Construire un avion composite -2/3-
Le mois dernier, j’ai commencé une série d’articles au sujet de la construction composite. En guise de révision, j’ai abordé l’histoire des avions composites dans le domaine de l’aviation sportive, défini le terme « composite » et énuméré les étapes de la construction d’un avion composite. Les étapes de la construction sont : (1) décision et planification, (2) construction de base et assemblage, (3) installation des systèmes, (4) remplissage et finition, et (5) inspection, certification et préparation finale au vol. Notre étude de ce mois-ci commencera par la phase de construction de base et d’assemblage.
La construction de base commence par la sécurité. Les considérations de sécurité sont d’une importance capitale lorsque vous commencez la construction réelle de votre avion composite. Travailler avec des composites peut être dangereux si les précautions appropriées ne sont pas prises.
QUESTIONS DE SÉCURITÉ
Toutes les résines, durcisseurs, catalyseurs, solvants… en bref, tous les produits chimiques utilisés dans la construction composite doivent être considérés comme dangereux.
Certains sont plus dangereux que d’autres, mais tous présentent un risque potentiel pour la santé. L’absorption de ces produits chimiques par la peau constitue un danger majeur. Les époxydes peuvent être absorbés par contact cutané et les effets sont cumulatifs avec une utilisation prolongée. Vous pouvez utiliser une certaine époxy pendant des années sans réaction cutanée indésirable, puis soudainement devenir sensibilisé et développer une éruption douloureuse ou un autre problème.
Il existe une grande divergence d’opinions parmi les professionnels concernant la meilleure façon de protéger votre peau (les mains en particulier). Il est impossible de faire une déclaration catégorique sur la manière de protéger vos mains. C’est impossible car il existe des différences physiologiques individuelles. En fin de compte, certaines personnes sont beaucoup plus sensibles que d’autres.
Si vous commencez tout juste à travailler avec des résines et que vos risques de contact avec les produits chimiques sont minimes, vous pouvez utiliser une crème barrière pour la peau. La clé de l’utilisation d’une crème barrière est d’en remettre au moins toutes les heures. Les crèmes barrière offrent une protection adéquate lorsque l’exposition est limitée. Les gants en latex offrent également une protection et sont largement utilisés. Certaines personnes utiliseront à la fois la crème plus les gants en latex. La transpiration des mains contribue souvent à une réaction allergique. Pour éviter cela, beaucoup utilisent des sous-gants en coton suivis de gants en vinyle ou en butyle. Dans l’ensemble, les gants en butyle offrent la meilleure protection possible, mais ils sont coûteux. Vous devrez décider quelle méthode fonctionne le mieux pour vous. Évitez tout contact cutané avec les époxydes. Il n’existe pas d’époxydes sans danger.
Portez des chemises à manches longues pour protéger vos bras. Ne vous lavez jamais les mains avec des solvants après avoir travaillé avec des résines. Utilisez uniquement de l’eau et du savon. Un bon nettoyant pour les outils composites est le vinaigre de cidre ordinaire. L’alcool dénaturé fonctionne également bien. Il n’y a vraiment aucune raison d’utiliser des solvants dans la construction composite. Ne respirez pas les vapeurs émises lors de l’utilisation des résines. Assurez-vous de travailler dans un endroit très bien ventilé et utilisez un respirateur à filtre à charbon comme précaution supplémentaire.
Un danger supplémentaire lié à l’utilisation des résines est la réaction exothermique qui résulte du processus de durcissement. Une augmentation rapide de la température se produit lorsque le processus de durcissement du système de résine commence. Il faut éviter de mélanger de grandes quantités de résines. Souvent, une grande quantité de résine peut dégager tellement de chaleur que la température peut atteindre un niveau capable de provoquer un incendie. Pour éviter ce problème, mélangez de petites quantités, pas plus d’un quart (0,95 litre).
Les résines polyester vinyliques présentent un autre type de problème. La sensibilité de la peau n’est souvent pas aussi prononcée qu’avec les époxydes. Cependant, les résines polyester vinyliques doivent être catalysées à l’aide de M.E.K.P. (peroxyde de méthyléthylcétone). Ce produit chimique est très dangereux en cas de contact avec les yeux. Assurez-vous de porter une protection oculaire si vous utilisez une résine polyester vinylique. Des problèmes supplémentaires peuvent survenir si vous préparez vous-même la résine polyester vinylique. En général, une résine polyester vinylique est déjà préparée lorsque vous la recevez.
Comme je l’ai mentionné le mois dernier, la découpe des matériaux du noyau peut présenter un problème de sécurité. Le seul matériau de noyau que nous découpons à l’aide d’un dispositif à fil chaud est le polystyrène. Toutes les autres mousses dégagent un gaz toxique lorsqu’elles brûlent. Elles doivent être découpées à l’aide d’une scie ou d’un couteau. Rappelez-vous : ne brûlez pas les restes de mousse d’uréthane. Le gaz émis est du cyanure. Lorsque vous découpez à la scie, portez un masque anti-poussière pour éviter d’inhaler les particules.
Le ponçage des matériaux de renforcement libère de petites fibres en suspension dans l’air. Pour protéger vos poumons de ces particules, vous devez porter un masque anti-poussière ou un respirateur. Protégez également votre peau contre ces petites particules de verre. Le mélange de microballons (petites sphères de verre) libère ces sphères dans l’air. Ne respirez pas ces sphères de verre. La fibre de verre broyée, le Cab-O-Sil et le coton flox présentent le même problème. Ne respirez pas ces particules et ne les laissez pas entrer en contact avec votre peau. Une protection oculaire doit également être utilisée pour empêcher les particules d’atteindre vos yeux.
La construction composite comporte certains dangers. Cependant, pour chaque type de construction, nous sommes confrontés à différents types de problèmes de sécurité. Une connaissance adéquate et une préparation suffisante vous protégeront des risques liés à la construction d’un avion composite.
TECHNIQUES DE CONSTRUCTION DE BASE
Un bref aperçu de chaque étape impliquée dans la construction composite suit. Cette étude est une introduction à la construction composite et donne une vue d’ensemble. Les étapes réelles impliquées nécessitent une analyse plus détaillée que ne le permet l’espace disponible.
Découpe des noyaux en mousse

Si vous construisez un avion à partir d’un jeu de plans, vous découperez les noyaux de mousse selon la forme d’un profil aérodynamique. De nombreux avions en kit sont livrés avec des pièces préfabriquées, évitant ainsi la nécessité d’apprendre à façonner une section de l’avion. En supposant que vous deviez découper le noyau en mousse, je vais brièvement décrire la procédure.
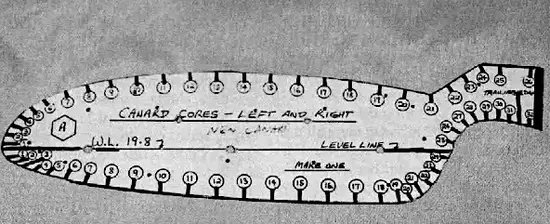
Vous aurez besoin d’une grande table de travail sur laquelle poser vos morceaux de mousse pour le façonnage. Si nous utilisons de la mousse de polystyrène, nous fabriquerons un gabarit ayant la forme de notre profil aérodynamique à partir de nos plans, en utilisant du masonite ou de l’aluminium comme support. Des clous duplex sont utilisés pour fixer le gabarit à la mousse. Remarquez que le gabarit comporte des chiffres sur un côté. Ces chiffres sont utilisés pour garantir une découpe uniforme par les deux personnes nécessaires pour découper la mousse au fil chaud. Une personne annonce le numéro où se trouve effectivement le fil, et l’autre s’assure que le fil chaud de son côté est au numéro correspondant.
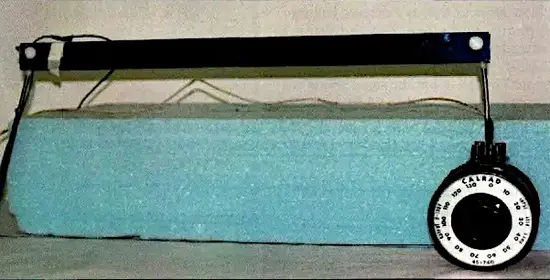
Notre dispositif de fil chaud n’est rien de plus qu’un fil d’inconel monté entre deux tiges, une source d’électricité fournissant du courant à travers le fil. Le fil devient chaud et fond littéralement à travers la mousse, formant une surface très lisse et régulière. Les dispositifs à fil chaud peuvent mesurer jusqu’à environ 60 pouces de large. Au-delà, ils deviennent difficiles à manipuler.

Comme vous pouvez le constater, plusieurs morceaux de mousse devront être découpés et façonnés, puis collés ensemble pour former un profil aérodynamique complet, comme une aile. Le façonnage final de la pièce se fait généralement par ponçage. Une fois que chaque pièce a été correctement façonnée, toutes les pièces sont ensuite collées ensemble à l’aide d’un mélange de résine. Cela complète la section du profil aérodynamique. En général, un façonnage supplémentaire est nécessaire après le collage des pièces. L’ensemble de la structure en mousse est ensuite préparé pour recevoir le matériau de renforcement.
La mousse de polystyrène a de grandes cellules qui doivent être remplies. Si ces cellules ne sont pas remplies, la matrice de résine sera absorbée dans la mousse par ces cellules. Cela entraînera une utilisation excessive de résine, augmentant le poids total. De plus, une mauvaise liaison avec le matériau de renforcement peut en résulter à cause des vides éventuels. Ces cellules sont remplies à l’aide d’un matériau de remplissage. Celui-ci peut être un mélange de résine et de microballons, mélangé jusqu’à obtenir la consistance d’une sauce épaisse. Un autre produit de remplissage souvent utilisé pour ce processus est le SuperFil, un matériau léger, pré-mélangé, fabriqué par Poly-Fiber. Une fine couche du produit de remplissage est ensuite appliquée sur le matériau de base à l’aide d’une raclette en caoutchouc. Les mousses d’uréthane et de PVC nécessitent généralement une microslurry de viscosité différente, car leurs cellules sont très petites.
Application du matériau de renforcement
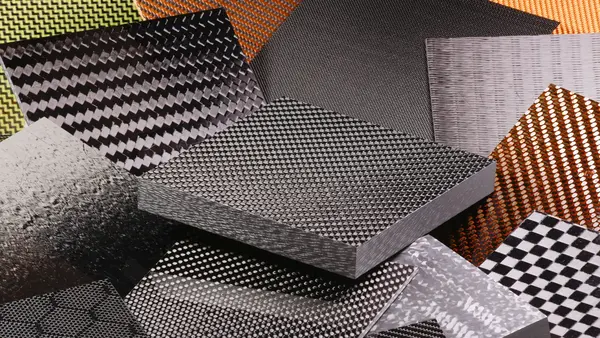
En nous rappelant la structure composite, nous avons essentiellement trois matériaux. Le premier est le noyau (généralement en mousse), le second est le matériau de renforcement (généralement en fibre de verre), et le troisième est la matrice de résine (généralement de l’époxy) qui lie les matériaux. Les trois ensemble forment une pièce très résistante.
Une fois la mousse correctement scellée, nous sommes maintenant prêts à « poser » les couches de matériau de renforcement. Le type de matériau et le nombre de couches sont déterminés par le concepteur de l’avion. Assurez-vous de suivre les plans du fabricant ou du concepteur. La fibre de verre est généralement placée sur la mousse en couches, la résistance requise déterminant le nombre de couches.

La zone de travail doit être propre, avec une température idéale comprise entre 70° et 80°F (21° à 27°C). Découpez vos pièces de fibre de verre à l’aide de cisailles conçues pour ce type de matériau. Gardez les pièces propres. Dans le but de minimiser le poids total de l’avion, le poids de la résine doit être égal ou légèrement inférieur à celui de la fibre de verre que vous posez. Si vous visez une répartition de poids 50-50 entre la résine et la fibre de verre, vous atteindrez généralement votre objectif.
Il est essentiel d’imprégner soigneusement le tissu tout en veillant à ne pas utiliser trop de résine. L’excès de résine est gaspillé et ajoute simplement du poids supplémentaire. Pesez donc la fibre de verre ou le matériau que vous collez et mélangez la quantité correspondante de résine. La méthode la plus précise pour mélanger les résines consiste à utiliser une simple balance postale.
Ces balances sont relativement peu coûteuses. Préparez-vous à mélanger les résines en protégeant votre peau. À l’aide d’un gobelet gradué, pesez les quantités appropriées de résine et de durcisseur indiquées sur le contenant. Mélangez les deux en remuant avec un bâton de mélange pendant au moins deux minutes afin d’assurer un mélange homogène. À une température de 70°F, vous disposerez généralement d’un temps de travail d’environ 45 minutes, selon le système de résine utilisé.
Placez la fibre de verre sur la surface de la mousse en orientant les fibres selon le dessin, puis versez une petite quantité de résine sur la fibre de verre. Utilisez la raclette en caoutchouc pour étaler la résine sur le tissu. Des pinceaux et des rouleaux laminés rainurés sont souvent utilisés dans le processus de stratification. Assurez-vous de recouvrir uniformément la fibre de verre avec le mélange de résine. Nettoyez vos outils avec du vinaigre de cidre.
Points à retenir :
- un mélange adéquat de la résine est essentiel pour assurer une résistance de collage suffisante
- mélangez de petites quantités pour éviter le problème d’exothermie
- imprégnez soigneusement le tissu sans utiliser un excès de résine
- et n’oubliez pas de protéger votre peau.
Utilisation du peel ply (tissu d’arrachage)
Le peel ply est un tissu en nylon ou en polyester (semblable au tissu utilisé sur les avions) employé après la stratification afin d’éliminer l’excès de résine et d’assurer une liaison adéquate entre les couches de fibre de verre. Ce matériau est placé sur la résine avant qu’elle ne durcisse. Il est appliqué à la raclette, absorbant la résine située en dessous du peel ply lui-même. La résine est ensuite laissée à durcir, puis le peel ply est retiré du stratifié. Le résultat est une surface très lisse, obtenue sans ponçage, qui favorise une meilleure adhérence des couches suivantes de matériau.
L’utilisation du peel ply sur les stratifiés (couches) de matériau présente les avantages suivants :
- le peel ply permet aux fibres de rester bien à plat,
- il réduit la quantité de ponçage nécessaire,
- il augmente l’adhérence lors des collages ultérieurs et l’adhérence des apprêts,
- il réduit la quantité de résine utilisée sur la structure.
Mise sous vide
Ce terme est familier à de nombreux constructeurs, mais souvent mal compris. La mise sous vide est, tout simplement, une méthode plus sophistiquée utilisée pour éliminer l’excès de résine et améliorer la qualité du stratifié. La mise sous vide consiste à utiliser une pompe à vide pour « tirer » un vide sur plusieurs parties d’un stratifié. Cela resserre les pièces les unes contre les autres, expulsant toutes les bulles d’air et l’excès de résine. Le procédé permet également de maintenir les renforts, les résines et les matériaux du noyau en parfaite conformité avec des formes complexes.
 Sans aucun doute, la mise sous vide augmente le temps et le coût en matériaux d’un stratifié. Cependant, elle offre des avantages significatifs lorsque le rapport résistance/poids optimal est essentiel.
Sans aucun doute, la mise sous vide augmente le temps et le coût en matériaux d’un stratifié. Cependant, elle offre des avantages significatifs lorsque le rapport résistance/poids optimal est essentiel.
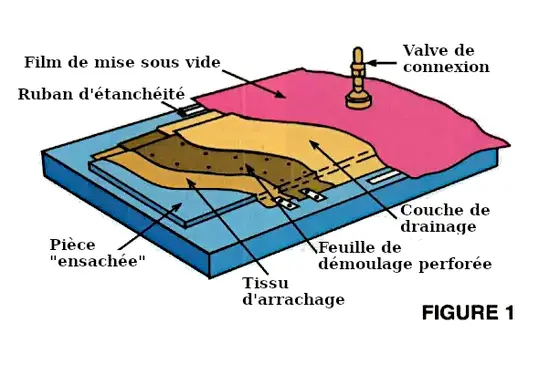
Bien que les matériaux spécifiques puissent varier selon l’application particulière, les composants de base d’un assemblage sous vide comprennent le stratifié (couche de fibre de verre), le peel ply, le bleeder ply (couche de drainage), le film de mise sous vide, le joint d’étanchéité, le connecteur et la pompe à vide (voir Figure 1).
Comme indiqué, le peel ply est également utilisé dans cette application. La pompe à vide est raccordée par la valve de connexion au film de mise sous vide. Le film de mise sous vide contient le vide et applique la pression sur le stratifié. Il doit être capable de s’étirer et de s’adapter sans se rompre. Le bleeder ply absorbe l’excès de résine et répartit uniformément le vide sur toute la surface. Une feuille de libération perforée permet à l’excès de résine de passer de la pièce mise sous vide vers le bleeder ply. Le peel ply sépare le stratifié durci de l’assemblage sous vide, permettant le retrait après durcissement.
Le retrait du peel ply n’est généralement effectué que lorsque la surface est prête à être peinte ou à recevoir un collage secondaire. Le laisser en place protège la surface du stratifié contre la saleté et l’huile. Une quantité considérable de pression peut être appliquée à l’aide de ce procédé. Par exemple, un vide de 15 pouces de mercure produit une force dépassant 1000 livres par pouce carré. Comme vous pouvez le constater, c’est un moyen très efficace d’éliminer l’excès de résine et les vides.
Post-durcissement
Le post-durcissement est un procédé utilisé pour obtenir la résistance maximale d’une résine. Pour comprendre le post-durcissement, il est nécessaire de définir le terme température de transition vitreuse ou Tg. La température à laquelle une résine passe d’un état dur et vitreux à un état mou et caoutchouteux est appelée sa Tg. À la Tg, la résistance à la traction, la résistance chimique et la dureté sont considérablement réduites, tandis que la flexibilité augmente.
Le post-durcissement est effectué en élevant la température du stratifié au-dessus de la température normale de durcissement à température ambiante. La plupart des systèmes de résine n’atteignent pas leur pleine résistance à moins d’être durcis à une température nettement supérieure à la température ambiante. Généralement, cette température est environ 22°C en dessous de la Tg spécifiée pour la résine.
La température de post-durcissement ne doit jamais dépasser la température maximale tolérée par un autre matériau du stratifié, tel que la mousse. Sans post-durcissement, la Tg ne sera qu’à environ 40°F au-dessus de la température à laquelle la résine a été durcie. Lors d’une journée chaude, la température d’une structure peut dépasser la Tg, ce qui pourrait ramollir l’ensemble de la matrice. Ce ramollissement peut entraîner un décollement de la matrice dans la partie chauffée. La surface auparavant lisse révèle alors la trame du tissu. L’intégrité structurelle peut également être affectée par les hautes températures dans les structures non post-durcies.
Avec cela en tête, il est important de suivre une procédure de post-durcissement. Vous pouvez le faire vous-même en introduisant la quantité de chaleur appropriée dans une structure ignifuge en forme de tente contenant votre pièce ou l’avion entier. Introduisez la chaleur progressivement jusqu’à atteindre la température spécifiée par le fabricant de la résine. En général, cette température se situe entre 140° et 180°F (60° à 82°C). Encore une fois, il faut veiller à ne pas dépasser la température de dégradation d’autres composants, comme la mousse.
L’étude ci-dessus vous fournira une compréhension de base de la construction composite. La plupart des avions en kit composites ne nécessitent pas la mise en forme du profil aérodynamique à partir de mousse. À la place, on vous fournit des sections de l’avion qui doivent être assemblées par collage.
Le mois prochain, je conclurai la discussion sur la construction composite en présentant des informations concernant les techniques de collage et la finition des surfaces composites. Avec un peu de chance, à la fin de ces articles, vous aurez une compréhension de base des avions composites et de la façon dont ils sont assemblés. À ce moment-là, vous serez prêt à décider quel avion vous souhaitez construire.