rivets ou fixations les plus courants. Dans chaque cas, le diamètre du trou percé sera d’environ 0.003 pouce à 0.004 pouce plus grand que le diamètre de la fixation afin de permettre une insertion facile.
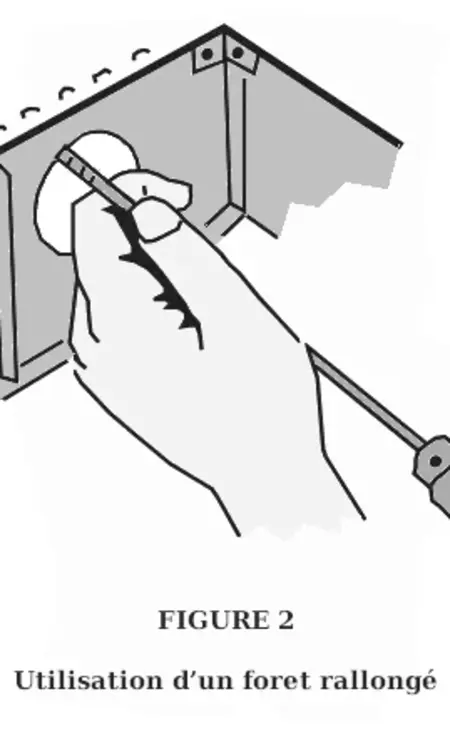
Les forets existent en différentes longueurs. Les longueurs courantes sont standard, 6″ et 12″. La longueur utilisée dépendra de l’accès à la pièce. Les forets de 6″ et de 12″ sont appelés forets « rallongés » et, pendant l’utilisation, ils sont tenus légèrement entre l’index et le pouce pour permettre la rotation, mais assez fermement pour empêcher le battement ou le fouettement. (Voir figure 2.)
Les forets sont affûtés selon différents angles en fonction du matériau à percer. La figure 3 montre quelques angles typiques et leurs applications.
OPÉRATIONS DE PERÇAGE
Serrage du foret dans le mandrin : chaque fois que vous installez ou retirez un foret d’une perceuse électrique ou pneumatique, retirez la source d’alimentation (cordon électrique ou tuyau d’air) avant d’insérer la clé de mandrin dans le mandrin. Le non-respect de cette précaution peut entraîner des blessures graves.
- Insérer le foret dans la perceuse jusqu’à la tige du foret, mais sans inclure les goujures. En utilisant la clé de mandrin appropriée, serrer le mandrin tout en s’assurant que le foret est centré.
- Serrer fermement chacune des trois positions de la clé de mandrin. Ne pas trop serrer. Rebrancher la source d’alimentation (cordon électrique ou tuyau d’air).
- Mettre la perceuse en marche et vérifier l’absence de battement. Remplacer les forets tordus.
EMPLACEMENT DU TROU À PERCER
Avant de percer un trou, son emplacement exact doit être déterminé. L’observateur le plus occasionnel signalera immédiatement au constructeur toute déviation par rapport à une ligne de rivets correcte. Pour aider à éviter les déviations involontaires :
- Utiliser des avant-trous poinçonnés ou percés avant l’opération de perçage final.
- Utiliser un gabarit avec des trous pré-percés précis.
- Percer les composants « en assemblage ».
- Utiliser un « hole finder » ou un « strap duplicator ».
 Commencer en tenant fermement la perceuse, perpendiculairement au matériau, avec la pointe du foret positionnée avec précision. Exercer une pression dans l’axe de la perceuse, à travers le foret. Continuer à exercer juste assez de pression pour maintenir l’action de coupe, comme l’indique la production de copeaux. Juste avant que le foret ne commence à traverser le matériau, réduire la pression et empêcher le foret de poursuivre sa course jusqu’au point d’endommager le matériau environnant.
Commencer en tenant fermement la perceuse, perpendiculairement au matériau, avec la pointe du foret positionnée avec précision. Exercer une pression dans l’axe de la perceuse, à travers le foret. Continuer à exercer juste assez de pression pour maintenir l’action de coupe, comme l’indique la production de copeaux. Juste avant que le foret ne commence à traverser le matériau, réduire la pression et empêcher le foret de poursuivre sa course jusqu’au point d’endommager le matériau environnant.
Lors du perçage à un emplacement marqué sur une pièce de matériau, positionner précisément la pointe du foret, puis, avec la main libre, faire tourner le mandrin de la perceuse d’un tour environ pour amorcer l’action de coupe de la pointe du foret. Ensuite, lorsque vous démarrez le moteur de la perceuse, le foret est moins susceptible de glisser sur la pièce et de laisser une rayure dans le matériau.
PERÇAGE DES ALLIAGES, DE L’ACIER ET DU PLASTIQUE
L’aluminium est un bon conducteur thermique, de sorte que la chaleur se dissipe rapidement pendant le processus de coupe. Par conséquent, une vitesse de perçage élevée avec une pression modérée doit être utilisée. Un refroidissement supplémentaire peut être obtenu avec un lubrifiant tel que de l’huile soluble, du kérosène ou de l’huile de saindoux. En général, pour les composants minces, l’aluminium est percé « à sec ».
Le titane est un mauvais conducteur thermique, de sorte que la chaleur produite par le perçage ne se dissipe pas facilement. Les problèmes thermiques doivent être surmontés en réduisant les vitesses et les pressions de perçage. Comme le titane ne s’écrouit pas facilement, des pressions plus légères peuvent être utilisées. De plus, utiliser un lubrifiant tel que de l’huile soluble, de l’huile de saindoux ou un fluide de coupe recommandé par le fournisseur du matériau.
 Le perçage de l’acier est plus difficile que celui de l’aluminium en raison de sa dureté et de sa tendance à l’écrouissage. Cette tendance à l’écrouissage rend important le fait de couper en continu avec une vitesse et une pression constantes. Les vitesses de perçage sont généralement d’environ la moitié de celles utilisées pour l’aluminium. Comme fluide de coupe, utiliser de l’huile soluble, de l’huile sulfurisée, de l’huile de saindoux ou de l’huile minérale de saindoux.
Le perçage de l’acier est plus difficile que celui de l’aluminium en raison de sa dureté et de sa tendance à l’écrouissage. Cette tendance à l’écrouissage rend important le fait de couper en continu avec une vitesse et une pression constantes. Les vitesses de perçage sont généralement d’environ la moitié de celles utilisées pour l’aluminium. Comme fluide de coupe, utiliser de l’huile soluble, de l’huile sulfurisée, de l’huile de saindoux ou de l’huile minérale de saindoux.
L’acier inoxydable est plus difficile à percer que l’aluminium ou les aciers ordinaires en raison de ses propriétés d’écrouissage extrêmes. Il est important de couper en continu et avec une vitesse et une pression constantes. Si le foret est laissé à frotter ou à rester immobile sur la pièce, le métal s’écrouira, rendant la reprise de la coupe difficile.
Pour percer l’acier inoxydable :
- Utiliser un foret affûté avec un angle de pointe de 135 degrés.
- Utiliser des vitesses de perçage faibles à modérées.
- Utiliser des pressions de perçage uniformes et suffisantes.
- Utiliser des quantités abondantes d’huile minérale sulfurisée comme liquide de refroidissement.
Le Plexiglas et d’autres matériaux souples similaires nécessitent une attention particulière lors du perçage. Bien que le matériau soit tendre et facile à couper, il est également sujet aux amorces de fissures et aux concentrations de contraintes. Lors du perçage du Plexiglas, utiliser un angle de pointe de foret de 90 degrés, appliquer une pression légère et utiliser des vitesses de perçage modérées. Serrer et soutenir le matériau afin que le foret ne « saisisse pas et ne parte pas » lorsqu’il traverse la pièce.
VITESSES DE PERÇAGE
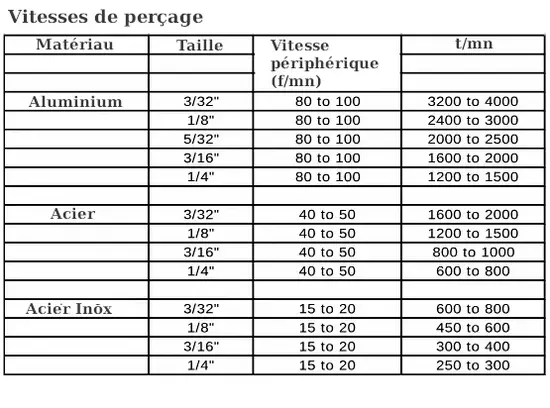
 Dans les applications de production de masse, en raison du contrôle de qualité appliqué au processus, des vitesses de perçage élevées peuvent être utilisées. Dans nos applications de construction amateur, le contrôle de qualité reste réalisable, mais au prix d’objectifs de production plus faibles. J’ai constaté que les vitesses de perçage suivantes, basées sur les vitesses périphériques du foret, fonctionnent bien. (Voir le tableau des vitesses de perçage.)
Dans les applications de production de masse, en raison du contrôle de qualité appliqué au processus, des vitesses de perçage élevées peuvent être utilisées. Dans nos applications de construction amateur, le contrôle de qualité reste réalisable, mais au prix d’objectifs de production plus faibles. J’ai constaté que les vitesses de perçage suivantes, basées sur les vitesses périphériques du foret, fonctionnent bien. (Voir le tableau des vitesses de perçage.)
CONSEILS DE PERÇAGE :
- Toujours utiliser des forets bien affûtés. Les forets sont peu coûteux, et un foret émoussé ne produira pas un bon trou rond. Je ne recommande pas de réaffûter les petits forets à moins que cela ne soit fait dans un dispositif ou une machine d’affûtage de qualité.
- Toujours soutenir la pièce avec un bloc de bois ou un autre matériau similaire.
- Toujours savoir où va sortir votre foret.
- Lors du perçage à travers deux matériaux dissemblables, percer d’abord le matériau le plus dur afin d’éviter de faire un trou ovalisé dans le matériau plus tendre.
Comme tous les autres aspects de la construction amateur, le perçage est une science qui, avec l’expérience, devient un art entre les mains du maître. Le secret du succès est la pratique, la pratique et une pratique continue. Toujours s’exercer à tout procédé sur un matériau de rebut avant de l’appliquer à votre projet.