
Construire un avion composite -3/3-
Cet article conclut la série sur la construction composite. Les deux articles précédents ont défini le mot « composite », abordé les questions de sécurité, énuméré les étapes de la construction d’un avion composite et présenté les techniques de construction composite de base.
Encore une fois, les cinq étapes de la construction composite sont :
- décision et planification,
- construction de base et assemblage,
- installation des systèmes,
- remplissage et finition,
- inspection, certification et préparation finale au vol.

L’article du mois dernier s’est conclu par la présentation de la plupart des étapes de construction et d’assemblage. Dans ce numéro, je compléterai l’étude des étapes de construction, puis passerai en revue les étapes d’installation des systèmes et de finition.
La majorité des avions construits à partir de plans exigent que le constructeur forme entièrement toute la structure en utilisant les techniques de découpe de mousse et de fil chaud précédemment présentées. Certains avions en kit utilisent également cette procédure de construction pour certaines parties de leur conception. En général, cependant, un avion en kit ne demandera qu’une petite quantité de façonnage et de modelage.
Les avions composites en kit sont souvent vendus avec des pièces préformées qui ne nécessitent qu’un assemblage, un peu comme un modèle réduit d’avion. Cela réduit, bien sûr, considérablement le temps de construction. Le fabricant du kit assume la responsabilité d’une aile ou d’un fuselage correctement formé. Des moules sont construits par le fabricant et les pièces de l’avion sont effectivement fabriquées à l’intérieur de ces moules. Vous recevez ensuite les différents composants et les assemblez (collez) pour construire l’avion. Cela permet également au fabricant du kit de garantir la qualité de la construction, c’est-à-dire le mélange correct des résines, l’orientation des fibres de verre, etc.
Le nombre de pièces préformées et fournies au constructeur varie d’un kit à l’autre. Souvent, un fabricant de kits conçoit un avion en utilisant une combinaison de pièces préformées et de pièces non moulées (c’est le constructeur qui forme la pièce). Ainsi, au lieu d’avoir, par exemple, une aile avec un noyau en mousse, un fabricant de kits nous fournira une aile creuse.
Avec ce type de construction, la résistance de l’aile provient d’un certain type de système de longeron similaire à celui d’une aile en bois ou en métal. Une aile en bois ou en métal utilise une combinaison de longerons et de nervures pour supporter le revêtement en aluminium. Le nombre et l’espacement des nervures, la taille des longerons, etc., déterminent la résistance de l’aile. Il en va de même pour la construction composite. L’avantage d’une aile composite préformée réside dans le type de construction en sandwich qui est utilisé. Rappelons le terme « construction en sandwich », qui signifie que nous utilisons ensemble un noyau en mousse, un matériau de renforcement et une résine pour former notre structure. Une aile préformée utilisera la construction en sandwich uniquement sur le revêtement de l’aile.
Évidemment, le revêtement de l’aile n’utilisera qu’une fine couche de mousse ou de matériau de noyau, au lieu que toute l’aile soit construite selon la méthode du sandwich. L’aile préformée est courbée, ce qui lui confère également de la résistance, et elle est maintenue ensemble par des nervures, tout comme dans une construction conventionnelle. Les longerons et les nervures, fabriqués à partir de matériaux composites, sont ensuite utilisés de manière similaire à ceux d’un avion conventionnel. Ces longerons et nervures sont souvent fournis par le fabricant. Ce type de construction permet d’assembler l’aile avec un nombre minimal de nervures, contrairement à un avion métallique qui peut en nécessiter beaucoup plus pour atteindre la même résistance.
Avec ce type de construction composite, toutes ces pièces doivent être correctement collées (liées) entre elles. Il est essentiel que le collage soit effectué correctement.
COLLAGE
Le collage n’est pas un procédé nouveau dans la construction aéronautique. En fait, il est utilisé depuis les tout débuts de l’aviation. La technique consistant à coller des structures en bois est employée depuis des années. Beaucoup des principes de collage utilisés pour le bois se retrouvent également dans les composites. Le terme collage, appliqué aux composites, est utilisé pour décrire une méthode courante d’assemblage des structures composites. Le collage est le procédé par lequel des pièces préfabriquées sont assemblées lors de la construction de l’avion. Le collage des composites peut également être comparé au soudage du métal : il s’agit d’une méthode d’assemblage permanente.
 Plusieurs points importants doivent être pris en considération lors du collage. Il faut connaître la résistance nécessaire au niveau du joint, la surface de collage requise, le type de matériau à utiliser pour assurer l’adhérence, ainsi que la procédure d’application du matériau de collage. La préparation des surfaces à coller est également cruciale.
Plusieurs points importants doivent être pris en considération lors du collage. Il faut connaître la résistance nécessaire au niveau du joint, la surface de collage requise, le type de matériau à utiliser pour assurer l’adhérence, ainsi que la procédure d’application du matériau de collage. La préparation des surfaces à coller est également cruciale.
La première méthode de collage utilisée dans les avions de construction amateur comprend un processus en quatre étapes.
- La première étape consiste à découper et ajuster les pièces pour obtenir la forme et l’ajustement appropriés.
- La deuxième étape est de positionner les deux pièces ensemble. Cela peut être réalisé en utilisant des gabarits temporaires ou en les collant temporairement avec un adhésif non structurel.
- Troisième étape, il faut remplir les éventuels espaces qui peuvent exister en raison de la jonction des deux pièces.
- Dernière étape, créer le joint structurel proprement dit en utilisant des bandes humides (imbibées de résine) de matériau de renforcement (généralement de la fibre de verre) collées sur la zone reliant les deux composants (voir Figure 1).
L’exemple de la Figure 1 représente un fuselage typique avec deux moitiés préformées assemblées par le constructeur. Si l’on assemble deux pièces perpendiculaires (comme à la Figure 2), il faut alors créer un congé en utilisant à nouveau des couches humides de matériau de renforcement. Un exemple de ce type de construction serait l’assemblage d’une nervure d’aile sur le revêtement de l’aile.
La résistance d’un joint réalisé avec un congé provient du matériau de renforcement et non du congé lui-même. Le congé n’est nécessaire que pour éviter que les fibres de renforcement ne fassent un angle droit (90°) sans rayon. Les matériaux composites doivent avoir un rayon de courbure, tout comme la tôle métallique. Le nombre de bandes de matériau de renforcement posées sur le congé détermine la résistance du collage.
La deuxième méthode de collage composite est appelée collage adhésif (adhesive bonding). Le collage adhésif consiste à assembler des pièces à l’aide d’un adhésif structurel. Les adhésifs structurels vont de mélanges préformulés à deux composants sous forme de pâte, jusqu’à des résines de stratification structurelles mélangées avec du coton floqué ou des fibres de verre broyées pour fournir la résistance nécessaire.
La première méthode de collage mentionnée utilisait des résines de stratification et du matériau de renforcement pour créer un chevauchement de collage. Le collage adhésif, lui, nécessite qu’une zone de collage soit formée dans la pièce lors du moulage. Cela se fait généralement en abaissant un côté d’une pièce et en relevant le côté correspondant de la seconde. Ainsi, les deux pièces à assembler peuvent s’emboîter précisément l’une sur l’autre. Le joint formé lorsque les pièces sont assemblées de cette manière est appelé un « joggle » (voir Figure 3).
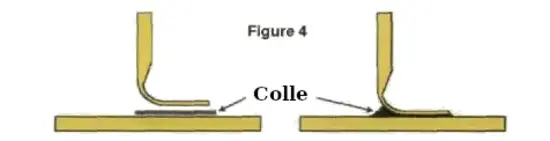
Avec ce type de chevauchement, le constructeur n’a qu’à appliquer l’adhésif structurel et à exercer une pression de serrage. La Figure 4 montre des joints collés par adhésif similaires aux joints stratifiés humides de la Figure 1.
Certains fabricants de kits préfèrent combiner les deux méthodes de collage afin d’obtenir la résistance maximale possible. La clé pour obtenir une bonne résistance dans tout joint est de préparer correctement les surfaces qui seront assemblées. La résine de stratification ou l’adhésif structurel doit bien adhérer aux surfaces. Celles-ci doivent être correctement nettoyées et poncées.
L’alternative principale au collage est la fixation mécanique à l’aide de rivets, vis, boulons, etc. Les avions métalliques utilisent typiquement uniquement des fixations mécaniques. Les avions composites utilisent des fixations mécaniques dans les zones où les pièces doivent être démontées pour la maintenance ou l’inspection. Ces zones comprennent les capots, les carénages, les ouvertures d’inspection, etc.
Le collage des pièces composites présente un avantage supplémentaire par rapport à la fixation mécanique, car il crée un joint sur toute la surface des pièces assemblées, et non seulement là où les fixations sont installées. Un joint collé sera aussi solide, voire souvent plus solide, qu’un joint mécaniquement fixé, à condition que le collage soit correctement effectué.
En résumé, pour obtenir un collage correct, il faut que les surfaces soient préparées correctement, qu’une zone de collage adéquate soit présentée et que le matériau adhésif approprié soit appliqué.
INSTALLATION DES SYSTÈMES
L’installation des différents systèmes dans un avion composite consommera environ un tiers du temps total de construction. Typiquement, le temps nécessaire pour construire un avion composite se répartit ainsi : un tiers pour la construction de base, un tiers pour l’installation des systèmes et un tiers pour la finition. L’installation des systèmes varie considérablement selon l’avion que vous construisez et selon ce qui a déjà été réalisé par le fabricant.
L’installation des systèmes se compose des tubes ou câbles des commandes de surfaces, de l’installation du moteur, des commandes moteur et hélice, des instruments, des ceintures de sécurité, du train d’atterrissage et des freins, etc. Au fur et à mesure de la construction et de l’assemblage de l’avion, vous installerez les différents systèmes. Vos plans préciseront quand installer ou fabriquer chaque système. L’installation des systèmes est un processus continu.
REMPLISSAGE ET FINITION
Comme mentionné précédemment, la finition d’un avion composite consomme environ un tiers du temps total de construction. Évidemment, cette étape est très importante pour le constructeur, car elle détermine l’apparence finale de l’avion. Deux options sont disponibles concernant le moment de la finition d’un avion composite. Vous pouvez remplir et finir les pièces avant l’assemblage. Cela demande encore plus de temps, car il faut assembler l’avion puis le désassembler pour terminer le processus de finition, avant de rassembler les pièces complétées. La plupart des gens préfèrent finir l’avion après son assemblage. Dans les deux cas, la peinture finale est généralement effectuée après les vols d’essai.
Pourquoi la finition est-elle nécessaire ? Une pièce composite terminée présente un aspect rugueux. La trame du matériau de renforcement sera très visible. Le remplissage est généralement la première étape pour obtenir une surface lisse. Nous avons tous vu les surfaces extrêmement lisses des avions composites. Cette finition est le résultat d’un travail acharné. De nombreuses imperfections existent avant le processus de remplissage et de finition.
Il est également intéressant de noter que la plupart des avions composites sont peints en blanc ou en couleur claire. Cela est nécessaire en raison de l’accumulation de chaleur lorsque l’avion est au soleil, ce qui crée une température élevée sur la surface. Cela est préjudiciable pour deux raisons :
- Cela provoque un retrait plus important de l’époxy que la normale
- Cela peut surchauffer et endommager les noyaux en mousse.
À une température ambiante de 90°F (32°C), la peinture blanche atteint une température de surface de 140°F (60°C) et la peinture noire peut atteindre 210°F (99°C). Vous avez deux options : soit voler uniquement la nuit, soit peindre l’avion en blanc ou en couleur claire.

Le remplissage et la finition font bien plus que simplement créer un bel aspect esthétique. Les avions composites ont environ vingt ans d’historique, qui peut être examiné. Beaucoup d’avions composites ont été construits depuis la série KR et la révolution Rutan commencée dans les années 1970. Voici quelques observations sur la finition issues de cette expérience.
Tout d’abord, de nombreux constructeurs ont utilisé trop de mastic sur leurs avions. Trop de mastic, quel qu’il soit, est problématique dans les zones de forte flexion ou sur les bords d’attaque. Les mastics doivent servir uniquement au remplissage, pas à la construction. Plusieurs de ces mastics sont à base de résine polyester. Dans des articles précédents, j’ai indiqué que le polyester ne doit pas être utilisé pour les applications aéronautiques, car il fissure et s’écaille en feuilles. Ce problème commence à apparaître sur des avions composites en service depuis plusieurs années.
Deuxièmement, certains avions ont été recouverts de primaire polyester, avec le même problème. La plupart des fissures de peinture sont causées par une application excessive de ces primaires, qui entraîne un retrait au fil des ans. Lorsque le primaire se rétracte, il emporte la couche de finition avec lui, même les peintures polyuréthane coûteuses. De nombreux avions sont repeints pour cette raison.
Troisièmement, les couches épaisses de polyuréthane automobile à fort pouvoir garnissant se fissurent également. La plupart des polyuréthanes bicomposants sont très flexibles comme couche de finition, mais appliqués en couches épaisses, ils cessent de fléchir correctement. La recherche de la finition parfaite doit se faire avec du papier de verre, et non avec le pistolet à peinture. Les peintres professionnels savent que la préparation de la surface représente 90 % du travail.
Enfin, les résines époxy doivent être protégées des rayons UV. Les résines époxy se détériorent lorsqu’elles sont exposées au soleil. Un fabricant de résine avertit que sa résine époxy de qualité supérieure peut se dégrader complètement en 15 mois si elle n’est pas protégée du soleil.
Ceci est vrai pour toutes les époxys. Le symptôme est une apparence crayeuse suivie d’une délamination. La meilleure façon de protéger l’époxy est d’utiliser un apprêt qui bloque la lumière du soleil. Lorsque les fabricants de peinture déclarent que leurs produits offrent une protection UV à 100 %, ils parlent de la peinture ou de l’apprêt qui est protégé des rayons UV et non du substrat qu’ils recouvrent. Les apprêts qui bloquent totalement la lumière du soleil sont de simples polices d’assurance.
Le remplissage et la finition des composites pour avions ont largement emprunté leur technologie à l’industrie automobile. La raison en est que la technologie automobile était disponible et familière. Le problème est que les avions fléchissent davantage que les voitures. Cela peut encore une fois provoquer des fissures si le mauvais type de mastic ou d’apprêt est utilisé. Les produits automobiles sont généralement à base de polyester ou de laque. Le polyester a déjà été discuté. Les produits à base de laque sont également soumis au même problème de fissuration. Nous avons tous vu des meubles laqués qui présentent des craquelures.
ÉTAPES DE FINITION
Étape 1 — Remplissage
Les structures composites présentent généralement deux grandes zones nécessitant un remplissage grossier : les dépressions causées par les joints et les coutures et le motif de tissage du matériau de renforcement (généralement de la fibre de verre) utilisé dans la stratification. Plus le tissu est rugueux, plus le remplissage est nécessaire. Les pièces moulées des kits d’avion sont généralement assez lisses à la sortie du moule. Ces pièces nécessitent peu ou pas de remplissage du tissage, mais là où elles sont assemblées (collées), il existe des creux et des cavités. Le remplissage grossier dans ces zones est inévitable.
La méthode classique pour remplir les zones rugueuses ou les motifs de tissage consiste à utiliser un « micro » ou « slurry » maison, un mélange d’époxy avec des microballons. Rappel : les microballons sont de petites bulles ou mini-billes en verre ou en plastique. L’idée est de compenser l’époxy avec un matériau plus léger. On ajoute des microballons à l’époxy jusqu’à obtenir une consistance similaire au beurre de cacahuète, puis on étale le mélange dans la zone à remplir avec une truelle ou un racloir.
Beaucoup de gens ont utilisé Bondo à la place du microballon. Rappelons notre discussion précédente sur les polyesters. Le Bondo est un polyester et se rétractera avec le temps. Il est également plus lourd que notre mélange. Je ne recommande pas l’utilisation de Bondo sur un avion à moins de vouloir le repeindre après quelques années.
Un autre produit disponible aujourd’hui s’appelle SuperFil. Ce produit commercial est un mastic époxy pré-mélangé. Il élimine les approximations liées au mélange de votre propre microballon. Il est fabriqué dans un mélangeur à cisaillement élevé qui permet d’utiliser plus de mastic. Lors du mélange de votre propre micro, si vous mettez trop peu de mastic, le mélange est difficile à poncer, et s’il y en a trop, il devient plus faible en cisaillement. De nombreux constructeurs utilisent maintenant SuperFil au lieu de préparer leur propre mélange.
Bien sûr, le poids est important lors du remplissage. Notre mélange maison peut peser aussi peu que 6 livres par gallon, comparé à Bondo qui pèse environ 12 livres par gallon. SuperFil pèse 3,5 livres par gallon. En résumé, pour les mastics, n’utilisez qu’un mastic époxy ou un mastic polyuréthane tel que Rage de PPG.
Le mastic est pesé et mélangé, puis étalé sur la zone à remplir. Il faut faire attention à ne pas mettre trop de mastic sur la surface. Trop de mastic de n’importe quel type peut fissurer au fil des ans. On commence par des couches très fines, bien pressées dans la surface. La technique devient très importante dans cette application et fera l’objet d’un article futur entièrement consacré à la finition des composites.
Après l’application du mastic, commence notre activité favorite : le ponçage. Le ponçage manuel est préféré au ponçage mécanique. L’utilisation de papier de verre de haute qualité est également essentielle. Une nouvelle gamme d’outils de ponçage fabriqués par la société Perma-Grit est également disponible. Sachez qu’il peut être nécessaire d’appliquer plusieurs couches de mastic pour obtenir le résultat final désiré.
Étape 2 — Apprêt
En réalité, l’apprêt d’un avion composite consiste généralement en une petite quantité de remplissage. L’étape de remplissage complète 90 % de la préparation de surface nécessaire. Le reste est généralement réalisé avec un filler/apprêt. Plusieurs apprêts/fillers sont disponibles sur le marché : Feather Coat, Feather Fill, Smooth Prime, par exemple. L’objectif d’un filler/apprêt est de combler les petites imperfections laissées par le mastic principal et de boucher tous les petits trous. Les filler/apprêts sont généralement pulvérisés sur la surface. Après environ la deuxième couche, ces redoutables petits trous (le cauchemar de tout constructeur composite) apparaissent.
Plusieurs couches de filler/apprêt seront nécessaires pour combler ces petits trous. Un nouveau produit récemment apparu sur le marché peut effectivement remplir les petits trous. Ce produit s’appelle Smooth Prime. Il s’agit également d’un apprêt à base d’eau qui fait partie d’un système complet de finition composite à base d’eau appelé Flight Gloss. C’est un produit Poly-Fiber disponible auprès des principaux fournisseurs. Beaucoup de filler/apprêts ne font que recouvrir les petits trous, ce qui signifie qu’ils réapparaissent après chaque ponçage.
L’apprêt réel conçu pour un revêtement de finition spécifique fera peu de remplissage. Un apprêt de finition est défini comme un revêtement utilisé pour assurer que la sous-couche ne se détériore pas et pour fournir une base au revêtement de finition. Dans les applications composites, ce type d’apprêt est généralement inutile si un filler/apprêt a été utilisé. Rappelez-vous, la plupart des apprêts ne protègent pas les résines des rayons UV du soleil et il n’y a pas de problèmes de corrosion avec les composites. Si vous utilisez un apprêt, utilisez celui recommandé par le fabricant du revêtement de finition.
Concernant la protection UV, le système de finition composite Flight Gloss comporte une étape pour bloquer les rayons UV. Le produit s’appelle Silver Shield et contient du mica, connu pour bloquer les rayons UV. Il s’agit d’un produit à base d’eau qui est pulvérisé sur le filler/apprêt et qui protège la résine époxy.
Étape trois — Revêtement de finition final
Le revêtement de finition peut être choisi librement à condition qu’il soit de couleur claire, généralement blanc. Il existe de nombreux revêtements de finition excellents sur le marché. La plupart sont des peintures polyuréthane et il faut être conscient des risques pour la santé lors de leur pulvérisation. Un système respiratoire à air forcé doit être utilisé. Utilisez le produit selon les directives du fabricant.
Cela conclut notre étude sur la construction d’avions composites. J’espère que vous considérerez les plaisirs et avantages à construire un avion composite. Les options disponibles pour les avions composites sont presque illimitées. La construction composite est aujourd’hui la technologie de pointe dans l’industrie aéronautique. Les concepteurs d’avions amateurs ont certainement contribué au développement global de la technologie des composites.
Les avions composites sont élégants, efficaces, légers et extrêmement solides. Construire un avion composite est une expérience très gratifiante.



