

Soudage aéronautique et construction en tubes d’acier -3/9-
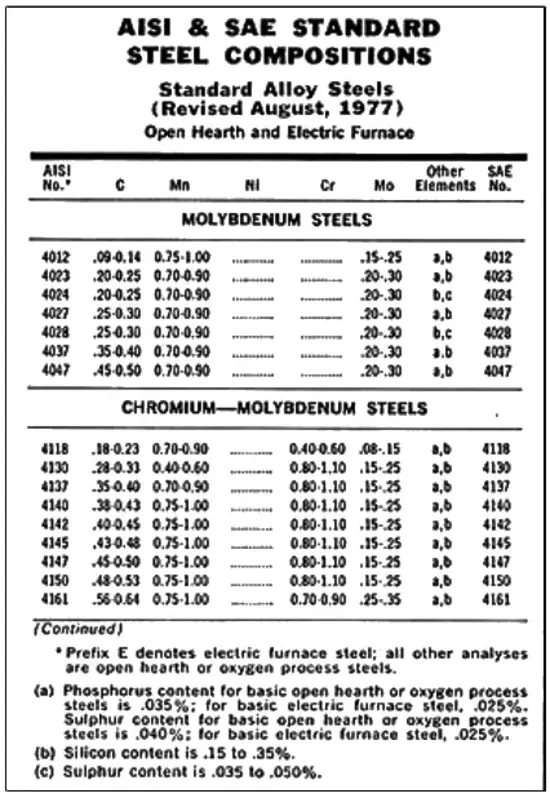
À une époque, dans les années 1930, lorsque’on parlait d’acier destiné aux structures d’aéronefs, on parlait de trois, peut-être quatre types d’acier différents. Aujourd’hui, cependant, tout cela s’est réduit à un seul type spécifique : le 4130 chrome-molybdène, communément appelé chromoly. Le seul autre type d’acier que vous êtes susceptible de rencontrer se trouverait dans des antiquités vraiment anciennes, et ce serait l’acier 1025.
En ce qui concerne le soudage, il y a très peu de différence entre les deux, et la procédure standard lors de la réparation d’une ancienne structure en tubes d’acier consiste toujours à utiliser du 4130, puisqu’il vaut mieux avoir un acier plus récent et plus résistant que d’utiliser l’ancien 1025 et de se tromper. Juste pour mémoire, les numéros 4130, 1025, 1018, 1026 ou tout autre numéro/nom utilisé pour désigner un type spécifique d’acier ne sont pas arbitraires. Ils indiquent l’alliage de base de l’acier et la teneur en carbone.
CARACTÉRISTIQUES
La raison pour laquelle l’industrie s’est standardisée sur le 4130 comme acier pour aéronefs est qu’il fait à peu près tout ce que l’on souhaiterait qu’il fasse, et bien. Il possède une résistance ultime élevée de 94 000 psi, mais en même temps une bonne ductilité, surtout à l’état normalisé, ce qui signifie qu’il peut être plié assez largement avant de se rompre ou de s’écrouir à froid de manière importante.
En même temps, il se soude facilement par les procédés oxy-acétylénique ou TIG, ce qui facilite grandement toute fabrication. De plus, sa grande résistance par rapport à son poids est idéale pour la construction de fuselages tubulaires, car les rapports résistance/poids des structures d’aéronefs sont d’une importance primordiale.
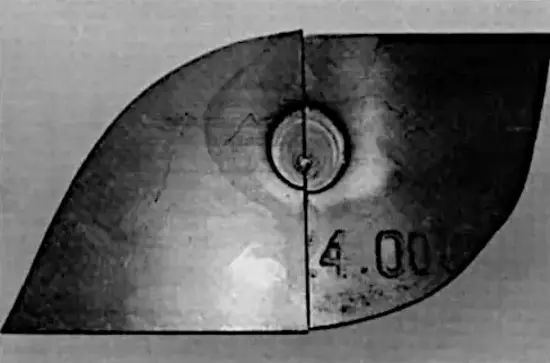
Le 4130 chromoly est disponible dans à peu près toutes les formes que vous pouvez souhaiter, depuis les barres jusqu’aux lopins, tubes sans soudure, tubes carrés et tubes profilés, ainsi que sous forme de plaques ou de tôles. Il existe avec deux finitions de surface différentes : laminé à chaud et laminé à froid. Le matériau laminé à froid est beaucoup plus lisse et d’aspect légèrement plus brillant, tandis que le laminé à chaud est beaucoup plus sombre et présente souvent des imperfections de surface qui doivent être surveillées attentivement afin qu’elles ne se retrouvent pas dans des zones critiques, comme dans le pli d’un raccord.
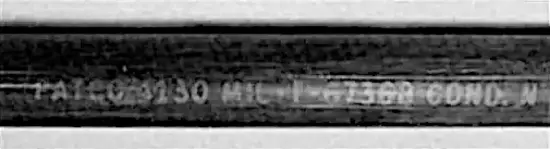
Le 4130 existe dans deux conditions de traitement thermique différentes : condition N, ou normalisé, et 4130 simple, qui n’est pas normalisé. Il est absolument essentiel que tous les tubes et plaques utilisés dans les structures d’aéronefs soient en 4130N ou à l’état normalisé, parce qu’ils ont été chauffés et que toutes les contraintes internes emprisonnées dues à la fabrication ont été éliminées. Si un morceau de 4130 simple, dans un état non normalisé, est utilisé, il serait possible de souder deux pièces ensemble et d’obtenir un tel mélange de contraintes verrouillées et déverrouillées, ainsi que de zones normalisées et non normalisées, que le joint pourrait être pire qu’inutile. Les tubes et les plaques portent tous un marquage à l’encre appliqué sur la surface qui indique le traitement thermique, le numéro de lot et s’il s’agit de la condition N ou non. Si vous vous retrouvez avec de l’acier supposé être du 4130 condition N, mais qu’il ne porte aucun marquage et que vous ne pouvez pas prouver son origine, il est préférable de l’échanger contre un acier que vous pouvez identifier.
CONCEPTS DE BASE DU SOUDAGE
 Avant d’allumer un chalumeau et de vous préparer à mettre le feu à votre sous-sol, vous devriez comprendre ce que vous essayez d’accomplir. Que fait une bonne soudure ? Vous devez d’abord savoir quel est votre objectif avant de pouvoir l’atteindre. La soudure idéale (qui n’existe presque jamais) est celle dans laquelle les deux pièces de métal sont chauffées, la surface est fondue, et les deux pièces s’écoulent ensemble, refroidissent et deviennent en effet une seule pièce de métal sans qu’aucun changement ne se produise dans le métal lui-même. Cela, bien sûr, est totalement impossible. Mais si vous comprenez ce qui fait changer le métal, et quelle est la meilleure méthode pour fusionner les deux pièces en une seule unité, vous pouvez au moins optimiser la situation.
Avant d’allumer un chalumeau et de vous préparer à mettre le feu à votre sous-sol, vous devriez comprendre ce que vous essayez d’accomplir. Que fait une bonne soudure ? Vous devez d’abord savoir quel est votre objectif avant de pouvoir l’atteindre. La soudure idéale (qui n’existe presque jamais) est celle dans laquelle les deux pièces de métal sont chauffées, la surface est fondue, et les deux pièces s’écoulent ensemble, refroidissent et deviennent en effet une seule pièce de métal sans qu’aucun changement ne se produise dans le métal lui-même. Cela, bien sûr, est totalement impossible. Mais si vous comprenez ce qui fait changer le métal, et quelle est la meilleure méthode pour fusionner les deux pièces en une seule unité, vous pouvez au moins optimiser la situation.
ERREURS LES PLUS COURANTES
Il faut se rappeler que lorsque nous parlons d’acier en fusion, nous parlons d’acier porté à une température spécifique de sorte qu’il devienne liquide. Mais il est tout à fait possible de chauffer la surface de l’acier suffisamment pour qu’elle semble fondre sans qu’elle soit réellement fondue, ce qui signifie que la température était un peu trop basse. En même temps, il est possible de surchauffer le métal et de provoquer son oxydation, ce qui est tout aussi mauvais que de l’avoir trop froid. La situation optimale consiste à porter la température entre ces deux extrêmes.
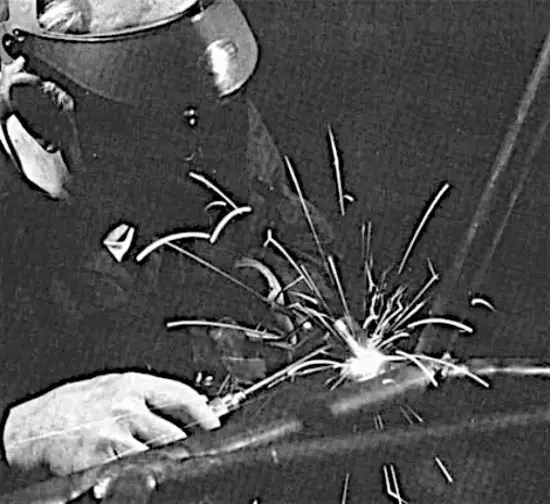
Plus loin, nous montrerons exactement comment identifier cette température et comment la maintenir. Le problème d’oxydation ou de brûlure du métal est extrêmement courant et, en même temps, parfaitement identifiable. Pour le dire de la manière la plus simple possible, si vous voyez beaucoup d’étincelles jaillir de la soudure en cours, éloignez le chalumeau et arrêtez-vous, parce que vous avez chauffé au point que certaines parties du métal se combinent avec l’oxygène de l’air et brûlent, ce qui crée une soudure poreuse et extrêmement cassante.
Dans le cas d’une soudure trop froide, la baguette de soudage a fondu et a été laissée s’écouler sur le métal de base sans que les deux ne se fondent réellement ensemble, ce qui signifie que sous contrainte la soudure se séparera exactement le long de la ligne de surface, parce que la fusion n’a pas pénétré dans la surface.
Un autre facteur possible contribuant au syndrome de la mauvaise soudure est celui d’un ajustement de joint négligé. Là encore, nous y reviendrons plus tard, mais ce n’est normalement pas un problème grave, parce qu’il est si facile à identifier avant que la soudure ne soit réalisée. Si l’on est consciencieux dans l’assemblage de ses joints et prêt à jeter de temps en temps un morceau de tube, le syndrome du mauvais joint ne se développera jamais.
CHOIX D’UNE BUSE
La première fois, la meilleure façon de choisir une buse est de regarder le tableau fourni avec votre équipement de soudage. Cela vous donnera un point de départ mais vous constaterez, à mesure que vous vous habituerez à travailler davantage au chalumeau, que le tableau ne correspond pas toujours à la situation, parce qu’il ne tient pas compte de l’effet des « dissipateurs de chaleur » (nous y reviendrons plus tard) ni de la difficulté à accéder à un joint particulier pour pouvoir concentrer la chaleur là où elle est réellement nécessaire.
En règle générale, cependant, vous constaterez que pour la plupart de vos joints de tubes et ceux utilisant du métal de .050″ et moins, les deux buses immédiatement au-dessus de la plus petite fournies avec votre équipement feront l’affaire. Là encore, toutefois, soyez prêt à changer de buse au milieu d’une soudure ou à préchauffer avec une buse puis à passer à une autre au fur et à mesure que la soudure progresse.
RÉGLAGE DE LA PRESSION DES DÉTENDEURS
Si vous lisez le manuel fourni avec votre équipement de soudage, vous trouverez une combinaison de pressions différente pour chaque épaisseur de métal. En même temps, cependant, si vous parlez à d’anciens soudeurs aéronautiques, vous constaterez que neuf sur dix règlent les deux détendeurs à 8 ou 10 livres et n’y touchent plus. En raison de la gamme étroite d’épaisseurs de métal utilisées dans un aéronef, le système précédent semble fonctionner assez bien.
Cependant, lorsque vous passez à des buses plus grandes, la pression devient plus critique pour éviter les « claquements » et dans les buses plus petites une pression trop élevée devient évidente avec une flamme qui « souffle » trop fort lorsque vous approchez de la limite supérieure de la plage thermique de cette buse. Néanmoins, 8 livres sur les deux détendeurs semblent fonctionner parfaitement la plupart du temps. Comme le dit le vieil adage, « en cas de doute, lisez… »
CHOIX DES BAGUETTES DE SOUDAGE
Énormément de soudages ont été réalisés au fil des années avec de simples cintres à vêtements comme baguettes, mais pas sur les aéronefs. Pour souder du 4130, utilisez une baguette en acier doux généralement disponible avec un léger revêtement de cuivre pour l’empêcher de rouiller lorsqu’elle reste dans l’atelier. La baguette la plus couramment disponible commence à 1/16″ de diamètre et en longueurs de 36″, puis augmente par incréments de 1/32″. En raison de la taille des matériaux utilisés dans un aéronef, cependant, il est rare d’utiliser quelque chose de plus grand que 1/16″ mais avoir une petite quantité de baguette de 3/32″ à disposition pour les raccords plus grands est souvent utile.
Ne soyez pas avare lorsque vous achetez vos baguettes de soudage. Elles coûtent presque rien et c’est une grande source d’ennui lorsque vous en manquez un samedi soir et que vous vous retrouvez à fouiller dans l’atelier pour trouver de petits morceaux de baguettes déjà utilisés et les souder ensemble afin de pouvoir continuer. Un paquet de 5 lb fait 2″ à 3″ de diamètre et 36″ de long, mais ne coûte que quelques dollars.
HYPOTHÈSES SUR LA PRÉPARATION DES JOINTS
Nous entrerons plus tard dans les détails les plus précis pour faire en sorte que vos joints s’ajustent comme s’ils avaient poussé ainsi dans la nature, mais il existe certaines hypothèses de base qui contribuent grandement à obtenir des soudures faciles et de bonne qualité.
La première chose que vous devez savoir est que lorsque vous ajustez vos tubes ensemble, vous ne voulez pas qu’ils soient enclenchés en place de manière à être en contact. Cela rend la soudure facile, mais lorsque le matériau chauffe et se dilate, cela pousse également les pièces l’une contre l’autre et peut provoquer un important désalignement dans votre structure. Un jeu de 1/16″ convient parfaitement, et vous pouvez même vous en écarter un peu sans que ce soit un gros problème. Il est également préférable que les bords du joint de tube soient limés proprement, mais ce n’est pas vraiment critique, parce que, si vous faites votre travail comme un bon soudeur, vous allez de toute façon faire fondre ces bords.
Cependant, souvenez-vous : plus le travail d’ajustement des pièces est bon et régulier, plus il est facile de réaliser une soudure serrée et d’aspect soigné.
