Les facteurs de stress
Les défaillances structurelles des composants d’aéronefs sont toujours graves et souvent coûteuses, tant en matériel qu’en vies humaines. La défaillance de composant la plus courante est une rupture structurelle due à la fatigue.
Pour qu’un composant rompe par fatigue, deux éléments doivent être présents. Le premier est l’amplitude des contraintes cycliques appliquées, c’est-à-dire la contrainte maximale moins la contrainte minimale dans un cycle donné. Le second est le nombre de cycles de vie auxquels le composant est exposé.
En tant que constructeurs amateurs, nous pouvons faire peu de choses pour réduire le nombre de cycles de vie d’un composant. Nous pouvons cependant agir sur la composante « amplitude des contraintes » de ce duo dangereux en appliquant des stratégies de réduction des concentrations de contraintes afin de diminuer l’amplitude de cette plage de contraintes.
Un concentrateur de contraintes est toute discontinuité ou variation de section, comme des trous, entailles, plis, rainures ou tout défaut tel que rayures ou amorces d’arc de soudage. Ces concentrateurs peuvent provoquer une contrainte localisée ou une concentration de contraintes supérieure à la contrainte moyenne ou nominale imposée par le chargement du composant.
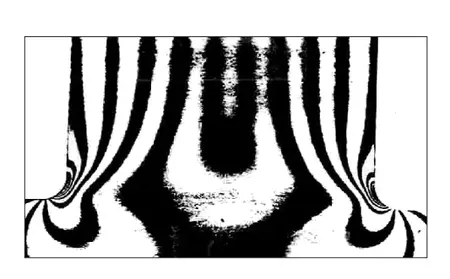
Dans la figure A, nous voyons un modèle photoélastique soumis à une charge de traction. Remarquez le resserrement des lignes de frange au niveau des congés de rayon, où une forte concentration de contraintes est évidente. Plus le rayon est faible, plus la concentration de contraintes est importante.
La figure B montre une représentation graphique d’un éprouvette soumise à la traction.
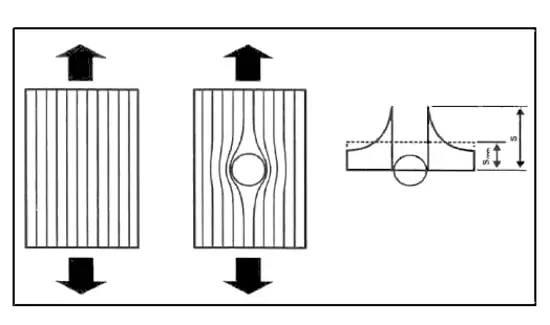
À gauche, les lignes internes de contrainte sont représentées sous forme de lignes parallèles régulières. Cette répartition des contraintes est représentée graphiquement à droite par la ligne horizontale en pointillés située approximativement à mi-hauteur de l’ordonnée. Lorsque nous perçons un trou dans l’éprouvette, comme montré sur le modèle de droite, les lignes de contrainte ne peuvent évidemment pas traverser le trou, elles doivent donc se resserrer de chaque côté du trou.
Graphiquement, la distribution des contraintes est représentée par une ligne montante jusqu’à un pic situé à gauche du trou, suivie d’une ligne descendante à partir du pic sur le côté droit du trou. Remarquez que les valeurs de contraintes maximales sont nettement supérieures à celles de l’échantillon sans trou. Remarquez également que la plage de distribution des concentrations de contraintes commence en dessous de la valeur nominale, sans le trou, et atteint une valeur trois fois supérieure à sa valeur initiale.
La plupart des instructions de construction d’avions amateurs insistent fortement sur l’importance de l’ébavurage des bords ainsi que sur l’arrondissement et le rayonnage corrects des angles. Nous savons que, sur des composants fragiles comme les verrières en Plexiglas, si les bords ne sont pas poncés lisses et si un soin particulier n’est pas apporté lors du perçage des trous, tout défaut de surface peut et va rapidement provoquer des fissures et des dommages.
On n’associe généralement pas ce type de préoccupations aux composants en aluminium ou en acier. Cependant, tous les métaux deviennent fragiles à basse température, conditions que nous rencontrons lors des vols à haute altitude pendant les saisons froides. Il suffit d’une faible baisse de température pour transformer un métal ductile en métal fragile. La conception d’un composant peut fortement influencer les concentrations de contraintes.
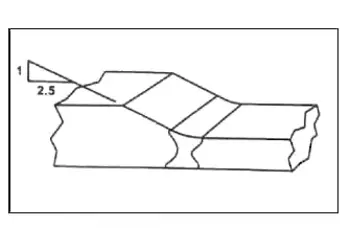
Dans la figure C, nous avons deux épaisseurs différentes d’acier assemblées par une soudure à pleine pénétration à double chanfrein. Le chanfreinage de la section la plus épaisse jusqu’à l’épaisseur de la section plus mince avant la soudure réduit considérablement le facteur de concentration de contraintes. Remarquez la pente de chanfrein recommandée de 2,5 pour 1. Visualiser l’écoulement des contraintes à travers un composant aidera à clarifier ce concept. Toute variation brusque de section est considérée comme une mauvaise conception, car elle introduit des concentrations de contraintes.
Dans la figure D, une ferrure est conçue pour transférer des charges depuis une surface à laquelle elle est boulonnée par quatre fixations vers une bride d’extrémité soumise à une charge de traction. À l’endroit où cette ferrure, représentée à gauche, est boulonnée à la plaque de surface, on rencontre une variation brusque de section. Pour comprendre ce concept, supposons une répartition égale des charges entre les quatre boulons.
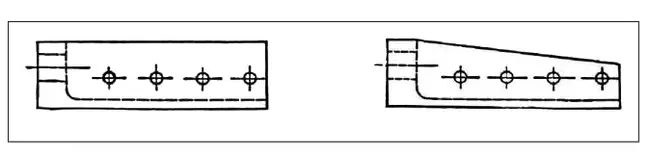
Considérons que le premier boulon introduit un nombre fini de lignes de contrainte. Au niveau du second boulon, ces lignes doublent, et ainsi de suite. Bien que la section de la ferrure ne change pas, les lignes de contrainte introduites produisent le même effet. En donnant une forme conique à la ferrure, représentée à droite, l’effet de variation transitoire de section est considérablement réduit et les concentrations de contraintes correspondantes diminuent, malgré une réduction significative du poids résultant.
Vous êtes-vous déjà demandé pourquoi les boulons AN possèdent des filetages roulés plutôt que taillés ? Les filetages roulés présentent un rayon plus lisse à leur diamètre mineur que les filetages taillés. Le facteur réel de réduction de fatigue des filetages roulés par rapport aux filetages taillés est d’environ 28%.
Retournez maintenant à votre projet et poncez les bords ainsi que les trous d’allégement. Arrondissez les angles de vos ferrures et composants. Soyez attentif aux concentrateurs de contraintes et recherchez les entailles, rayures et défauts. Vos efforts supplémentaires amélioreront à la fois la sécurité et l’apparence de votre avion.