

La construction composite – 10/11

J’aime travailler l’aluminium. Cela dit, la fibre de verre a ses avantages, notamment la quasi-invisibilité des réparations. Certes, c’est collant, gluant et cela peut vous faire vous gratter comme un chien après une journée entière de chasse à l’opossum dans les forêts profondes du sud de la Géorgie, mais pour réduire l’effet « mince alors », difficile de faire mieux.
À quel point, cela est illustré par mon projet actuel : la construction d’un Jabiru J250 LSA.
Le constructeur du kit indique que l’arrière du fuselage est moulé autour du stabilisateur horizontal, donc tout ce que j’ai à faire est de l’aligner perpendiculairement à l’axe longitudinal du fuselage, puis de le décaler latéralement pour que la même quantité de stabilisateur soit à gauche et à droite. Cela semble assez simple… mais attention ! Soit ce hangar est en train de pencher, soit ce stabilisateur horizontal n’est, euh, pas tout à fait horizontal.

La première chose à faire est de s’assurer que le fuselage est de niveau, et le meilleur endroit pour le vérifier est directement au niveau des attaches d’ailes. Le manuel indique que le bas des encadrements de portes est le point de référence pour le niveau. Toutefois, comme je préfère avoir des surfaces de vol parallèles entre elles, il me semblait absurde de choisir les encadrements de portes. Après tout, je préfère voler ailes horizontales, pas portes horizontales.
En fin de compte, mon référentiel préféré s’est avéré d’accord avec le leur. Un peu de récupération de matériel et un long niveau de charpentier ont permis de confirmer deux choses :
- Le fuselage est de niveau.
- Le niveau est… de niveau.

Les niveaux numériques sont très pratiques, mais ils peuvent être faux. Il faut les vérifier périodiquement, et s’ils ne donnent pas une mesure correcte, les recalibrer. Les instructions pour le faire ne sont pas exactement simples, mais c’est absolument essentiel, sinon vous aurez des erreurs jusqu’à plusieurs décimales.
COMMENT CORRIGER CELA ?
Une fois les points d’attache des ailes et les encadrements de portes confirmés comme étant de niveau, et donc le stabilisateur horizontal confirmé comme ne l’étant pas, il a fallu déterminer la procédure de correction. Le fabricant du kit suggérait simplement de le vriller en position correcte, de le bloquer temporairement avec des vis à tôle, puis de le stratifier en place.
Cette approche brutale ne me plaisait pas, pas plus que le risque d’introduire des charges résiduelles. En y réfléchissant, j’ai soupçonné que, lorsque l’ensemble serait exposé au soleil, ces contraintes résiduelles feraient simplement revenir la dérive à sa mauvaise position.

Mais une seconde idée est apparue : je pouvais peut-être exploiter ces contraintes et la sensibilité à la chaleur en le vrillant au-delà de la position correcte, puis en appliquant un pistolet à air chaud. Si je pouvais le maintenir dans la bonne position pendant le refroidissement, je pourrais obtenir un alignement sans contraintes internes.
Des repères d’alignement ont été soigneusement tracés, puis des supports ont été placés sous l’extrémité gauche avec des poids à droite. Cela a induit une torsion dans le sens opposé et, lorsqu’on a dépassé la position zéro de 0,5°, des serre-joints puis des vis à tôle ont été ajoutés pour garantir que l’on revienne à cette position.
Le mastic Bondo pourrait cacher quelques vis, mais rien ne cacherait les serre-joints en C, donc de l’époxy chargée de flox devait être ajoutée entre les surfaces de jonction. Cela nécessitait de retirer tout le matériel, puis de nettoyer à l’acétone.
Le stabilisateur est retiré en le faisant glisser latéralement. Par conséquent, ajouter une couche d’époxy ou de flox n’était pas possible sans en étaler sur la moitié du stabilisateur. Il a fallu écarter suffisamment les jeux pour appliquer de l’époxy pure sur les surfaces de contact, ajouter de l’époxy/flox, et revisser le tout. Remettre sur les supports, ajouter les poids et vérifier que l’on est revenu à 0,5°. Bon.


Le caractère critique de cette procédure m’a amené à vérifier fréquemment que le fuselage était toujours de niveau. Tout semblant correct, et après une prière silencieuse aux dieux de la fibre de verre, j’ai commencé à chauffer soigneusement autour des surfaces d’interface avec un pistolet à air chaud. Ce n’est pas le sèche-cheveux de votre mère : cela peut enlever des graffitis sur une station de métro de New York, donc la prudence est de mise.
Ma technique consistait à chauffer le cône de queue et ses brides en évitant autant que possible le stabilisateur. La dernière chose dont j’avais besoin était de transformer un stabilisateur autrefois droit en forme de Z. En procédant de manière uniforme et sans excès, je contrôlais le résultat en posant ma main sur la queue après application de chaleur. Le fait de la rendre juste trop chaude pour pouvoir garder la main dessus semblait être la bonne limite.
MAINTENANT EST VENU LE PLUS DIFFICILE : LAISSER FAIRE
Je m’inquiétais que la torsion que j’avais appliquée soit trop importante, et que je revienne le lendemain matin pour trouver l’ensemble vrillé dans l’autre sens. Cela a pourtant fonctionné. Lors de la première vérification le matin suivant, il était à 0,4° dans l’autre sens. En retirant les cales et en enlevant les masses, il est revenu à 0,0°.
La touche finale n’était pas anticipée : les jeux entre la bride du fuselage et le stabilisateur ont disparu sous la pression des sangles et du pistolet à air chaud ! Il ne reste plus qu’à ajouter les bandes de fibre de verre nécessaires, et c’est terminé.
DE L’AIR DANS L’AILE, PAS SOUS L’AILE
La réparation suivante a nécessité l’intervention directe du fabricant. L’aile gauche présentait ce qui ressemblait à une délamination sur la surface supérieure. Contrairement à un avion tube-et-toile, la peau de l’aile reprend une part importante des efforts, donc un défaut évident comme celui-ci ne peut pas être ignoré.

Ce n’est pas une situation de panique, mais ce n’est pas non plus quelque chose à simplement recouvrir de peinture. Un examen attentif en haut et en bas des deux ailes a révélé une anomalie similaire sur la surface inférieure de l’aile droite. Après un peu plus d’analyse, il est apparu qu’il s’agissait d’un défaut dans le moule ayant provoqué une zone sèche. Nous aurions probablement pu l’ignorer, mais nous avons préféré ne pas le faire.



Il faut souligner ici qu’il ne s’agit pas d’une intervention à entreprendre sans l’implication directe du fabricant. Cela peut paraître évident, mais une mauvaise interprétation de la situation pourrait conduire à une réparation inefficace ; il est donc impératif qu’une évaluation par un expert soit réalisée afin de s’assurer qu’il s’agit bien de la bonne solution pour ce défaut.
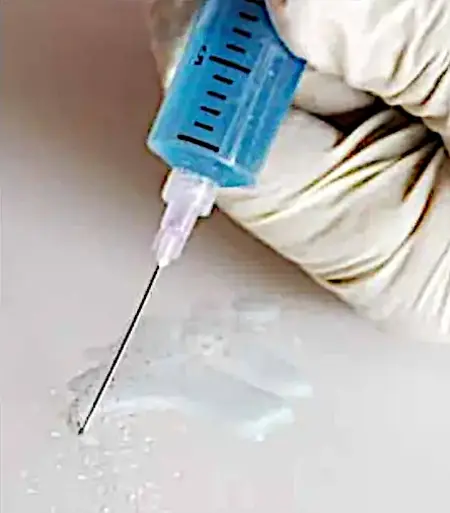
Mais comment réparer cela ? Le concept était assez simple : mettre de l’époxy là où il doit être. Le problème était de faire pénétrer l’époxy sous la surface sans endommager toute l’aile. Toutefois, tout comme un médecin n’a pas besoin de scier un morceau de bras pour administrer un médicament, la réparation pouvait être réalisée par injection. Et c’est ce que nous avons décidé de faire.
Une visite chez notre fournisseur local de matériel vétérinaire a été nécessaire pour obtenir une seringue et une aiguille de gros calibre. La fibre de verre recouverte de gelcoat est toutefois un peu plus résistante qu’une peau de cheval, donc une autre méthode était nécessaire pour accéder à la zone à traiter.
Une très petite mèche de perçage a été envisagée, mais comme nous visions une couche intermédiaire, le contrôle de profondeur suffisant rendait cette option délicate. Une pointe à tracer, ou dans notre cas un trusquin à pointe, s’est avérée idéale pour percer la première couche tout en permettant de sentir la cavité en dessous.
Au début, nous avons essayé un seul point d’injection. Cela ne s’est pas révélé très efficace, car il était impossible de savoir si l’époxy se répartissait latéralement. Multiplier les trous permettait de continuer les essais jusqu’à trouver la cavité. Les trous supplémentaires avaient aussi l’avantage de permettre non seulement à l’air de s’échapper, mais aussi à l’époxy de suinter, montrant que toute la zone était bien remplie.
Des essuyages fréquents pour visualiser l’étendue de la couverture nous ont donné une assez bonne confiance dans le fait que le problème était réellement résolu. Il ne restait plus qu’à terminer la zone dans le cadre des opérations de préparation avant peinture.
Et avant que les constructeurs d’avions en aluminium ne commencent à penser avec suffisance que ce genre de problème n’existe pas sur les avions métalliques, je voudrais rappeler que lorsque j’ai commencé mon RV-6, on m’avait prévenu que les constructeurs débutants fabriquaient généralement entre 1,2 et 1,5 avion. La partie à droite de la décimale était dans un tas dans le coin. J’étais pile dans la moyenne.
Mais ceci est une autre histoire.


