AC_43.13-1B – Chapitre 2 – Entoilage – Section 1. partie 1
CHAPITRE 2. ENTOILAGE
SECTION 1. PRATIQUES ET PRÉCAUTIONS PARTIE 1
2-1. GÉNÉRALITÉS.
Les tissus en coton et en lin irlandais étaient les revêtements de cellule de choix de la Première Guerre mondiale jusqu’aux années 1950. Cependant, l’augmentation des coûts et la courte durée de vie des tissus naturels sont devenues les facteurs déterminants ayant conduit au remplacement, presque à 100 %, des tissus d’origine des cellules par des tissus synthétiques en polyester approuvés par certificat de type supplémentaire (STC) et par des tissus à filaments de verre.
2. ZONES PROBLÉMATIQUES.
a. Détérioration. Le tissu en polyester ne se détériore que par exposition au rayonnement ultraviolet (UV) tel qu’utilisé dans un environnement de revêtement d’aéronef. Lorsque les revêtements protègent complètement le tissu, sa durée de service est infinie. Il est donc très important de protéger soigneusement la structure contre la détérioration avant le revêtement et de fournir un accès d’inspection adéquat à toutes les zones des composants revêtus de tissu afin de permettre l’inspection de la corrosion, de la pourriture du bois et des infestations de rongeurs. De multiples trous de drainage aux extrémités inférieures de toutes les sections revêtues de tissu assurent également la ventilation nécessaire pour éliminer la condensation.
b. Tension. Le tissu en polyester atteint une tension maximale sur une cellule à 350ºF, et ne sera pas excessive sur les aéronefs initialement recouverts de tissu naturel et de 12 couches de nitrate ou d’enduit butyrate. Cependant, l’enduit appliqué sur un tissu entièrement tendu par la chaleur peut développer une tension excessive après vieillissement et endommager les structures d’aéronefs légers. Les revêtements autres que l’enduit n’augmenteront pas la tension du tissu après vieillissement. Les instructions de tension par la chaleur données dans le manuel de chaque procédé de revêtement approuvé STC doivent être suivies.
2-3. TISSU D’ENTOILAGE SYNTHÉTIQUE.
a. Matériaux de revêtement approuvés STC. Il existe un large choix de matériaux de revêtement approuvés STC disponibles qui utilisent des tissus synthétiques appartenant à la classe générique « polyester » et pouvant varier en caractéristiques. Les différences dans le tissu peuvent concerner le denier, la ténacité, le nombre de fils, le poids, le retrait, la tension et le type de tissage.
b. Filaments de polyester. Les filaments de polyester sont fabriqués par polymérisation de divers acides et alcools sélectionnés puis extrusion des polymères fondus résultants à travers des filières pour former des filaments. Les filaments sont étirés à chaud pour être réduits au denier ou à la taille désirée. C’est cet étirage à chaud qui confère une mémoire aux filaments, les amenant à tenter de revenir à leur longueur initiale plus courte lorsqu’ils sont réchauffés à une température contrôlée. Une surchauffe annulera cette mémoire et fera fondre les filaments.
c. Procédures de revêtement. Les types de revêtement, les accessoires de revêtement et les procédures de revêtement peuvent également varier ; par conséquent, les procédures de revêtement indiquées dans les manuels pertinents doivent être suivies pour se conformer au STC. L’installation approuvée STC par la Federal Aviation Administration (FAA) prévaut sur les instructions de cette circulaire consultative.
d. Installation. L’installation initiale du tissu en polyester est similaire à celle du tissu naturel. Le tissu est installé avec le moins de jeu possible, en tenant compte des ferrures et autres saillies. Il peut être cousu en enveloppe, installé en nappe ou fixé par collage sur la cellule avec une colle pour tissu. Chaque STC peut différer quant au recouvrement des joints collés, au type de couture, aux procédures de rétraction par la chaleur et à la température.
2-4. TISSU D’ENTOILAGE NATUREL.
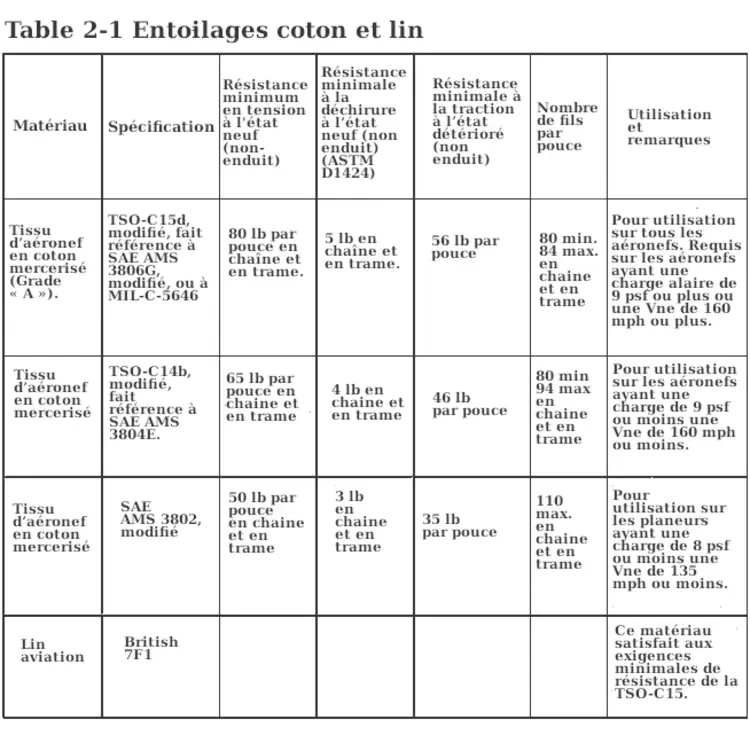
Les spécifications physiques et les exigences minimales de résistance pour les tissus en fibres naturelles, coton et lin, utilisés pour le recouvrement ou la réparation des composants d’un aéronef, sont listées dans le Tableau 2-1. La résistance à la déchirure est un facteur important à considérer pour les tissus d’aéronef. Une méthode d’essai telle que ASTM D1424 est recommandée. Les Technical Standard Order (TSO)-C15d, Aircraft Fabric, Grade A (Aerospace Material Specification (AMS) 3806G) ; et TSO-C14b, Aircraft Fabric, Intermediate Grade (AMS 3804E), respectivement, décrivent les normes minimales que tout tissu doit satisfaire pour être qualifié comme matériau de revêtement d’aéronef.
2-5. RÉ-ENTOILAGE DES AÉRONEFS.
Réentoiler ou réparer les aéronefs avec un tissu de qualité et de résistance équivalentes à celui utilisé par le constructeur d’origine de l’aéronef. Il est recommandé d’utiliser un tissu conforme à TSO-C15d ou TSO-C14b pour le réentoilage des aéronefs initialement recouverts d’un tissu de résistance inférieure conforme à AMS 3802.
NOTE : Le réentoilage ou la réparation d’un aéronef avec tout type de tissu et/ou de revêtement autre que celui utilisé par le constructeur d’origine de l’aéronef est considéré comme une modification majeure. Obtenir l’approbation de la FAA concernant le tissu et les données d’installation. Les cordons de lardage de nervures en coton et en lin, les fils de couture machine et à la main, ainsi que les rubans de finition ne doivent pas être utilisés avec les revêtements en polyester et en tissu de verre.
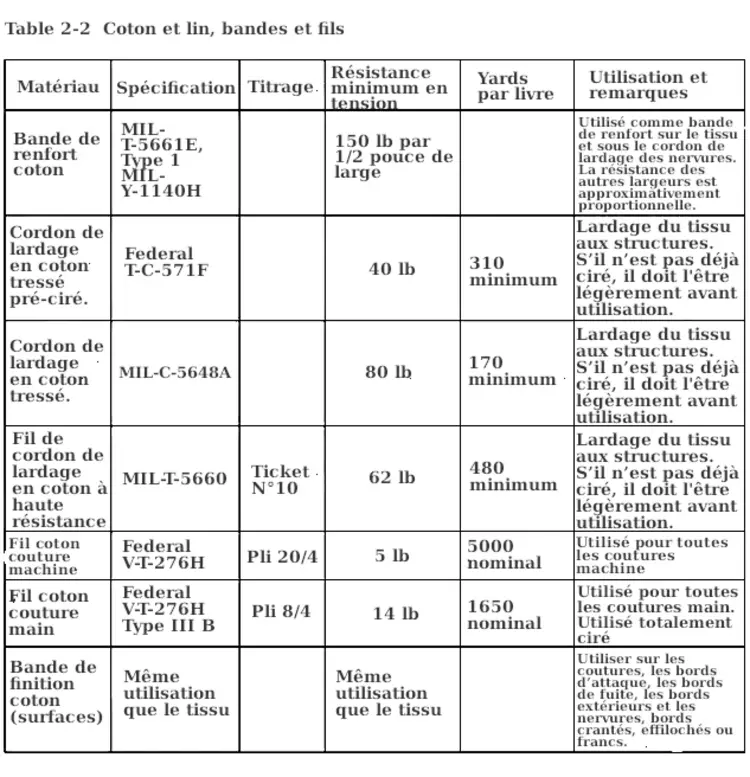
a. La résistance minimale à la traction des rubans de renfort est indiquée dans le Tableau 2-2. Les rubans de renfort conformes à la spécification MIL-T-5661 Type I sont acceptables. Les rubans de renfort doivent présenter une résistance minimale de 40 lb sans rupture lorsqu’ils sont soumis à un essai statique en cisaillement contre un seul laçage de nervure, ou une résistance à l’arrachement lorsqu’ils sont testés contre une agrafe à fil simple, un rivet, une vis ou tout autre type de fixation du tissu à la nervure. Les rubans de renfort sont utilisés sur le chapeau de nervure au-dessus du tissu et pour le contreventement entre nervures.
b. La bande de finition, parfois appelé bande de surface, doit avoir les mêmes propriétés que le tissu utilisé pour recouvrir l’aéronef.
c. Le cordon de lardage doit avoir une résistance minimale à la rupture de 40 lb. Les cordons de lardage conformes aux spécifications indiquées dans le Tableau 2-2 sont acceptables. Le cordon de lardage des nervures doit être enduit d’une cire fongicide microcristalline, d’une cire sans paraffine ou de cire d’abeille, ou recevoir un autre traitement approuvé pour prévenir l’usure et l’effilochage lors du passage à travers la structure.
d. Le fil de machine doit avoir une résistance minimale à la rupture de 5 lb. Les fils conformes aux spécifications indiquées dans le Tableau 2-2 sont acceptables.
e. Le fil de couture à la main doit avoir une résistance minimale à la rupture de 14 lb. Les fils conformes aux spécifications indiquées dans le Tableau 2-2 sont acceptables. Lors de l’utilisation de matériaux de revêtement approuvés STC, utiliser le type de fil de couture approuvé par le STC et fabriqué sous l’approbation spécifique Parts Manufacturer Approval (PMA).
f. Précautions relatives au flutter. Lors du réentoilage ou de la réparation des gouvernes, en particulier sur les avions à hautes performances, s’assurer que les équilibrages dynamiques et statiques ne sont pas affectés de manière défavorable. La répartition des masses et l’équilibrage doivent être pris en compte afin d’éviter la possibilité de flottement induit.
2-6. PRÉPARATION DE LA STRUCTURE POUR LE RECOUVREMENT.
L’un des éléments les plus importants lors du recouvrement des aéronefs est la préparation appropriée de la structure. Avant le recouvrement, la cellule doit être inspectée et approuvée par un technicien certifié FAA ou un atelier de réparation.
a. Traitement du logement de batterie. Un revêtement asphaltique, à base de caoutchouc, résistant aux acides, doit être appliqué au pinceau sur la structure dans la zone du logement de batterie pour une protection supplémentaire contre l’acide de batterie. Les câbles de commande passant dans la zone du logement de batterie doivent être enduits de paralkétone.
b. Trous usés. Les trous de vis surdimensionnés ou les trous usés pour vis autotaraudeuses de taille 4 à travers les nervures et autres structures utilisées pour fixer le tissu peuvent être repercés à une distance minimale de 1,5 diamètre de trou par rapport à l’emplacement d’origine à l’aide d’un foret n° 44 (0.086″). Des vis de taille 6, avec un foret de taille n° 36 (0.1065″), peuvent être installées dans des trous dénudés ou usés percés pour des vis de taille 4, généralement sans reperçage. Les trous usés pour agrafes filaires et barbes filaires doivent être repercés à une distance minimale de 1,5 diamètre de trou de l’emplacement d’origine à l’aide d’un gabarit de perçage pour garantir un espacement correct, avec le foret de taille appropriée. Un foret de taille n° 30 (0.128″) peut être utilisé pour repercer des trous surdimensionnés pour des rivets aveugles de diamètre 1/8″ à une distance minimale de 1,5 diamètre de trou de l’emplacement d’origine.
c. Précautions de carénage. Les carénages de bord d’attaque en aluminium de remplacement installés en sections courtes peuvent se télescoper sous les charges normales de flexion du longeron ou en raison de la dilatation et de la contraction thermiques. Cette action peut provoquer la formation d’un pli dans le tissu, au bord du joint de recouvrement. Les sections de carénage de bord d’attaque peuvent être fixées ensemble avec des rivets ou des vis pour empêcher le télescopage après installation. Les bords de fuite doivent être correctement fixés pour empêcher les mouvements et les plis.
d. Protection contre l’enduit. Les solvants présents dans l’enduit nitrate et butyrate pénètrent, plissent, soulèvent ou dissolvent la plupart des vernis bois monocomposants et des apprêts métalliques monocomposants. Toutes les surfaces en bois en contact avec un tissu imprégné d’enduit doivent être traitées avec un revêtement protecteur tel que du papier aluminium, du ruban cellulosique ou une peinture résistante à l’enduit afin de les protéger contre l’action des solvants contenus dans l’enduit. Cela peut également être réalisé en appliquant à nouveau un vernis époxy bicomposant approprié, résistant aux solvants, qui sera imperméable à la pénétration des solvants et aux dommages après durcissement. Les pièces en aluminium plaqué et en acier inoxydable n’ont pas besoin d’être protégées contre l’enduit.
(1) Un apprêt sensible aux solvants sur les composants en métal ferreux et en alliage d’aluminium qui seront en contact avec le tissu peut être protégé contre les dommages causés par les solvants en étant recouvert d’un apprêt époxy bicomposant. Un apprêt époxy conforme à MIL-P-53022 (révision en vigueur) est acceptable.
(2) Les petites surfaces métalliques ou en bois, telles que les chapeaux de nervures, auxquelles le tissu ne sera pas collé à l’enduit dans le cadre de la procédure particulière de fixation du tissu, peuvent être protégées contre les dommages de l’enduit par du ruban cellophane ou du papier aluminium.
e. Protection contre le frottement. Le tissu et le ruban de finition sont souvent coupés par le papier abrasif sur les arêtes vives pendant la procédure d’enduction et de finition, puis lors du polissage. Toutes les arêtes métalliques vives ou les vis, clous, rivets et têtes de boulons saillants doivent être recouverts d’un ruban anti-frottement pour empêcher la coupure et l’usure du tissu après installation. Utiliser un ruban adhésif en coton approprié sans bavure, un ruban de finition ou des bandes de tissu découpées dans le tissu utilisé pour recouvrir l’aéronef, fixées à l’enduit.
(1) Les petits trous découpés dans le tissu pour permettre le passage des haubans, des câbles de commande et des ferrures doivent être renforcés avec du ruban de finition ou des pièces de tissu découpées dans le même tissu utilisé pour le recouvrement.
(2) Les zones nécessitant une protection supplémentaire contre le frottement, telles que les câbles de commande appliqués fermement contre la surface du tissu, doivent être protégées par des pièces découpées dans de la toile de coton épaisse, du cuir ou du plastique. Ces pièces peuvent être cousues, enduites ou collées en place, selon le cas.
(3) Tous les câbles de traînée et d’anti-traînée dans les ailes doivent être protégés contre le frottement aux points de croisement.
f. Contreventement entre nervures. Utiliser un ruban de tissu tissé de même qualité et de même largeur que celui utilisé pour le renfort du lardage des nervures, lorsque cela est intégré dans la conception de l’aile par le constructeur d’origine de l’aéronef. Lorsque le cheminement d’origine du contreventement entre nervures n’est pas connu, le ruban sera disposé en diagonale, en alternant entre le dessus et le dessous de chaque chapeau de nervure sur chaque nervure successive, s’il s’agit d’une seule paire, à mi-distance entre les longerons avant et arrière. Le nombre de paires de rubans reproduira l’installation du constructeur d’origine de l’aéronef. Les rubans seront posés en continu de l’emplanture de l’aile jusqu’à l’arceau de saumon d’aile, avec un tour de ruban autour de chaque bande de chapeau de nervure intermédiaire. Il convient de veiller à positionner le ruban de manière à ne pas interférer avec les câbles de commande, les renvois ou les tringles de commande.
g. Préparation des surfaces en contreplaqué pour le recouvrement. Avant le recouvrement des surfaces en contreplaqué, préparer la surface en la ponçant, en la nettoyant et en appliquant un scellant et de l’enduit. Lorsque les surfaces en contreplaqué doivent être recouvertes d’un tissu léger en fibre de verre au lieu de tissu, aucun scellant ni enduit ne doit être appliqué sur le contreplaqué car cela empêcherait la pénétration de la résine époxy.
(1) Poncer les surfaces en contreplaqué selon les besoins pour éliminer les résidus d’enduit ou de vernis anciens et non adhérents afin d’obtenir une surface de collage propre. Éliminer toute huile, graisse ou autre contamination avec un solvant approprié tel que le naphta. Les petites zones rugueuses et les irrégularités de la surface du contreplaqué ainsi qu’autour de toute réparation peuvent être remplies et lissées avec un mastic pour bois de qualité commerciale approprié. Le remplissage de grandes dépressions de gauchissement sur les surfaces en contreplaqué avec un mastic à des fins esthétiques n’est pas acceptable.
(2) Après nettoyage et ponçage de toutes les surfaces en contreplaqué, sceller le fil du bois avec un vernis époxy bicomposant approprié résistant aux solvants. Après séchage complet du vernis, appliquer deux couches d’enduit transparent au pinceau ou au pistolet, en respectant un temps de séchage suffisant entre les couches.
2-7. COUTURES DU TISSU.
Les coutures parallèles à la ligne de vol sont préférables ; cependant, les coutures transversales sont acceptables.
a. Coutures cousues.
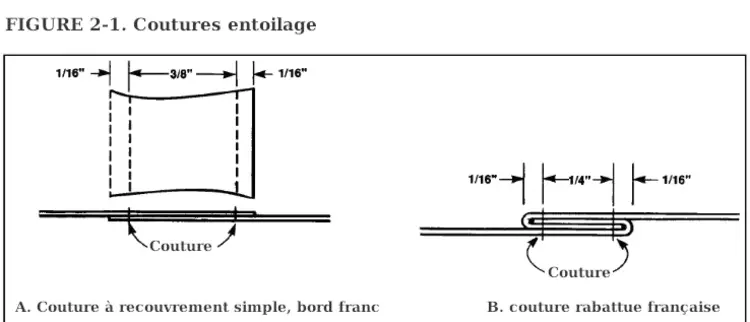
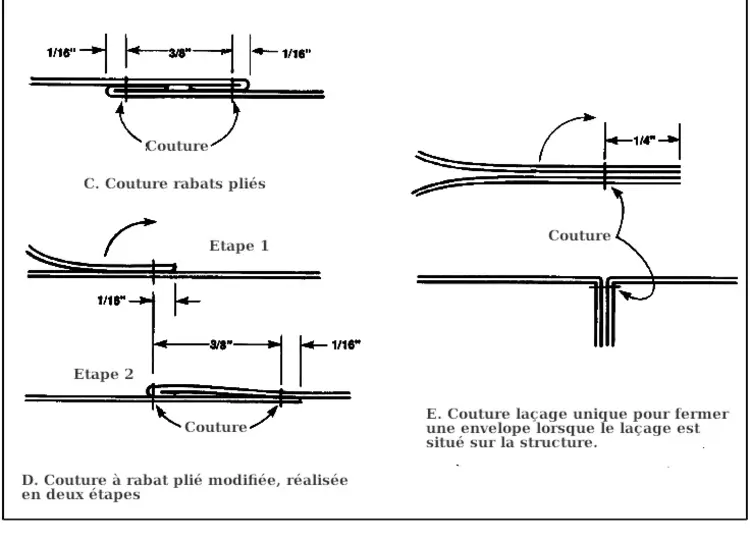
(1) Les coutures cousues à la machine doivent être à double piqûre en utilisant l’un des styles illustrés à la Figure 2-1, Image A, B, C ou D. Une couture cousue à la machine utilisée pour fermer une enveloppe à une extrémité d’aile, au bord de fuite d’aile, à l’empennage et au bord de fuite des gouvernes, ainsi qu’à un longeron de fuselage, peut être réalisée avec une seule piqûre lorsque la couture sera positionnée sur une structure. (Voir Figure 2-1, Image E.) La taille de l’enveloppe doit permettre d’accommoder les ferrures ou autres petites saillies avec un excédent minimal pour l’installation. Les coutures de bord d’attaque cousues épaisses ou saillantes doivent être évitées sur les profils minces avec un faible rayon de bord d’attaque car elles peuvent agir comme un générateur de décrochage.
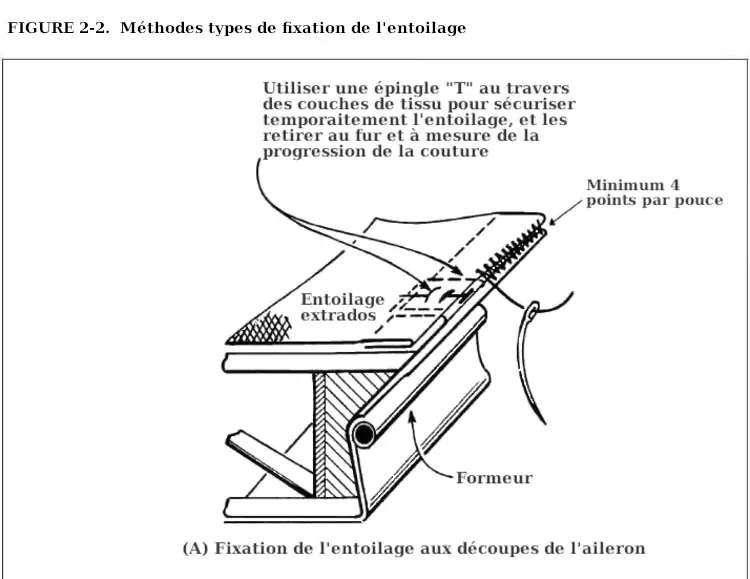
(2) Coudre à la main, avec des points de surjet simples ou de type baseball à raison d’au moins quatre points par pouce, ou effectuer un pointage permanent, jusqu’au point où le tissu non coupé ou une couture à la machine est atteint. Verrouiller la couture à la main à des intervalles maximum de 10 points avec un double nœud demi-clé, et terminer le point final avec un double nœud demi-clé. Au point où la couture à la main ou le pointage permanent est nécessaire, couper le tissu de manière à pouvoir le replier sur au moins 3/8 pouce avant d’effectuer la couture ou le pointage permanent. (Voir Figure 2-2.)
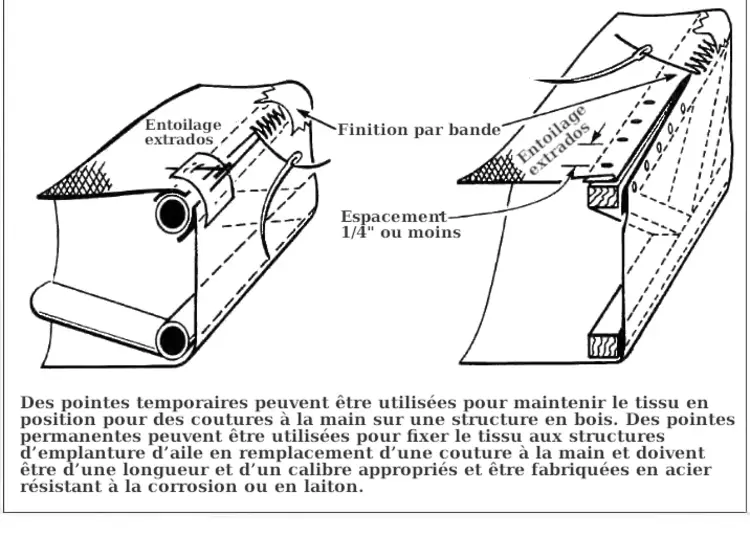
(3) Après l’achèvement de la couture à la main, toutes les pointes temporaires utilisées pour fixer le tissu sur les structures en bois peuvent être retirées.
(4) Recouvrir une couture cousue dans le sens de l’envergure sur le bord d’attaque d’une aile avec un ruban de surface à bords crantés d’une largeur minimale de 4″, le ruban étant centré sur la couture.
(5) Recouvrir une couture cousue dans le sens de l’envergure au bord de fuite de l’aile avec un ruban de surface à bords crantés d’au moins 3″ de large. Pour les aéronefs dont la vitesse à ne jamais dépasser est supérieure à 200mph, découper des encoches en V d’au moins 1″ de profondeur et 1/4″ de largeur dans les deux bords du ruban de surface lorsqu’il est utilisé pour recouvrir des coutures dans le sens de l’envergure sur les bords de fuite des gouvernes. Espacer les encoches à des intervalles n’excédant pas 6″. Pour les rubans de moins de 3″ de large, les encoches doivent représenter 1/3 de la largeur du ruban. Dans le cas où le ruban de surface commencerait à se décoller en raison d’une mauvaise adhérence ou d’autres causes, le ruban se déchirera au niveau d’une encoche, empêchant ainsi le desserrage progressif de toute la longueur du ruban, ce qui pourrait affecter gravement la contrôlabilité de l’aéronef. Un ruban desserré agit comme un tab de trim uniquement sur une surface mobile. Il devient un spoiler sur une surface fixe et n’a aucun effet au bord de fuite autre que la traînée.
(6) Réaliser les coutures cousues dans le sens de l’envergure sur les surfaces supérieure ou inférieure de l’aile de manière à minimiser toute saillie. Recouvrir les coutures avec un ruban de finition d’au moins 3″ de large, le ruban étant centré sur la couture.
(7) Les coutures cousues parallèles à la ligne de vol (dans le sens de la corde) peuvent être situées au-dessus des nervures. Toutefois, une attention particulière doit être portée afin d’éviter d’endommager les fils de couture par les aiguilles de lardage de nervures, les vis, les rivets ou les agrafes filaires utilisés pour fixer le tissu à la nervure. Recouvrir les coutures dans le sens de la corde avec un ruban de finition d’au moins 3″ de large, le ruban étant centré sur la couture.
b. Coutures enduites.
(1) Pour une couture dans le sens de l’envergure, chevauchée et enduite, sur le bord d’attaque d’une aile, faire chevaucher le tissu d’au moins 4″ et recouvrir avec un ruban de finition d’au moins 4″ de large, le ruban étant centré sur le bord extérieur de la couture de recouvrement.
(2) Pour une couture dans le sens de l’envergure, chevauchée et enduite, au bord de fuite, faire chevaucher le tissu d’au moins 3″ et recouvrir avec un ruban de surface à bords crantés d’au moins 4″ de large, le ruban étant centré sur le bord extérieur de la couture de recouvrement.
(3) Pour une couture chevauchée et enduite sur les saumons d’aile, les emplantures d’aile, les périmètres des gouvernes d’aile, les périmètres des surfaces d’empennage et toutes les zones du fuselage, faire chevaucher le tissu de 2″ et recouvrir avec un ruban de finition d’au moins 3″ de large, centré sur le bord extérieur de la couture de recouvrement.
(4) Pour une couture chevauchée et enduite sur le bord d’attaque d’une aile, sur les aéronefs dont la vitesse à ne jamais dépasser (Vne) est inférieure ou égale à 150 mph, faire chevaucher le tissu de 2″ et recouvrir avec un ruban de finition d’au moins 3″ de large, le ruban étant centré sur le bord extérieur de la couture de recouvrement.
(5) Pour une couture chevauchée et enduite sur le périmètre d’une aile (sauf le bord d’attaque), les périmètres des gouvernes d’aile, les périmètres des surfaces d’empennage et toutes les zones d’un fuselage, sur les aéronefs dont la vitesse Vne est inférieure ou égale à 150 mph, faire chevaucher le tissu de 1″ et recouvrir avec un ruban de finition d’au moins 3″ de large, centré sur le bord extérieur de la couture de recouvrement.
2-8. MÉTHODES DE RECOUVREMENT.
La méthode de fixation du tissu doit être identique, en termes de résistance et de fiabilité, à la méthode utilisée par le constructeur de l’avion faisant l’objet du réentoilage ou de la réparation. Retirer soigneusement l’ancien tissu de la cellule, en notant l’emplacement des trappes d’inspection, des œillets de drainage et la méthode de fixation. Le tissu en coton ou en lin peut être appliqué de sorte que les fils de chaîne ou de trame soient parallèles à la ligne de vol. La méthode de l’enveloppe ou la méthode de la nappe est acceptable.
a. La méthode de l’enveloppe. Une enveloppe d’aile peut être réalisée par deux méthodes. Coudre à la machine, côte à côte, plusieurs sections de tissu, découpées pour faire le tour de l’aile dans le sens de la corde, en commençant et en terminant au bord de fuite avec un excédent de longueur d’au moins 1″. L’enveloppe cousue est ensuite positionnée autour de l’aile et fixée avec des épingles à tête en T rapprochées au saumon et au bord de fuite. Le matériau excédentaire peut ensuite être coupé. Retirer soigneusement l’enveloppe et terminer par une couture à la machine au saumon et le long du bord de fuite, sauf lorsque la géométrie de l’aile (découpe d’aileron et de volet) empêche la remise en place de l’enveloppe cousue. Après réinstallation de l’enveloppe, les sections non cousues et l’extrémité de jonction sont ensuite fermées par couture à la main ou par des coutures chevauchées et enduites conformément à la vitesse Vne de l’aéronef. (Voir sous-paragraphe 2-7b.)
(1) Une méthode alternative, lorsque du tissu de largeur suffisante est disponible, consiste à coudre ensemble, côte à côte, deux sections de tissu, en plaçant les coutures dans le sens de l’envergure sur le bord d’attaque, puis à ajuster et coudre le saumon et le bord de fuite de la même manière que pour une enveloppe en plusieurs pièces dans le sens de la corde.
(2) Une enveloppe peut être réalisée pour le fuselage de la même manière, avec une fermeture finale le long d’un longeron par couture à la main ou par des coutures chevauchées et enduites conformément à la vitesse Vne de l’aéronef.
b. La méthode de la nappe. Une nappe est réalisée en cousant ensemble, côte à côte, plusieurs sections de tissu avec des coutures dans le sens de la corde ou deux larges sections de tissu, côte à côte, en plaçant la couture dans le sens de l’envergure sur le bord d’attaque, comme pour une enveloppe. Fermer les trois côtés restants avec une couture à la main ou des coutures chevauchées et enduites conformément à la vitesse Vne de l’aéronef. Les petits composants peuvent être recouverts en enroulant une pièce de tissu sur un bord d’attaque ou de fuite rectiligne, puis en fermant trois côtés avec des coutures à la main ou des coutures chevauchées et enduites conformément à la vitesse Vne de l’aéronef.
NOTE : Toutes les coutures chevauchées et enduites doivent être réalisées uniquement sur des structures de support sous-jacentes s’étendant sur toute la largeur de la couture.
c. Alternative à la couture machine. Une alternative aux coutures à la machine sur une enveloppe ou une nappe d’aile consiste à utiliser deux sections de tissu large dans le sens de l’envergure. Fixer le tissu avec des coutures chevauchées et enduites au bord d’attaque et au bord de fuite, au saumon et à l’emplanture d’aile, conformément aux vitesses Vne de l’aéronef. (Voir sous-paragraphe 2-7b.) Les composants plus petits peuvent être recouverts de la même manière. Le fuselage peut être recouvert avec plusieurs sections de tissu avec des coutures chevauchées et enduites sur les longerons ou d’autres structures larges formant support, conformément à la vitesse Vne de l’aéronef. (Voir sous-paragraphe 2-7b.)
d. Trous dans le tissu. Ne jamais découper de trous dans le tissu pour les panneaux d’inspection, les ferrures de longeron ou les œillets de drainage ; ni fixer le tissu à la cellule avec des vis de lardage de nervures, des rivets, des agrafes ou du cordon de couture de nervures tant que le tissu n’a pas été partiellement tendu et stabilisé avec plusieurs couches d’enduit.
2-9. BANDE DE RENFORT.
a. La bande de renfort doit être solidement collée à la surface du tissu avec de l’enduit avant le lardage au cordon ou l’installation de la quincaillerie. Lorsque plusieurs fixations sont proches les unes des autres, comme sur une nervure d’aile, une bande de renfort continue doit être installé, s’étendant au moins 1″ au-delà de la dernière fixation à chaque extrémité. Un espacement aléatoire ou large, comme sur les lisses de fuselage ou les surfaces d’empennage, peut être renforcé avec des longueurs de bande de renfort de 2″ centrées sur l’emplacement de fixation.
b. Les bandes de renfort doivent être de largeur appropriée pour la fixation de la quincaillerie telle que vis, rivets, agrafes filaires, etc., qui traversent le centre de la bande. La bande de renfort sous le lardage au cordon doit être de la même largeur que la nervure à laquelle le tissu est lacé et peut être constituée de plusieurs largeurs placées côte à côte pour obtenir la largeur requise.
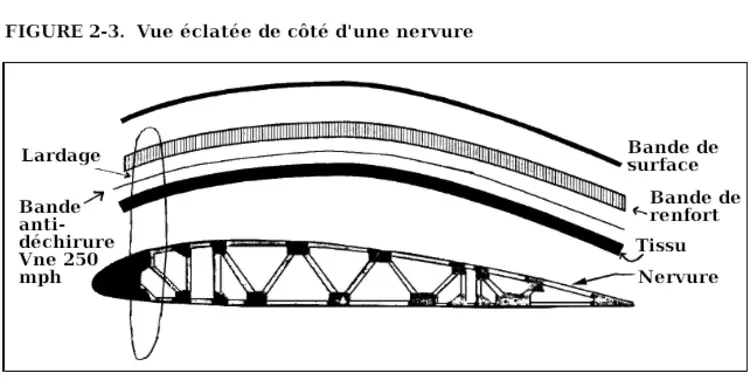
c. Lorsque la vitesse Vne de l’aéronef dépasse 250 mph, des bandes anti-déchirure, découpées dans un tissu de même qualité que celui utilisé pour recouvrir l’aéronef, sont recommandées pour être utilisées sous la bande de renfort sur toute la surface supérieure de l’aile et sur la partie de la surface inférieure de l’aile située dans le flux d’hélice. Le flux d’hélice est considéré comme le diamètre de l’hélice plus une nervure extérieure. La bande anti-déchirure doit être installée complètement autour de l’aile, en commençant et en se terminant au bord de fuite dans le flux d’hélice, et installée depuis le bord de fuite, en passant par-dessus le bord d’attaque et en revenant en dessous jusqu’au longeron avant sur le reste des nervures. Les bandes anti-déchirure doivent dépasser de 1/2″ au-delà des bords des chapeaux de nervures et être solidement collées au tissu avec de l’enduit avant l’installation de la bande de renfort. (Voir Figure 2-3.)
A suivre partie 2