
AC_43.13-1B – Chapitre 1 – Structure Bois – Section 1
CHAPITRE 1. STRUCTURE EN BOIS
SECTION 1. MATÉRIAUX ET PRATIQUES
1-1. GÉNÉRALITÉS.
La construction d’aéronefs en bois remonte aux débuts des avions certifiés. Aujourd’hui, seules un nombre limité de structures d’aéronefs en bois sont produites. Cependant, de nombreux anciens fuselages restent en service. Avec un entretien approprié, les fuselages des années 1930 à 1950 ont tenu remarquablement bien compte tenu de l’état de la technologie et de l’expérience à long terme disponible à cette époque. Il est de la responsabilité du mécanicien d’inspecter soigneusement ces structures pour détecter toute détérioration et vérifier leur navigabilité continue.
1-2. BOIS.
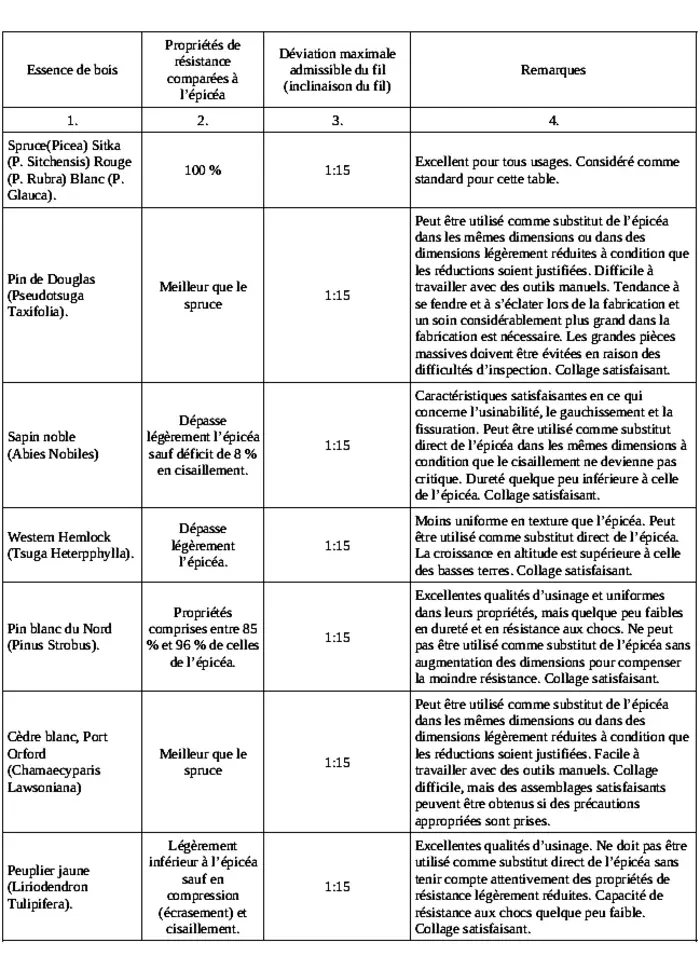
a. Qualité du bois. Tout bois et contreplaqué utilisé pour la réparation des structures d’aéronefs doit être de qualité aéronautique (référence Army Navy Commerce Department Bulletin ANC-19, Wood Aircraft Inspection and Fabrication). Le tableau 1-1 énumère certaines variations permises des caractéristiques et propriétés du bois aéronautique. Cependant, la sélection et l’approbation du bois pour un usage structurel aéronautique sont des compétences spécialisées et doivent être effectuées par du personnel parfaitement familiarisé avec les critères et méthodes d’inspection.
b. Substitution du bois d’origine. L’espèce de bois utilisée pour réparer une pièce doit être la même que celle de l’original dans la mesure du possible ; toutefois, certains substituts permis sont indiqués dans le tableau 1-1. Obtenez l’approbation du constructeur de la cellule ou de la Federal Aviation Administration (FAA) pour le remplacement de bois modifiés ou d’autres produits non bois par un matériau de substitution.
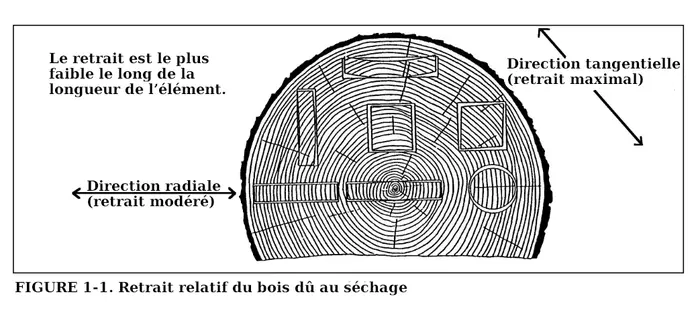
 c. Effets du retrait. Lorsque la teneur en humidité d’une pièce en bois diminue, la pièce rétrécit. Comme le retrait n’est pas égal dans toutes les directions, le mécanicien doit considérer l’effet que la réparation peut avoir sur la structure terminée. Le retrait est le plus important dans la direction tangentielle (à travers les fibres et parallèle aux cernes de croissance), un peu moins dans la direction radiale (à travers les fibres et perpendiculaire aux cernes de croissance), et négligeable dans la direction longitudinale (parallèle aux fibres). La figure 1-1 illustre les différentes directions du grain et les effets du retrait sur la forme d’une pièce. Ces changements dimensionnels peuvent avoir plusieurs effets néfastes sur une structure en bois, tels que le desserrage des fixations et des haubans filaires et la fissuration ou le fendillement des pièces en bois. Quelques suggestions pour minimiser ces effets de retrait sont :
c. Effets du retrait. Lorsque la teneur en humidité d’une pièce en bois diminue, la pièce rétrécit. Comme le retrait n’est pas égal dans toutes les directions, le mécanicien doit considérer l’effet que la réparation peut avoir sur la structure terminée. Le retrait est le plus important dans la direction tangentielle (à travers les fibres et parallèle aux cernes de croissance), un peu moins dans la direction radiale (à travers les fibres et perpendiculaire aux cernes de croissance), et négligeable dans la direction longitudinale (parallèle aux fibres). La figure 1-1 illustre les différentes directions du grain et les effets du retrait sur la forme d’une pièce. Ces changements dimensionnels peuvent avoir plusieurs effets néfastes sur une structure en bois, tels que le desserrage des fixations et des haubans filaires et la fissuration ou le fendillement des pièces en bois. Quelques suggestions pour minimiser ces effets de retrait sont :
(1) Utiliser des douilles légèrement courtes afin que lorsque la pièce en bois rétrécit, les douilles ne dépassent pas et que les fixations puissent être serrées fermement contre la pièce.
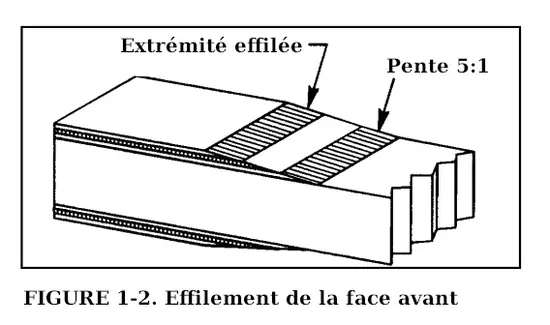
(2) Diminuer progressivement les plaques de contreplaqué en effectuant un effilage comme montré à la figure 1-2.
(3) Sceller soigneusement toutes les surfaces en bois, en particulier les extrémités et les trous de boulons, avec du vernis, de l’époxy ou tout autre scellant acceptable afin de ralentir ou de prévenir les changements d’humidité dans la pièce. (Voir Section 5. Finitions des structures en bois.)
Tableau 1-1. Sélection et propriétés du bois aéronautique. (Voir les notes sous le tableau.)
Notes du tableau 1-1
1. Défauts permis.
a. Fil croisé. Le fil en spirale, diagonal ou une combinaison des deux est acceptable à condition que le fil ne diverge pas de l’axe longitudinal du matériau au-delà de ce qui est spécifié dans la colonne 3. Il est nécessaire de vérifier les quatre faces de la planche pour déterminer le degré de divergence. La direction d’étalement de l’encre fluide libre aide souvent à déterminer la direction du fil.
b. Fil ondulé, frisé et entrelacé. Acceptable, si les irrégularités locales ne dépassent pas les limites spécifiées pour le fil en spirale et diagonal.
c. Nœuds durs. Les nœuds durs sains jusqu’à 3/8″ de diamètre maximal sont acceptables à condition que : (1) ils ne soient pas des portions saillantes des longeron en « I », le long des bords de longerons rectangulaires ou biseautées non usinées, ou le long des bords des semelles de longerons caissons (sauf dans les parties peu sollicitées) ; (2) ils ne provoquent pas de divergence du fil aux bords de la planche ou dans les semelles du longeron au-delà de ce qui est spécifié dans la colonne 3 ; et (3) ils se trouvent dans le tiers central du longeron et ne sont pas à moins de 20″ d’un autre nœud ou autre défaut (cela concerne les nœuds de 3/8″. Les nœuds plus petits peuvent être proportionnellement plus proches). Les nœuds supérieurs à 1/4″ doivent être utilisés avec précaution.
d. Petits groupes de nœuds. Les petits groupes sont acceptables à condition qu’ils n’affectent que légèrement la direction du fil.
e. Poches de résine. Acceptables dans la partie centrale d’une poutre à condition qu’elles soient espacées d’au moins 14″ lorsqu’elles se trouvent dans le même cercle de croissance et ne dépassent pas 1-1/2″ de longueur par 1/8″ de largeur et 1/8″ de profondeur, et à condition qu’elles ne soient pas le long des portions saillantes des longerons en « I », le long des bords de longerons rectangulaires ou biseautées non usinées, ou le long des bords des semelles de longerons caissons.
f. Veines minérales. Acceptables, à condition qu’une inspection minutieuse ne révèle aucune pourriture.
2. Défauts non permis.
a. Fil croisé. Non acceptable, sauf dans les limites indiquées en 1a.
b. Grain ondulé, frisé et entrelacé. Non acceptable, sauf dans les limites indiquées en 1b.
c. Nœuds durs. Non acceptable, sauf dans les limites indiquées en 1c.
d. Petits groupes de nœuds. Non acceptable si ils produisent un effet important sur la direction du fil.
e. Nœuds traversants. Ce sont des nœuds traversant complètement la profondeur d’une poutre perpendiculairement aux cernes annuels et apparaissent le plus fréquemment dans le bois scié sur quartier. Rejeter le bois contenant ce défaut.
f. Poches de résine. Non acceptable, sauf dans les limites indiquées en 1e.
g. Veines minérales. Non acceptable si accompagnées de pourriture (voir 1f).
h. Fendillements, fentes longitudinales et éclats. Les fendillements sont des fissures longitudinales s’étendant généralement à travers les cernes annuels. Les fentes longitudinales se trouvent habituellement entre deux cernes annuels. Les éclats sont des fissures longitudinales provoquées par des contraintes artificielles. Rejeter le bois contenant ces défauts.
i. Bois de compression. Ce défaut est très préjudiciable à la résistance et difficile à reconnaître facilement. Il se caractérise par une densité spécifique élevée, une apparence d’excès de bois d’été et, dans la plupart des essences, peu de contraste entre bois de printemps et bois d’été. En cas de doute, rejeter le matériau ou soumettre des échantillons à un test de résistance pour établir la qualité du bois. Rejeter tout matériau contenant du bois de compression.
j. Défaillances par compression. Ce défaut est causé par un excès de compression du bois dû aux forces naturelles pendant la croissance de l’arbre, à l’abattage sur un terrain irrégulier, ou à une manutention brutale des grumes ou du bois. Les défaillances par compression se caractérisent par un flambage des fibres apparaissant comme des stries sur la surface de la pièce, sensiblement perpendiculaires au fil, et varient des défaillances prononcées aux fines fissures nécessitant une inspection minutieuse. Rejeter le bois présentant des défaillances évidentes. En cas de doute, rejeter le bois ou procéder à une inspection supplémentaire par examen microscopique ou test de résistance, ce dernier étant le plus fiable.
k. Pourriture. Examiner attentivement toutes les taches et décolorations pour déterminer si elles sont inoffensives ou à un stade de pourriture préliminaire ou avancée. Toutes les pièces doivent être exemptes de pourriture, d’humidité, de cœur rouge, de cœur violet et de toute autre forme de décomposition.
1-3. PRODUITS EN BOIS MODIFIÉS.
Les formes les plus courantes de bois modifiés utilisées dans la construction d’aéronefs sont le contreplaqué. Bien que n’étant pas un produit en bois, des pièces phénoliques sont parfois incorporées dans les structures. Ces produits sont utilisés chaque fois que le constructeur exige des caractéristiques spécifiques de résistance ou de durabilité.
1-4. COLLES.
En raison du rôle critique des colles dans la structure des aéronefs, le mécanicien ne doit utiliser que les types de colles répondant à toutes les exigences de performance nécessaires pour l’emploi dans les aéronefs civils certifiés. Utiliser chaque produit strictement conformément aux instructions du constructeur de l’aéronef et de l’adhésif.
a. Les colles acceptables par la FAA peuvent être identifiés de la manière suivante :
(1) Se référer au manuel d’entretien ou de réparation de l’aéronef pour des instructions spécifiques sur la sélection des colles acceptables pour ce type d’aéronef.
(2) Les colles répondant aux exigences d’une spécification militaire (Mil Spec), d’une spécification de matériel aérospatial (AMS) ou d’un ordre de norme technique (TSO) pour les structures d’aéronefs en bois sont satisfaisants, à condition qu’ils soient compatibles avec les matériaux structurels existants de l’aéronef et avec les méthodes de fabrication utilisées pour la réparation.
b. Les types courants de colles utilisés ou ayant été utilisés dans la structure des aéronefs se répartissent en deux groupes généraux : caséine et résines synthétiques. La technologie des colles continue d’évoluer, et de nouveaux types (répondant aux exigences du paragraphe 1-4a) peuvent devenir disponibles à l’avenir.
(1) La performance des colles à base de caséine est généralement considérée comme inférieure à celle des autres produits disponibles aujourd’hui ; les colles modernes doivent être privilégiées.
ATTENTION : La colle à base de caséine se détériore avec les années après exposition à l’humidité de l’air et aux variations de température. Certaines colles modernes sont incompatibles avec la caséine. Si une liaison précédemment collée avec de la caséine doit être recollée avec un autre type de colle, toutes les traces de caséine doivent être grattées avant l’application d’une nouvelle colle. La présence de résidus de caséine peut entraîner un échec de durcissement de la nouvelle colle en raison de l’alcalinité résiduelle.
(2) Les colles à base de résines synthétiques comprennent une large famille incluant la colle en résine plastique, le résorcinol, le phénol pressé à chaud et l’époxy.
(3) La colle en résine plastique (colle à base de résine urée-formaldéhyde) est utilisée dans les avions en bois depuis de nombreuses années. Une prudence particulière est nécessaire en raison d’une détérioration possible rapide (plus rapide que le bois) dans des environnements chauds et humides et sous contraintes de gonflement-rétrécissement cycliques. Pour ces raisons, l’urée-formaldéhyde doit être considérée comme obsolète pour toutes les réparations. Toute utilisation proposée de ce type d’adhésif doit être discutée avec le bureau FAA compétent avant emploi sur un aéronef certifié.
(4) La spécification fédérale MMM-A-181D et la spécification militaire MIL-A-22397 décrivent toutes deux une série de tests requis pour vérifier les propriétés chimiques et mécaniques du résorcinol. Le résorcinol est le seul adhésif connu recommandé et approuvé pour l’utilisation dans les structures d’aéronefs en bois et répond entièrement aux exigences de résistance et de durabilité. L’adhésif résorcinol (résine résorcinol-formaldéhyde) est une colle synthétique en deux parties composé de résine et de durcisseur. La quantité appropriée de durcisseur (selon les instructions du fabricant) est ajoutée à la résine, puis mélangée jusqu’à homogénéité ; la colle est alors prête à l’emploi immédiat. La qualité de l’ajustement et la pression de serrage appropriée sont toutes deux critiques pour atteindre la pleine résistance de la liaison. Les lignes de colle doivent être très fines et uniformes pour obtenir la pleine résistance de la liaison.
ATTENTION : Lire et observer les fiches de données de sécurité des matériaux. Suivre scrupuleusement les instructions du fabricant concernant le mélange, le temps d’assemblage ouvert et fermé, ainsi que les plages de températures d’utilisation.
(5) La colle phénol-formaldéhyde est couramment utilisée dans la fabrication de contreplaqué de qualité aéronautique. Ce produit est durci à température et pression élevées ; par conséquent, il n’est pas pratique pour une utilisation en réparation structurelle.
(6) Les adhésifs époxy sont un produit synthétique en deux parties et sont acceptables à condition qu’ils répondent aux exigences du paragraphe 1-4a. De nombreux nouveaux systèmes de résine époxy semblent posséder d’excellentes propriétés de travail. Ils se révèlent beaucoup moins sensibles à la qualité de la jointure et à la pression de serrage. Ils pénètrent bien dans le bois et le contreplaqué. Cependant, la durabilité de la jointure en présence de températures élevées ou d’humidité est insuffisante pour de nombreux époxys. Les colles époxy se composent généralement d’une résine et d’un durcisseur mélangés dans les proportions spécifiées par le fabricant. Selon le type d’époxy, la durée de vie en pot peut varier de quelques minutes à une heure. Les temps de durcissement varient selon les produits.
ATTENTION : Certains époxys peuvent présenter des caractéristiques thermiques ou autres inacceptables, non apparentes lors d’un test en atelier. Il est essentiel de n’utiliser que les produits répondant aux exigences du paragraphe 1-4a dans les réparations d’aéronefs. Ne jamais modifier le rapport résine-durcisseur dans le but de modifier le temps de durcissement. La résistance, la résistance thermique et chimique en seraient affectées négativement. Lire et respecter les fiches de données de sécurité. Suivre scrupuleusement les instructions du fabricant concernant le mélange, le temps de durcissement ouvert et fermé, et les plages de températures utilisables.
1-5. PRÉCAUTIONS DE COLLAGE.
Les joints collés satisfaisants dans les aéronefs doivent développer la pleine résistance du bois sous toutes les conditions de contrainte. Pour obtenir ce résultat, l’opération de collage doit être soigneusement contrôlée afin d’obtenir un film continu, fin et uniforme de colle solide dans le joint, avec une adhésion et une pénétration adéquates sur les deux surfaces du bois. Certaines conditions importantes incluent :
a. Surfaces en bois correctement préparées.
b. Adhésif de bonne qualité, correctement préparé et sélectionné pour la tâche à accomplir.
c. Bonne technique de collage, conforme aux instructions du fabricant d’adhésif pour l’application spécifique.
1-6. PRÉPARATION DES SURFACES EN BOIS POUR LE COLLAGE.
Il est recommandé de ne pas laisser s’écouler plus de temps que nécessaire entre la finition finale et le collage. Maintenir les surfaces préparées couvertes d’une feuille plastique propre ou d’un autre matériau afin de préserver leur propreté avant l’opération de collage.
Les surfaces à assembler doivent être usinées lisses et exactes à l’aide de raboteuses, dégauchisseuses ou scies à onglet spéciales. Les marques de rabot, le fil ébréché ou détaché et autres irrégularités de surface ne sont pas autorisés. Le papier de verre ne doit jamais être utilisé pour lisser les surfaces de bois tendre destinées au collage. Les surfaces sciées doivent approcher celles des surfaces bien rabotées en uniformité, douceur et absence de fibres écrasées. Il est conseillé de nettoyer les deux surfaces du joint à l’aide d’un aspirateur juste avant l’application de l’adhésif. Les surfaces en bois prêtes pour le collage doivent être exemptes d’huile, de cire, de vernis, de gomme-laque, de laque, d’émail, de dope, de scellant, de peinture, de poussière, de saleté, de colle, de traces de crayon et de tout autre matériau étranger.
a. Il n’est pas recommandé de rugosifier les surfaces lisses et bien rabotées du bois normal avant le collage. Un tel traitement des surfaces bien rabotées peut provoquer des irrégularités locales et un arrondi des arêtes inacceptable. Lorsque les surfaces ne peuvent pas être fraîchement usinées avant collage, comme pour le contreplaqué ou des éléments difficiles d’accès, un léger ponçage de la surface avec un grain fin tel que 220 améliore considérablement la pénétration de la colle sur des surfaces vieillies ou polies. Le ponçage ne doit jamais être poussé au point de modifier la planéité de la surface. Un ponçage très léger peut également améliorer le mouillage de la colle sur des matériaux très durs ou résineux.
b. Les tests de mouillage sont utiles pour détecter la présence de cire, d’anciens adhésifs ou de finitions. Une goutte d’eau déposée sur une surface difficile à mouiller, et donc difficile à coller, ne se répandra pas et ne mouillera pas rapidement le bois (en secondes ou minutes). La surface peut être difficile à mouiller en raison de la présence de cire, de l’exposition de la surface à la chaleur et à la pression comme dans la fabrication de contreplaqué pressé à chaud, de la présence de résines synthétiques ou d’extraits de bois, ou simplement de changements chimiques ou physiques de la surface du bois avec le temps. Un bon mouillage n’indique que la possibilité de coller correctement la surface. Après avoir effectué les tests de mouillage, laisser le bois sécher suffisamment avant le collage. Les tests préliminaires de collage et les essais de résistance des joints sont les seuls moyens fiables pour déterminer réellement les caractéristiques de collage des combinaisons adhésif-matériau. (Voir paragraphe 1-29h.)
1-7. APPLICATION DE LA COLLE.
Pour réaliser un joint collé satisfaisant, étaler l’adhésif en une couche mince et uniforme sur les deux surfaces à assembler. Il est recommandé d’utiliser un pinceau propre et de veiller à ce que toutes les surfaces soient couvertes. L’étalement de la colle sur une seule des deux surfaces n’est pas recommandé. Veiller à lire et suivre les instructions d’application du fabricant de la colle.
1-8. TEMPS D’ASSEMBLAGE POUR LE COLLAGE.
Le résorcinol, l’époxy et d’autres colles durcissent à la suite d’une réaction chimique. Le temps est un facteur important dans le processus de collage. Les contraintes de temps spécifiques sont les suivantes :
a. Durée de vie en pot : c’est la durée d’utilisation de l’adhésif à partir du moment où il est mélangé jusqu’à ce qu’il doive être étalé sur la surface du bois. Une fois la durée de vie en pot écoulée, la colle restante doit être éliminée. Ne pas ajouter d’agents de dilution pour prolonger la durée de vie du lot.
b. Temps d’assemblage ouvert : période allant du moment où la colle est étalée jusqu’au serrage des pièces. Sur les surfaces exposées à l’air libre, certaines colles subissent un changement de consistance beaucoup plus rapide que lorsque les pièces sont assemblées immédiatement après l’étalement.
c. Temps d’assemblage fermé : période allant du moment où les pièces de la structure sont mises en place jusqu’à l’application de la pression de serrage. La consistance de la colle change moins rapidement lorsque les pièces sont mises en place.
d. Temps de pressage ou de serrage : période pendant laquelle les pièces sont maintenues serrées et la colle durcit. Le temps de pressage doit être suffisant pour assurer que la résistance du joint soit adéquate avant la manipulation ou l’usinage de la structure collée.
REMARQUE : Suivre les instructions du fabricant d’adhésif pour toutes les limites de temps dans le processus de collage. Si les périodes d’assemblage ouvert ou fermé recommandées sont dépassées, le processus de collage ne doit pas continuer. Éliminer les pièces si possible. Si les pièces ne peuvent pas être éliminées, retirer l’adhésif partiellement durci et nettoyer la ligne de collage conformément aux instructions du fabricant avant l’application d’un nouvel adhésif.
1-9. TEMPÉRATURE DE COLLAGE.
La température de la ligne de collage affecte le taux de durcissement de l’adhésif. Certains types de colles, comme le résorcinol, nécessitent une température minimale qui doit être maintenue pendant tout le processus de durcissement. Chaque type de colle exige une température spécifique durant le cycle de durcissement, et les recommandations du fabricant doivent être suivies.
1-10. PRESSION DE SERRAGE.
a. Utiliser la pression recommandée pour faire s’étaler la colle en un film mince et continu entre les couches de bois. Cela chasse l’air du joint et met les surfaces du bois en contact intime. La pression doit être appliquée avant que l’adhésif ne devienne trop épais pour s’écouler, au moyen de pinces, presses ou autres dispositifs mécaniques.
b. Une pression de serrage non uniforme entraîne généralement des zones faibles et fortes dans un même joint. La pression nécessaire pour obtenir des joints solides dans les opérations d’assemblage d’aéronefs varie selon le type d’adhésif utilisé et le type de bois à coller. Pour le résorcinol, les pressions typiques peuvent varier de 125 à 150 lbs/sqi pour les bois tendres et de 150 à 200 lbs/sqi pour les bois durs. Une pression insuffisante ou des surfaces en bois mal usinées entraînent généralement des lignes de colle épaisses, indiquant un joint faible, et doivent être strictement évitées. Certains adhésifs époxy nécessitent beaucoup moins de pression pour produire une résistance de joint acceptable. Lire et suivre les instructions du fabricant dans tous les cas.
1-11. MÉTHODE D’APPLICATION DE LA PRESSION.
Les méthodes d’application de pression pour les joints lors des opérations de collage d’aéronefs vont de l’utilisation de pointes, clous, petites vis et pinces, à l’emploi de presses hydrauliques ou électriques. Le choix des moyens de serrage appropriés est important pour obtenir des joints solides.
a. Le clouage manuel est largement utilisé pour le collage des nervures et l’application de revêtements en contreplaqué sur l’aile, les surfaces de contrôle et les cadres de fuselage. De petites vis en laiton peuvent également être utilisées avantageusement lorsque les pièces à coller sont relativement petites et ne permettent pas l’application de pression au moyen de pinces. Les clous et vis peuvent provoquer des effets indésirables. Il existe un risque considérable de fendre les petites pièces lors de la pose de clous ou de vis. Les fixations métalliques créent également des points vulnérables à l’entrée d’humidité pendant le service.
b. Pour les petits joints utilisant du contreplaqué mince pour des écharpes ou lorsque le contreplaqué est utilisé comme peau extérieure, la pression est généralement appliquée par clouage ou agrafage. Des bandes de clouage en contreplaqué mince sont souvent utilisées pour répartir la pression sur une plus grande surface et faciliter le retrait des clous après durcissement de la colle.
c. La taille des clous doit varier selon celle des pièces. Si plusieurs rangées de clous sont nécessaires, les clous doivent être espacés de 1″ dans des rangées espacées de 1/2″. Les clous des rangées adjacentes doivent être décalés. Dans tous les cas, les clous des rangées adjacentes ne doivent pas être à plus de 3/4″ du clou le plus proche. La longueur des clous doit permettre de pénétrer dans le bois sous le joint d’au moins 3/8″. Pour les petites pièces, l’extrémité du clou ne doit pas dépasser de la pièce sous le joint. Frapper les clous avec plusieurs coups légers, juste assez pour enfoncer la tête dans la surface de l’écharpe. Faire attention à ne pas écraser le bois avec un coup de marteau trop fort.
d. Dans certains cas, les clous sont retirés après durcissement de la colle, tandis que dans d’autres, ils sont laissés en place. Les clous servent uniquement à fournir la pression de serrage pendant le durcissement de l’adhésif et ne doivent pas être considérés comme maintenant les pièces ensemble en service.
Lorsqu’il décide de retirer les clous après l’assemblage, le mécanicien doit examiner la structure adjacente pour vérifier si des clous provenant de la fabrication initiale sont encore présents.
e. Pour les pièces plus grandes, appliquer la pression au moyen de pinces à vis, telles que des barres de menuisier ou des « C-clamps ». Des bandes ou blocs doivent être utilisés pour répartir la pression de serrage et protéger les pièces contre l’écrasement local dû à la zone de pression limitée des pinces, surtout lorsqu’une pièce est mince (comme le contreplaqué). La bande ou le bloc doit avoir au moins deux fois l’épaisseur de la pièce la plus mince à assembler.
f. Immédiatement après le serrage ou le clouage d’une pièce, le mécanicien doit examiner l’ensemble du joint pour assurer un contact uniforme des pièces et l’extrusion de l’adhésif. Essuyer l’excédent d’adhésif.
1-12. – 1-17. [RÉSERVÉ.]


