

La construction composite – 7/11

Le « vacuum bagging » (« sac à vide »)… cela ressemble au prochain stade de la méditation, l’ouverture des shakras, après avoir fait quelques tatouages et être passé par un salon de piercing. Mais non, il s’agit d’un procédé permettant de créer des formes complexes, de très faible masse, en utilisant des matériaux composites.
Dans des articles précédents, nous avons étudié les stratifiés humides, où l’on imbibe le tissu d’époxy puis on le drape sur le moule. Vous vous souviendrez que de nombreux efforts étaient consacrés à l’élimination de l’air entre les couches et à la réduction du pourcentage d’époxy dans le produit. Vous vous rappellerez également que, dans notre premier article de cette série, la résistance de cette technologie provient principalement des fibres ; le rôle de l’époxy est d’empêcher les fibres de se déplacer les unes par rapport aux autres. Il s’ensuit donc qu’en ce qui concerne le rapport époxy/fibres, l’adage « si assez d’époxy est acceptable, plus c’est mieux, et trop est exactement ce qu’il faut » est faux. Une fois que le travail consistant à solidariser les fibres est accompli, l’excès d’époxy ne fait qu’ajouter du poids.





Est-il facile d’avoir trop d’époxy ? Un débutant en stratification humide peut avoir un rapport époxy/fibres de 90/10. Une personne expérimentée dans la stratification humide peut le réduire à moins de 70/30. Dans un composant aérospatial sophistiqué, ce rapport peut descendre à 40/60. Toutefois, y parvenir exige un excellent contrôle du procédé, sans quoi vous risquez une répartition inégale de l’époxy, au point de créer des zones sèches. Un objectif raisonnable pour nous se situe autour de 60/40, et le vacuum bagging est un excellent moyen d’y parvenir.
Mais à quel point est-il important de réduire le poids ? Si vous construisez un avion de sport léger, vous êtes limité à un poids maximal au décollage de 1320 lb. Si vous construisez un ultraléger, eh bien, le nom dit tout. Restez en dessous de 254 lb.
Indépendamment des règles de conformité, il reste la question des performances.
Kelly Johnson des Lockheed Skunk Works l’a le mieux quantifié : « Chaque pound ajouté au poids total de l’avion nous coûtait un foot d’altitude, donc en construisant le U-2 nous étions des chasseurs de poids sans pitié. »
Même si vous ne construisez pas le U-3, si vous avez déjà décollé avec les réservoirs pleins, tous les sièges occupés et le compartiment bagages au maximum, vous avez une idée de l’avantage qu’il y a à retirer de façon permanente 50 lb de l’avion. (C’est pour ça que je suis au régime.)
Pour y parvenir de manière constante, toutefois, il faut un peu plus qu’une épingle pour chasser l’air et une raclette pour enlever l’excès de résine. (Cela concerne l’époxy, pas le régime.)
C’est là qu’intervient le vacuum bagging. Il utilise la pression de l’air pour extraire l’excès d’époxy et l’air emprisonné. Cela améliore la liaison entre les couches, réduit le temps de polymérisation, et permet fréquemment d’atteindre ce rapport cible de 60/40.
Vous vous dites : « Oh, bien sûr, mais je ne peux pas faire ça dans mon petit atelier. » Ah, mais si, jeune padawan, et ce n’est ni difficile ni coûteux. Si vous avez déjà réalisé un stratifié humide, il vous faudra seulement quelques éléments supplémentaires, le plus coûteux étant une pompe à vide. Toutefois, même celle-ci peut être obtenue sans trop de difficulté. En fait, dans un prochain article, nous vous montrerons comment construire une bonne pompe à vide alimentée par de l’air comprimé.
Vous remarquerez que je n’ai pas dit : « Utilisez une pompe à vide pour aspirer l’air hors du sac. » Cela est si souvent affirmé que l’ingénieur en moi devient presque apoplectique chaque fois que je l’entends. Retenez ceci : l’air n’aspire pas, il pousse.
Un instant de réflexion sur la résistance en traction de l’air devrait vous convaincre que l’aspirateur que vous utilisez sur la moquette est en réalité un appareil à différence de pression. Le « vide » dans une pompe à vide, par opposition à un compresseur, est simplement une manière imprécise de décrire si la machine modifie la pression de l’air au-dessus ou en dessous de la pression ambiante. Il est important de comprendre ce concept, car sans cela vous ne comprendrez pas le pourquoi si quelque chose tourne mal dans ce processus.
LA MISE EN PLACE
L’idée de base est simple : lors d’un stratifié humide, nous utilisions du peel ply et un pinceau pour absorber l’excès d’époxy. Cette fois, nous allons le presser mécaniquement.
Vous pourriez essayer de vous asseoir sur le sac, mais ce faisant vous vous rappellerez la dernière fois où vous avez essayé de chasser l’air d’un matelas pneumatique. Difficile d’aplatir ces poches d’air aléatoires, n’est-ce pas ? Un peu comme jouer au Whack-a-Mole (https://fr.wikipedia.org/wiki/Jeu_de_la_taupe) dans un parc d’attractions. À la place, laissons Mère Nature s’asseoir sur le sac. Tout ce que nous avons à faire est de retirer un peu d’air du sac avec une pompe à vide, et le reste se fera tout seul.
Encore une digression vers la science. La pression de l’air est simplement la charge exercée par le poids de l’air au-dessus d’une surface donnée. En montant en altitude, la pression de l’air diminue parce que vous vous trouvez désormais au-dessus d’une partie de cet air. Au niveau de la mer, elle est de 14.7 psi ; à 18,000′ au-dessus du niveau de la mer, elle est de moitié. Si vous ne pensez pas que l’air a un poids, posez un ballon de basket aplati sur une balance en grammes, puis gonflez-le et pesez-le à nouveau.
Ce que cela signifie, c’est qu’à moins de vivre dans un trou très profond dans le sol où la pression de l’air serait supérieure à celle du niveau de la mer, la limite absolue que vous allez appliquer sur le sac est de 14.7 psi. Or, 14.7 psi n’est pas une charge négligeable ; sur une pièce mesurant 12″ x 12″, il faudrait empiler 42 sacs de sable de 50 lb avec une répartition parfaite pour obtenir le même effet. La raison pour laquelle vous ne ressentez pas ce poids est que vous êtes composé à 99% d’eau, ce qui transmet simplement la charge à travers vous sans vous écraser.
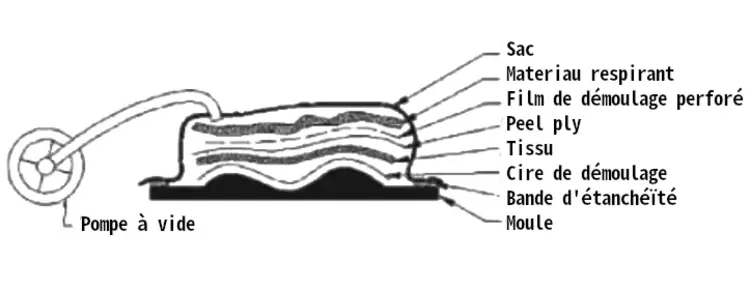
En examinant le schéma, nous voyons qu’il y a de nombreux composants dans le sac. Le vacuum bag, le tissu, le peel ply, la cire et le moule sont désormais familiers, et une pompe à vide est évidente. Mais comment le ruban d’étanchéïté, le plastique perforé et le feutre d’aspiration (qui, d’ailleurs, n’est pas toujours en feutre) s’intègrent-ils ? Clairement, pour transformer le matériau du sac en sac, il faut le sceller. C’est le rôle du ruban d’étanchéïté. C’est un matériau de type mastic qui adhère au matériau du sac. Il se présente en rouleau et mesure environ 1/8″ par 1/2″ une fois déroulé. On retire le papier qui protège sa surface collante et on pousse simplement le matériau du sac dedans. Les plis doivent être évités autant que possible car ils créent des chemins de fuite.


Le tube à vide est essentiel. Évidemment, un tube trop mou s’écraserait, donc un matériau plus rigide est nécessaire. La taille n’est pas critique ; il faut simplement le garder court, 4′ à 5′ maximum, et sans pli.
Enfin, il y a le générateur de différence de pression, aussi appelé pompe à vide. Cela peut aller d’un générateur de vide (sans pièces mobiles) relié à votre compresseur, à une pompe à air d’aquarium, jusqu’à une pompe à vide industrielle à palettes ou à vis coûtant cher. La taille de la pompe dépend entièrement de la taille du projet et de l’intégrité du sac. Vous devriez pouvoir obtenir une compression solide en 5 à 8 minutes. Une pompe trop petite ne permettra pas de compenser les fuites inévitables.
Pour expliquer la fonction des autres éléments, entrons dans le sac pour voir ce qui se passe lorsque la pression s’exerce. D’abord, le sac lui-même commence à s’affaisser, en poussant contre le tissu absorbant. Vous vous souvenez de ce matelas pneumatique ? Difficile de chasser ces poches d’air aléatoires. C’est là que le tissuu absorbant intervient. C’est un tapis épais et poreux qui donne à l’air un chemin par lequel s’échapper sous la pression extérieure.
Le tissu absorbant a une autre fonction. Les gaz et l’excès d’époxy y passent, les liquides étant piégés, et les gaz continuent à travers le feutre d’aspiration puis sortent par la pompe à vide. C’est un peu comme porter des chaussettes sur un tapis mouillé. L’eau est extraite du tapis et pénètre dans vos chaussettes grâce à une combinaison d’action capillaire et de différence de pression.


En parlant de pression, le tisu d’absorption sert aussi à la répartir uniformément. Sans lui, les plis éventuels du sac définiraient le contour de surface de la pièce finie, exactement comme un pli dans votre oreiller vous laisse avec un visage comme si vous aviez combattu un duel au sabre. À mesure que le tissu d’absorption s’écrase, il appuie contre le film de démoulage perforé et le peel ply. L’époxy, étant un liquide, est incompressible, donc il est forcé à travers le tissage du peel ply, à travers les petits trous du film de démoulage perforé, et il s’imprègne dans le tissu de drainage.
Les bulles d’air dans l’époxy sont également forcées à travers le film de démoulage et, à mesure que les couches s’affaissent, elles poussent le tissu contre le moule. L’époxy et l’air entre le tissu et le moule sont poussés à travers le tissu, à travers les trous du film de démoulage perforé, et se déposent également dans le tissu d’absorption. Ainsi, vous atteignez le rapport 60/40.
Je dois noter ici que certaines de mes sources indiquent que le peel ply est optionnel, mais qu’il est utile pour affiner le rapport entre époxy et fibre. C’est aussi un bon filtre pour empêcher des fibres du feutre d’aspiartion d’atteindre la zone époxy-tissu, mais cela signifie que la pièce prendra la texture du peel ply.
CHOIX ET COMPROMIS
Est-ce la seule façon de faire un sac à vide d’une pièce ? Bien sûr que non ! C’est justement l’intérêt de ce procédé. Il se prête à l’invention et aux variantes une fois que l’on comprend les bases. Par exemple, pour réaliser un stratifié plat comme une entretoise très épaisse, vous pourriez utiliser du film plastique de peintre pour le sac, des éponges de cuisine pour absorber l’excès d’époxy, du matériau en Dacron provenant d’un magasin de tissus (c’est ce dont est fait le peel ply), du ruban adhésif pour sceller le sac, un tuyau de lave-glace pour la ligne de vide, une pompe à air d’aquarium comme source de vide et vous passer du release film perforé si la pièce fait moins d’environ 10 sq-inch. Je l’ai fait, et cela a très bien fonctionné.
Une autre variante a été démontrée par le Guru of Glass de AirCrafters, Harold Bunyi. Il est un peu plus élégant lorsqu’il réalise les vitrages d’un Lancair en collant deux coques existantes en un seul composant. Le sac entoure complètement l’assemblage et, lorsque la pompe est mise en marche, il applique environ 4000 lb de pression parfaitement répartie pendant que les adhésifs font leur travail.
Et cette pompe à vide qui fonctionne avec de l’air comprimé ? Voici un indice : Bernoulli. Nous vous montrerons comment en construire une le mois prochain.


