

Soudage aéronautique et construction en tubes d’acier -4/9-
COMPRENDRE LA CHALEUR
Sans aucun doute, beaucoup de gens vont lire ceci et dire : « Alors, quel est le grand intérêt de comprendre la chaleur ? Si ça chauffe, ça chauffe». Cependant, à mesure que vous vous immergez dans le soudage de la structure, semblable à un parcours de jeux qu’est un fuselage d’avion, vous constaterez que « ce n’est pas forcément vrai ». Si vous maîtrisez bien le concept de chaleur, où elle va et comment l’appliquer, vous trouverez que votre soudage progresse mille fois plus facilement avec beaucoup moins de problèmes.
MASSE THERMIQUE/DISSIPATION DE CHALEUR
Il existe quelques faits physiques de base qui restent inchangés depuis toujours. L’un d’eux est que plus un objet a de masse, plus il absorbe de chaleur et plus il faut de temps pour qu’il chauffe complètement. Ainsi, quelque chose de massif absorbera beaucoup de chaleur avant de devenir chaud. Ce fait physique est la cause de plus de soudures ratées que tout autre facteur.
Supposons que vous ayez trois ou quatre tubes qui se rejoignent en un faisceau, ou que vous soudiez une plaque sur une jambe de train qui est un morceau de tube assez solide. Cette quantité de métal représente une grande masse thermique, ce qui signifie qu’elle va absorber la chaleur comme une éponge. Lorsque vous appliquez le chalumeau sur une petite portion de ce métal, dans le but d’amener une bande de un quart de pouce à la température de fusion, tout le reste du métal essaie d’absorber la chaleur de cette zone pour égaliser la température dans toute la masse/le tube.
En gardant à l’esprit qu’un chalumeau a une flamme au bout dépassant 7 000°F, vous pouvez facilement voir où il est possible de chauffer une petite portion du métal suffisamment pour la faire fondre. Cependant, le tube tente d’extraire la chaleur de cette zone immédiate si rapidement que la zone en fusion sera limitée à la portion directement devant la pointe, et la pénétration de la chaleur dans la zone environnante peut être médiocre à catastrophique.
Ce n’est pas ce qu’exige une bonne soudure… elle nécessite une pénétration de chaleur répartie dans une zone pouvant atteindre cinq à six fois l’épaisseur du matériau soudé, soit jusqu’à un huitième ou un quart de pouce de chaque côté du joint. Si, cependant, le métal environnant continue à absorber la chaleur, il est tout à fait possible d’obtenir ce qui semble être un joint bien fondu, alors qu’en réalité, seule la surface fond, tandis que directement en dessous, la chaleur est aspirée vers d’autres zones et le matériau n’est pas fondu.
En comprenant que le matériau de base essaie de retirer la chaleur du point d’application (retrait thermique), la solution évidente est d’apporter à la zone autant de chaleur qu’elle peut absorber avant de commencer la soudure. Ainsi, lorsque vous amenez la pointe du chalumeau pour commencer à souder, la zone est déjà saturée de chaleur, et l’ajout que vous faites dans la zone de soudure est celui nécessaire pour garantir une bonne pénétration de chaleur et une fusion de surface. Le mot magique est donc PRÉCHAUFFAGE.
PRÉCHAUFFAGE : NE PAS L’IGNORER
Il est impossible de surestimer la valeur et l’importance du préchauffage dans le soudage aéronautique. Toutes vos autres techniques peuvent être un peu approximatives tant que vous préchauffez chaque joint et chaque soudure afin de vous donner une meilleure possibilité de bonne pénétration. Chaque fois que vous vous installez avec le chalumeau, même si vous voyez la surface atteindre presque immédiatement la température parce que le matériau est assez fin, pensez « préchauffage », et déplacez la flamme autour de la zone immédiate pendant un moment pour obtenir une belle lueur rouge cerise terne bien en avant de la zone que vous allez souder. Plus de détails plus tard.
ACCUMULATION DU DISSIPATEUR DE CHALEUR
En gardant à l’esprit la masse thermique, pensez à ce qui se passe lorsque vous prenez deux ou trois pièces de tube et commencez à les souder ensemble en faisceau. Le premier joint ne pose pas de problème car vous n’avez que deux tubes à souder ensemble, donc il n’y a qu’une certaine quantité de métal qui absorbe la chaleur de cette zone. Mais lorsque ces deux pièces sont soudées ensemble et que vous commencez à souder la troisième, vous affrontez beaucoup plus de masse thermique.
Ainsi, en construisant un joint en faisceau, vous créez également un dissipateur de chaleur, ce qui augmente la masse thermique si rapidement que votre capacité à suivre devient beaucoup plus critique. Vous devez rester mentalement en avance sur la structure, qui complote contre vous pour retirer de plus en plus de chaleur de la zone. Encore une fois, le mot magique est « préchauffage ». De plus, vous constaterez que l’augmentation de la demande de chaleur du joint vous obligera à utiliser des réglages de chalumeau plus élevés et éventuellement des pointes plus grandes.
Le but est de comprendre le matériau et sa soif incroyable de chaleur. Donc, si vous étanchez cette soif d’abord en lui fournissant beaucoup de chaleur lors du préchauffage et en gardant à l’esprit l’effet de l’accumulation de masse sur la soudure, vous serez toujours en avance sur la soudure.
LA SOUDURE DE BASE
Nous allons maintenant essayer de décrire l’acte réel de soudage, presque aussi difficile que de donner toutes les nuances nécessaires pour un baiser parfait. Nous pouvons vous donner les techniques de base mais seule la pratique les rendra vraiment efficaces. Les lignes directrices de base que vous lirez sont absolument applicables mais vous devez allumer le chalumeau et commencer à chauffer le métal pour voir ce dont nous parlons lorsque nous discutons des différentes couleurs des flammes et de l’apparence d’un bain de fusion trop chaud ou trop froid. De plus, ces techniques de base sont juste cela : « de base ». Vous devez modifier chacune d’elles pour s’adapter aux joints et à l’assemblage à réaliser, car, comme le montrera votre pratique, chaque joint nécessite une variation très subtile sur un thème. Les principes de base s’appliquent mais l’application est toujours légèrement différente.
LE BAIN DE FUSION
Vous entendez souvent les soudeurs parler du « bain de fusion », de son apparence et de son mouvement. La raison pour laquelle on en parle autant est que le bain de fusion, son apparence et la manière dont vous le contrôlez déterminent le type de soudure que vous obtiendrez.

Plutôt que de tenter de définir le bain de fusion, étudions sa provenance. Supposons que vous ayez deux pièces de métal jointes bout à bout. Cela peut être du tube ou de la tôle, peu importe, et vous amenez la pointe du chalumeau à environ 1/16″. À mesure que le métal chauffe, le point directement devant la pointe, et idéalement de chaque côté du joint, commencera à changer de couleur et vous verrez la surface commencer à « transpirer » à mesure que la partie extérieure commence à fondre. Si la pointe du chalumeau est correctement réglée (nous vous montrerons comment plus tard), les petites gouttes de fusion se rejoindront rapidement pour former une petite zone de métal en fusion de la taille d’une goutte.
La taille du bain de fusion varie en fonction de la taille de la pointe utilisée et de l’épaisseur du métal à souder. En général, cependant, il ressemble à une goutte d’acier en fusion et se comporte exactement comme une goutte d’eau. Il se déplace selon les lois générales de la tension superficielle, tout comme l’eau, de sorte que si vous « mouillez » la surface en la faisant fondre à un point éloigné du bain, celui-ci se déplacera rapidement pour le rejoindre.
En apparence, le bain de fusion doit être une goutte de métal en fusion tranquille qui semble s’être légèrement enfoncée dans la surface du métal. Les bords de la tôle ou du tube à assembler seront mangés sur environ la moitié de leur épaisseur, et ce métal fondu aura coulé dans le bain. Le bord avant du bain est en réalité légèrement enfoncé dans le matériau.
Il est important que la surface du bain reste tranquille, sans ébullition ni agitation violente. Idéalement, il devrait ressembler, à travers les lunettes, à une goutte jaune-rouge de soupe à l’oignon avec une légère couche de fromage flottant à la surface (c’est la contamination de surface qui remonte).
Si le bain présente une activité excessive, comme un aspect bouillonnant, cela signifie que trop de chaleur y est appliquée, et vous devriez soit utiliser une pointe plus petite, soit réduire légèrement le réglage de la pointe actuelle, ou reculer légèrement le chalumeau. Il existe d’autres méthodes pour contrôler l’accumulation de chaleur, que nous aborderons lorsque nous passerons à la réalisation de la soudure.
De nombreux facteurs influencent le bain au-delà de la simple chaleur qui y est appliquée. Par exemple, si la surface du métal présente des impuretés, telles que la « calamine » (la substance noire et écailleuse sur un métal déjà chauffé), le métal de base sera partiellement isolé et il faudra beaucoup plus de chaleur pour le porter à la fusion. Lorsqu’il fond, la température sera excessive et le bain semblera bouillir et projeter des étincelles, signe que de l’oxydation se produit. Une surface relativement propre à souder est donc importante.
Comme nous le montrerons plus tard, vous pouvez également contrôler la taille et la direction dans lesquelles le bain se déplace en fonction de l’angle du chalumeau par rapport à la surface. Un chalumeau parfaitement vertical transmet toute sa chaleur à 90 degrés dans la surface, ce qui provoque le développement d’un bain en un point donné qui restera stationnaire. Si vous inclinez le chalumeau à environ 30 degrés par rapport à la surface, la chaleur aura tendance à se déplacer depuis le chalumeau et, lorsque le bain se formera, il présentera un bord avant et un bord arrière. La partie avant du bain sera légèrement concave lorsqu’elle fond et s’écoulera de chaque côté du joint, tandis que l’arrière du bain sera arrondi et parfaitement fondu.
Si vous considérez le chalumeau comme un tuyau d’arrosage projetant de la chaleur intense, vous pourrez mieux visualiser ce que vous faites en essayant de contrôler l’accumulation de chaleur dans le bain. Le chalumeau tenu à 90° par rapport à la surface diffuse la chaleur dans toutes les directions, comme un tuyau d’arrosage pointé directement sur un mur.
En l’inclinant dans la direction souhaitée pour souder, le flux de chaleur prend une forme plus ciblée et vous pouvez le diriger où vous le voulez. De plus, l’angle et la proximité de la flamme à la surface permettent de chauffer et de refroidir une zone donnée à volonté : si elle devient trop chaude, vous pouvez momentanément relever et éloigner la pointe de la flamme, tout en reculant légèrement, ce qui arrête l’apport de chaleur dans le bain et lui permet de se stabiliser et de refroidir légèrement (rappelez-vous, le métal de base essaie toujours d’absorber cette chaleur).
La capacité à contrôler l’accumulation de chaleur dans le bain et les pièces adjacentes, combinée à la technique de la baguette, fait la différence entre un bon soudeur et un soudeur moyen, et il est absolument impossible de l’apprendre dans un livre. C’est une compétence à la frontière entre science et art, avec une touche de magie pour la subtilité. Les mots-clés sont pratique et compréhension, aucun ne pouvant produire un travail de soudure de haut niveau sans l’autre.
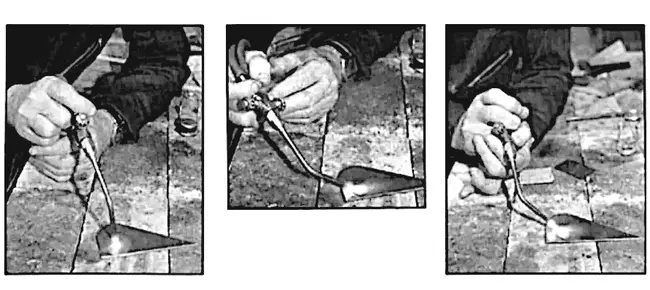
L’IMPORTANCE DE LA POSTURE
Les paragraphes précédents expliquent ce que vous essayez de faire. Nous allons maintenant expliquer comment le faire et la première étape consiste à étudier l’importance d’une position stable, qui offre un meilleur contrôle du processus de soudage. Ne riez pas ! Bien que cela puisse paraître élémentaire, le concept de se donner un support stable pour mieux contrôler le chalumeau n’a jamais effleuré l’esprit de nombreux soudeurs.

Lorsque vous soudez, vous combinez une douzaine de facteurs sur une zone d’un quart de pouce de large. Vous devez tenir compte du réglage du chalumeau, de la température, de l’angle, de l’alimentation de la baguette, du maintien de la chaleur dans la zone et de beaucoup d’autres choses. La dernière chose dont vous avez besoin est de devoir travailler suspendu dans l’espace, ce qui est exactement ce que vous faites si vous approchez d’une soudure, saisissez le chalumeau et commencez à l’utiliser. Nous ne tronçonnons pas des arbres ici, donc nous n’avons pas besoin d’une grande amplitude de mouvement ou de flexibilité. Ce dont nous avons besoin, c’est d’un effet-trépied pour éliminer le tremblement des mains.
Il ne faut pas grand-chose pour créer une situation stable qui rendra vos soudures mille fois plus faciles. Appuyez simplement votre hanche contre votre scie à ruban, votre établi, ou autre pendant que vous soudez, ou mieux encore, gardez un petit tabouret dans l’atelier pour poser un pied dessus et reposer votre bras sur le dessus de votre genou. Cela n’a pas besoin d’être énorme, mais il est crucial de comprendre qu’une grande partie de la qualité de votre soudure dépend directement de votre capacité à maintenir le chalumeau et la baguette dans une position fixe de contrôle, ce qui n’est pas facile quand vous êtes fatigué et que vos mains bougent comme des feuilles au vent.
En plus de rechercher une position stable, sachez qu’il est plus facile pour un droitier de souder de droite à gauche (inverse pour un gaucher), et dans une position presque horizontale. Même s’il existe de nombreux endroits sur un fuselage où cela n’est pas possible, il faut faire tout son possible pour créer une situation de soudage plus naturelle, c’est-à-dire de droite à gauche et horizontale. Lorsque nous aborderons l’assemblage des fuselages, nous parlerons de gabarits rotatifs et d’autres méthodes pour faciliter l’accès à la soudure. Encore une fois, cela peut paraître un détail mineur, mais tous ces éléments combinés permettent non seulement une soudure de meilleure qualité, mais rendent également le travail beaucoup plus facile et agréable.
TECHNIQUES DE MANIPULATION DE LA BAGUETTE
Il existe différentes techniques de manipulation de la baguette selon la technique de soudage utilisée, c’est-à-dire avant, arrière, au-dessus, etc. Cependant, toutes ont un point commun, la manière correcte d’introduire la baguette d’apport dans le bain de fusion.
Si vous examinez attentivement une soudure terminée (bonne, de préférence), vous remarquerez qu’elle ressemble à une série de crêtes ou de petits anneaux successifs. Ce sont des étapes dans lesquelles un bain se forme, puis la baguette est déposée dans le bain, le chalumeau est avancé, laissant derrière une trace de crêtes qui sont les bords du bain solidifié à chaque fois que la baguette fond dans la soudure. Cela exige une certaine finesse, ainsi qu’une compréhension de ce que la baguette doit faire et de ce qu’elle est capable de faire.
L’un des premiers problèmes que vous rencontrerez en soudant est soit de coller la baguette à la surface, soit de la faire fondre à une hauteur telle qu’elle tombe dans le bain comme des fientes d’oiseau (l’une des descriptions les plus courantes d’une mauvaise soudure). Comme la baguette est très fine, elle fond presque instantanément en entrant dans le cône de chaleur entre le bain et la pointe du chalumeau. Un problème peut survenir lorsque le soudeur oublie qu’un long morceau mince de baguette est également un dissipateur thermique, et en le poussant dans le bain, il peut refroidir le bain. Cela vous donnera une antenne de 36″ coincée dans la soudure.
Une partie du problème de contrôle de la baguette provient de la manière dont elle est tenue. Étant très flexible, plus vous pouvez la tenir près de la pointe, mieux c’est, mais gardez à l’esprit qu’une grande quantité de chaleur s’échappe de la soudure et que vous risquez de vous brûler les doigts si vous vous approchez trop. Si vous vous tenez à plus de cinq ou six pouces de la pointe, la flexibilité est telle que vous ne pouvez pas placer la pointe de la baguette exactement là où vous le souhaitez.
La question suivante est : où voulez-vous placer exactement la baguette ? Dans une soudure normale, en se déplaçant de droite à gauche, avec la pointe du chalumeau inclinée de 30 à 45 degrés par rapport à la surface, votre bain présentera une légère concavité sur le côté « sous le vent ». Si vous plongez très doucement la pointe de la baguette dans le bain puis la retirez, la chaleur du bain et du chalumeau extraira exactement la bonne taille de gouttelette de métal fondu de la baguette et la déposera sur le bord avant du bain. C’est là que la finesse est importante. Vous ne la plantez pas, vous ne la frappez pas, vous ne la trempez pas. Vous touchez très doucement la pointe de la baguette au bord du bain au milieu du joint et vous la retirez immédiatement. La chaleur s’occupe du reste.
Après avoir pratiqué un peu, vous constaterez que si vous avez un peu trop de chaleur dans le bain, vous pouvez le refroidir en faisant fondre rapidement une quantité excessive de baguette dans le bain et en avançant un peu plus vite que nécessaire. Mais c’est une compétence acquise, et non une technique explicable.
Dans la technique normale de soudage avant (le chalumeau est incliné vers la gauche, se déplaçant vers la gauche, et la baguette est alimentée sur le bord avant), la baguette entre dans l’écart entre le bain et la flamme de manière à être préchauffée et à fondre instantanément.
COMMENCER LA SOUDURE
Passons en revue une soudure droite, mythique, du début à la fin. Nous omettrons certaines nuances que nous aborderons plus tard concernant différents types de joints mais, en général, voici la routine à suivre :
Fixer les détendeurs. Avant de fixer les détendeurs aux bouteilles, ouvrez chaque valve pendant une seconde pour évacuer toute matière étrangère de la valve de la bouteille. Rappelez-vous également que le détendeur et les tuyaux d’acétylène ont un filetage à gauche. Serrez-les fermement, mais sans excès, car tous les raccords sont en laiton et se dévissent facilement.
Installer les détendeurs. Assurez-vous que les boutons ou poignées de réglage de pression des détendeurs sont desserrés, puis ouvrez les valves des bouteilles. Ne jamais ouvrir les bouteilles avec le bouton de pression vissé car un pic de pression pourrait endommager les diaphragmes internes. Vissez maintenant les valves de pression de l’oxygène et de l’acétylène jusqu’à ce que les manomètres indiquent la pression désirée. Utilisons 8 lbs sur chaque manomètre à titre d’exemple.
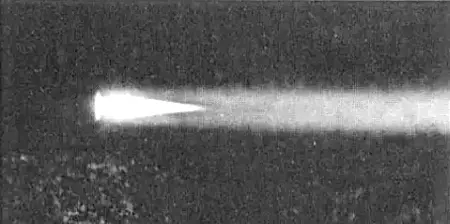
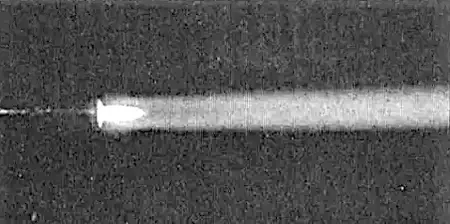
Allumer le chalumeau. Ouvrez légèrement la valve d’acétylène sur le chalumeau et déclenchez l’allumeur devant celle-ci. La flamme jaune produite déposera rapidement de la suie au plafond donc ouvrez la valve d’oxygène pour équilibrer. Si vous ouvrez trop la valve d’acétylène au départ, à l’allumage il y aura un espace entre la flamme et la pointe du chalumeau. Refermez la valve d’acétylène sur le chalumeau jusqu’à ce que la flamme se rattache à la pointe du chalumeau.
Régler la flamme. Une flamme dite « neutre » est utilisée pour souder presque tous les types d’acier. Vous remarquerez qu’en ouvrant la valve d’oxygène, la flamme acétylénique voit son enveloppe interne longue et bleu clair devenir de plus en plus courte jusqu’à ce qu’il ne reste que le cône interne. Ce cône interne doit avoir une couleur bleue raisonnable et les côtés du cône doivent être légèrement courbés et légèrement flous. En augmentant davantage l’oxygène, le cône interne devient très pointu et anguleux et perd de sa couleur. C’est une flamme oxydante qui attaque le métal. Une flamme neutre n’oxydera pas le métal tant que vous ne la laissez pas en un seul endroit trop longtemps. Si vous laissez trop de « plume » sur le cône interne, vous obtenez une flamme carbonisante, et trop de « plume » produira des soudures cassantes.
Préchauffage. Approchez le joint avec la flamme et maintenez le cône interne à un demi-pouce de la surface, en déplaçant la flamme d’avant en arrière sur une zone d’un ou deux pouces dans la direction dans laquelle vous souhaitez souder. Continuez ainsi jusqu’à obtenir une zone de la taille d’un quart de dollar d’un rouge terne à vif, sans aucune trace de jaune. Vous saurez que la zone est saturée de chaleur lorsque vous pourrez retirer le chalumeau pendant une seconde et que la couleur ne disparaît pas immédiatement. Si la couleur disparaît immédiatement en retirant le chalumeau, cela signifie que la chaleur continue de s’échapper vers la structure environnante.
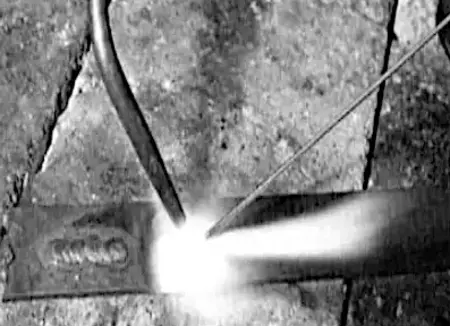
Commencer le bain de fusion. Une fois la zone préchauffée, descendez la pointe du chalumeau en l’inclinant d’environ 30 degrés par rapport à la surface à souder, juste au-dessus de celle-ci. Ne laissez pas le cône interne toucher le métal. Déplacez la pointe du chalumeau légèrement en cercle afin que les deux côtés de la soudure soient chauffés.
Vous verrez la couleur commencer à changer, un peu de jaune apparaîtra dans le rouge. Bientôt, elle commencera à scintiller lorsqu’elle commencera à « transpirer », puis elle fondra réellement et formera un bain d’environ un quart de pouce de diamètre.
Introduire la baguette. Lorsque vous obtenez un bain bien formé, inclinez un peu plus le chalumeau dans la direction dans laquelle vous souhaitez avancer et touchez légèrement la pointe de la baguette sur le bord avant du bain, là où se situe la flamme. Dès que la pointe de la baguette a fondu dans le bain, avancez légèrement le chalumeau pour maintenir le bord du bain en fusion et replongez la baguette. Puis avancez le chalumeau et replongez la baguette. Continuez ainsi jusqu’à ce que vos bras soient fatigués ou que vous n’ayez plus de métal.
À aucun moment vous ne devez retirer rapidement le chalumeau de la zone en cours de soudage. L’idée principale est de souder le métal ensemble et de le laisser refroidir et se normaliser lentement. Si vous arrachez le chalumeau d’une soudure en cours, la zone refroidira si rapidement que vous risquez de provoquer des contraintes internes et des fissures.
NORMALISATION DE LA SOUDURE
Il existe de nombreuses opinions sur la méthode correcte pour normaliser une soudure. Beaucoup de soudeurs reviendront après qu’une structure soit complètement terminée et réchaufferont chaque soudure jusqu’à un rouge cerise, en déplaçant le chalumeau dessus pendant qu’elle refroidit, pour que la chaleur se dissipe lentement. D’autres soudeurs maintiendront le joint chaud pendant le soudage, puis, avant d’avoir terminé, repasseront le chalumeau sur le joint pour permettre un refroidissement lent. Les deux méthodes fonctionnent tant qu’elles sont appliquées. Cela est particulièrement vrai pour les zones critiques à haute contrainte qui ne peuvent tolérer de fissures internes ou de contraintes résiduelles.
INSPECTION DES SOUDURES
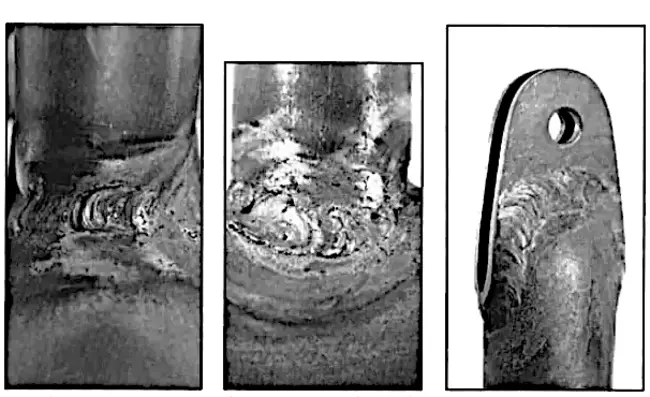
Une fois la soudure terminée, revenez l’examiner pour détecter tout signe révélateur de problème. Idéalement, les bords de la soudure doivent se fondre doucement dans le métal de base. Il ne doit y avoir ni augmentation brutale d’épaisseur (ce qui provoque des concentrations de contraintes au niveau de la jonction), ni amincissement progressif du métal de base au bord du joint, ce qui indiquerait une rupture et la perte de section transversale dans cette partie de la soudure.
Une soudure parfaite est une soudure esthétique dans laquelle les anneaux formés par les gouttes de la baguette d’apport sont espacés régulièrement et parfaitement alignés. Mais ne vous laissez pas tromper par une soudure jolie. La seule manière de savoir si une soudure est réellement bonne est de l’observer au moment de sa réalisation.
Vous devez vérifier que le bain a pénétré correctement la surface des deux pièces de métal et que la baguette a été appliquée délicatement de manière à ce qu’aucune partie intérieure du bain ne se refroidisse. Si cela est fait correctement, la résistance de la soudure devrait être presque équivalente à celle du métal de base.
