

Soudage aéronautique et construction en tubes d’acier -5/9-
PRATIQUEZ VOS PROCÉDURES DE SOUDAGE
Vous allez vraiment en avoir assez d’entendre le mot « pratiquer », mais si vous n’êtes pas disposé à pratiquer, vous devriez sérieusement réfléchir à l’opportunité de voler dans quelque chose que vous avez soudé vous-même. Il n’existe pas de chose telle que trop de pratique. En fait, même les soudeurs expérimentés constatent que s’ils arrêtent pendant une semaine ou deux, ils perdent un peu de technique et doivent pratiquer pour retrouver leur niveau. Il est également courant qu’un soudeur expérimenté qui se prépare à réaliser un joint particulièrement difficile fabrique plusieurs joints d’essai du même type, les soude, puis essaie de les casser ou de les découper pour vérifier la validité de sa soudure.
SE PROCURER DES REBUTS
Si vous êtes allé assez loin pour lire des informations sur le soudage, vous êtes allé assez loin dans votre projet pour savoir que l’acier chromoly 4130 n’est pas bon marché. La dernière chose que vous voulez faire est d’acheter un tas de tubes pour les découper pour vous entraîner. Heureusement, beaucoup d’autres personnes le font déjà pour vous. N’importe laquelle des dizaines d’entreprises qui fournissent des tubes et/ou des kits au marché des avions de construction amateur possède des quantités de tubes et de plaques de rebut dont elle ne peut pas se servir mais que vous pouvez utiliser. Beaucoup de ces fournisseurs ont compris la nécessité de disposer de matériel d’entraînement et ils vous vendront une bonne boîte de tubes et de plaques de rebut pour cinq dollars. Vous constaterez que c’est l’argent le mieux dépensé que vous ayez jamais fait.
PRATIQUE DES JOINTS
Si vous allez suivre un cours de soudage dans un lycée local (ce qui n’est pas une mauvaise idée, soit dit en passant), l’une des premières choses qu’on vous demandera de faire est de prendre deux morceaux de métal et de les placer côte à côte dans un joint bout à bout pour les souder. Malheureusement, ce type de joint n’existe pratiquement jamais dans un avion. La plupart des soudures aéronautiques consistent à assembler deux tubes selon un angle quelconque puis à essayer d’y joindre une pièce de tôle plate à 90 degrés. C’est très intéressant et cela exige que vous développiez des compétences qui s’appliquent directement aux joints que vous aurez à réaliser. Nous en parlerons dans la section suivante, mais il suffit de dire que plus vous pratiquez de types de joints différents, meilleur vous serez lorsque vous passerez à la réalisation réelle.
Une chose que vous devez savoir pendant votre entraînement est que, lorsque vous passerez au travail réel, vous travaillerez avec des pièces de métal beaucoup plus grandes, de sorte que la masse thermique et les effets de dissipateur de chaleur seront beaucoup plus marqués. Si vous travaillez sur de petits morceaux de tube de deux ou trois pouces de long, il ne faut presque pas de préchauffage et une pointe de chalumeau beaucoup plus petite pour effectuer la soudure. Lorsque vous essayerez le même joint sur un fuselage de taille réelle, vous constaterez que la chaleur nécessaire est deux ou trois fois supérieure à celle utilisée pendant l’entraînement. Pour cette raison, il est préférable d’utiliser les plus grandes pièces de tube possibles pour la pratique, de les souder ensemble, puis de les découper pour réutiliser les morceaux.
ESSAIS
« En matière de soudage, la preuve n’est pas dans le pudding mais dans les essais. »
Vous devriez prendre l’habitude, même après avoir appris à souder et lorsque vous travaillez sur un avion, de fabriquer périodiquement une éprouvette de test destinée à être examinée pour détecter une mauvaise technique.
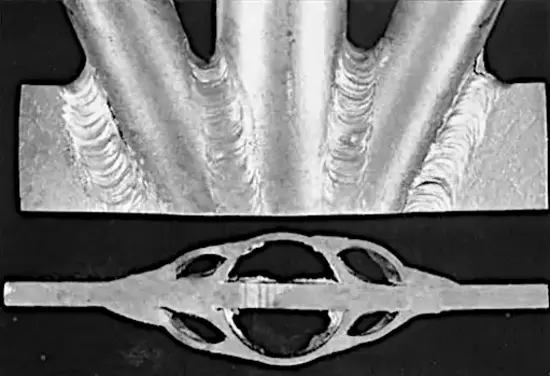
L’une des méthodes les plus courantes pour vérifier votre soudure consiste à souder un faisceau de trois ou quatre tubes (l’un des types de joints les plus problématiques) puis à le couper longitudinalement à travers la soudure pour rechercher des vides et vérifier la pénétration. Vous pouvez couper la soudure, puis la poncer soigneusement et la polir. S’il y a réellement quelque chose qui ne va pas, cela apparaîtra sur la surface polie de la soudure. Comme la plupart des matériaux avec lesquels nous travaillons sont très minces, la pénétration requise n’est pas très importante, car vous travaillez dans une zone d’un huitième à un quart de pouce de chaque côté du joint. Ainsi, si vous soudez un tube de .035″, la pénétration peut n’être que de l’ordre de .010″ à .015″.
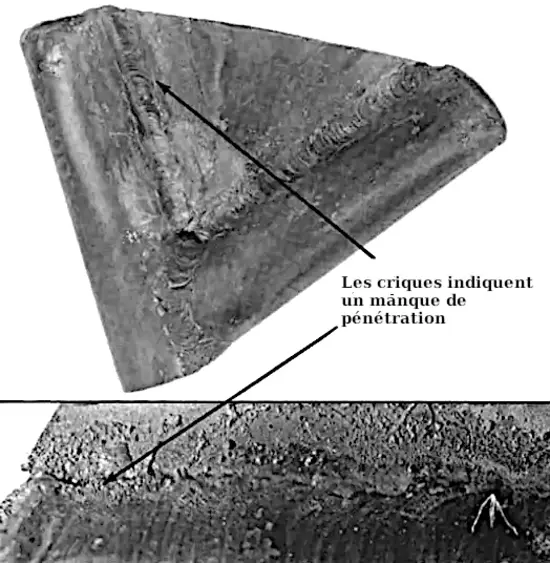
Pour votre propre confiance, il est également utile de réaliser des essais destructifs sur certains joints, c’est-à-dire souder deux pièces ensemble puis les séparer à coups de masse. Le type de rupture idéal doit se produire dans le tube lui-même, à un quart de pouce ou plus du bord de la soudure. Si la rupture se produit dans la soudure ou juste au bord de celle-ci, vous saurez que vous faites quelque chose de travers. Si vous n’obtenez aucune pénétration, cela sera évident lorsque vous le casserez, car la séparation se produira entre la face interne de la soudure et le métal de base, ce qui est absolument à proscrire.
Pendant que vous effectuez certains de ces essais destructifs, vous pouvez également réaliser volontairement quelques mauvais joints. Rendez le bain très chaud, laissez-le bouillir et projeter des étincelles afin de provoquer son oxydation. Ensuite, lorsque vous le sectionnerez, vous pourrez voir à quoi ressemble la surface lorsqu’une soudure est oxydée. Vous pouvez également laisser votre bain glisser sur une surface non fondue, sans pénétration, afin de voir à quoi ressemble ce type de rupture. Ainsi, vous saurez pourquoi il ne faut pas le faire. Essayons maintenant d’obtenir une bonne pénétration.
JOINTS DE TUBES
Chaque type de joint dans un avion nécessite une technique de soudage spécifique. Cependant, quelques remarques générales doivent être faites avant d’aborder les types de joints particuliers et la manière de les réaliser.
 Presque tous les types de soudage supposent que le métal de base est fondu et autorisé à se mélanger, la baguette d’apport étant ajoutée uniquement pour augmenter l’épaisseur. Cependant, il existe de nombreux cas dans le soudage aéronautique, et le joint de tube en fait partie, où ce n’est pas le cas. Tout d’abord, pour que les métaux de base fondent et se mélangent, ils doivent être en contact l’un avec l’autre. De plus, certains joints de tubes plus complexes sont tels qu’il est presque impossible d’amener la flamme jusqu’au bord même du métal et de le faire fondre ensemble, comme cela sera expliqué plus loin lorsque nous aborderons les joints en faisceau.
Presque tous les types de soudage supposent que le métal de base est fondu et autorisé à se mélanger, la baguette d’apport étant ajoutée uniquement pour augmenter l’épaisseur. Cependant, il existe de nombreux cas dans le soudage aéronautique, et le joint de tube en fait partie, où ce n’est pas le cas. Tout d’abord, pour que les métaux de base fondent et se mélangent, ils doivent être en contact l’un avec l’autre. De plus, certains joints de tubes plus complexes sont tels qu’il est presque impossible d’amener la flamme jusqu’au bord même du métal et de le faire fondre ensemble, comme cela sera expliqué plus loin lorsque nous aborderons les joints en faisceau.
Dans tous les joints de tubes et dans de nombreuses autres parties de l’avion utilisant des matériaux de faible épaisseur, la résistance de la soudure provient d’une bonne pénétration en surface dans une zone d’un huitième à un quart de pouce de chaque côté de la ligne du joint, puis de la formation d’un apport suffisant avec la baguette d’apport. Étant donné que le matériau des tubes est normalement de .063″ ou moins, une pénétration de l’ordre de .015″ couvrant une large zone adjacente à la ligne du joint assure une résistance suffisante du joint.

Un autre point à retenir est que presque toutes les structures en tubes sont initialement assemblées en réalisant de petites soudures de pointage à chaque joint pour maintenir les pièces alignées en attendant la soudure finale. Il est important, lors du soudage de ces joints, que la soudure de pointage, déjà refroidie et solidifiée, soit complètement refondue jusqu’à la surface afin qu’une discontinuité ne soit pas introduite dans la soudure. En même temps, il est important de commencer la soudure finale à une certaine distance du point de pointage, afin que la première partie de la soudure terminée maintienne les pièces alignées lorsque la soudure de pointage est refondue.
JOINT COULISSANT
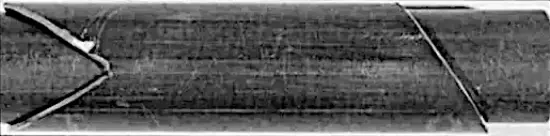
Le joint coulissant le plus courant se trouve dans les longerons du fuselage lorsqu’on réduit le diamètre, c’est-à-dire en glissant un tube de trois quarts de pouce à l’intérieur d’un tube de sept huitièmes. La pratique admise consiste à couper le tube de plus grand diamètre à un angle de 60 degrés ou en forme de « gueule de loup », ce qui offre une plus grande longueur de soudure pour la résistance. Ce type de joint répartit également la variation de section et réduit la possibilité d’une concentration de contraintes. Ce joint particulier est l’un des types de soudure les plus faciles à réaliser.
Cependant, il peut être rendu un peu plus facile en utilisant une lime pour émousser les bords de la coupe du tube le plus grand, là où il est aminci. Si cela n’est pas fait, le matériau est si mince qu’il fond trop rapidement lorsque vous passez le cordon dessus.
Le joint coulissant est presque un joint à recouvrement dans lequel une pièce mince, le tube, est soudée à la surface d’un autre tube. Lors du soudage, le bord du tube extérieur a tendance à fondre plus vite que la surface du tube intérieur. La façon la plus simple de contrôler la fusion du bord consiste à diriger la majeure partie de la chaleur du chalumeau vers la surface du tube intérieur et à y former d’abord le bain. Ensuite, déplacez la chaleur vers le bord du tube extérieur, qui fondra facilement. Le cordon de soudure est alors réalisé principalement sur la surface du tube intérieur, et le bord du tube extérieur est fondu dans le cordon.
Ca paraît difficile mais ça se maîtrise très rapidement. Idéalement, vous devriez essayer de réaliser la soudure en deux passes, d’un côté du tube à l’autre. Dans un joint gueule de loup, il est généralement préférable de souder chaque section en V séparément, de sorte que les soudures se rejoignent sur le bord extérieur de la gueule de loup où il est plus facile de réunir les deux cordons en refondant le bord de la soudure réalisée précédemment.
Comme les soudures de joints coulissants sont assez longues (jusqu’à deux ou trois pouces de circonférence totale), il est conseillé de revenir réchauffer la soudure et les parties adjacentes du tube afin de les normaliser.
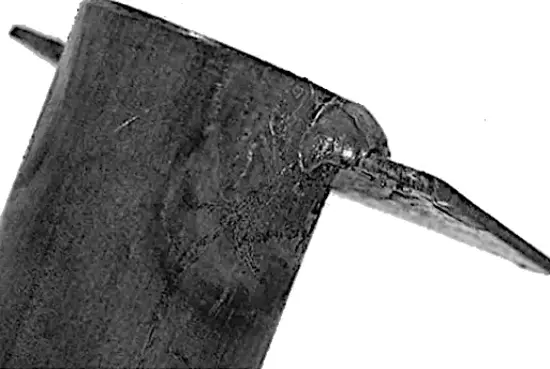
JOINT EN « T »
Le joint de tube à 90 degrés apparaît assez souvent dans un fuselage en treillis tubulaire et, du point de vue du soudage, il n’est pas du tout difficile à réaliser. Il faut toutefois noter que les parties internes du « T » nécessitent nettement plus de chaleur que les parties externes du « T ». Cela est vrai pour presque tous les types de soudure. Lorsque vous travaillez à l’intérieur d’un V, davantage de chaleur est nécessaire pour la faire pénétrer dans le bord du tube et la surface du tube adjacent.

Le préchauffage à l’intérieur d’un V est essentiel, bien que, dans un joint à 90 degrés, cela pose moins de problème que dans les joints en faisceau. Il n’est pas rare, lors du soudage de tubes, de devoir régler à nouveau le chalumeau au moins une fois car l’intérieur du « T » exige tellement plus de chaleur qu’il est possible de brûler les bords des tubes lorsque vous arrivez à l’extérieur du T. Vous devez donc soit diriger continuellement la chaleur à l’écart, soit réduire légèrement le réglage du chalumeau.
Lors du réglage du chalumeau pour un niveau de chaleur différent, donnez-vous toujours un repère… la plume interne. Si vous devez réduire la chaleur, diminuez d’abord l’oxygène afin que le cône interne développe une plume d’environ un quart de pouce puis réduisez l’acétylène pour que la plus grande partie de la plume disparaisse, ce qui donnera une flamme presque neutre. Si vous augmentez la chaleur, augmentez l’acétylène pour obtenir de nouveau cette plume d’un quart de pouce, puis réduisez-la en augmentant l’oxygène.
N’augmentez ni ne diminuez la chaleur de manière arbitraire sur une pointe donnée. Augmentez ou réduisez cette plume par incréments d’un quart de pouce et vous comprendrez très rapidement quelle augmentation ou diminution est nécessaire dans une situation donnée. C’est là que la pratique est extrêmement importante car ce n’est qu’en travaillant avec différents réglages de chaleur que vous saurez ce qui est nécessaire.
JOINTS EN FAISCEAU
Comme son nom l’indique, le joint en faisceau est exactement cela : un faisceau de tubes se rejoignant en un seul point. Neuf fois sur dix, le joint en faisceau commence par un raccord en « T », une intersection à 90 degrés entre deux tubes. Puis un autre tube est ajouté au « T », selon un angle également particulier, et vous seriez surpris de voir à quel point certains angles peuvent être inhabituels dans certains avions. Il n’est pas rare qu’un joint en « T » finisse par rassembler jusqu’à six ou huit tubes, tous convergeant vers cette zone extrêmement petite qui doit être soudée.
Deux éléments distincts rendent le soudage d’un joint en faisceau difficile (la découpe des tubes pour qu’ils s’ajustent est un autre problème mais nous y reviendrons plus tard). Ces deux problèmes sont l’augmentation du dissipateur de chaleur du faisceau et le fait que, à mesure que le faisceau se construit, il y aura de plus en plus de soudures dans la même zone, et vous finirez par faire passer un cordon sur un autre.

L’augmentation du dissipateur de chaleur d’un joint en faisceau a été évoquée plus tôt mais son importance ne peut être sous-estimée. Si vous travaillez, par exemple, sur un morceau de tube d’un demi-pouce inséré dans un joint en faisceau qui comporte déjà six ou sept tubes d’un demi-pouce soudés, il sera difficile de maintenir le faisceau existant chaud sans brûler les tubes que vous êtes en train d’y souder. Le faisceau absorbera la chaleur comme une éponge mais le tube que vous ajoutez a peu ou pas de capacité de dissipateur thermique et peut atteindre une température excessive très rapidement. Il est donc primordial de maintenir la chaleur dans le faisceau tout en éloignant la chaleur du tube en cours de soudage.
La première fois que vous essayerez de souder par-dessus une soudure existante, vous verrez immédiatement que vous avez un problème de chaleur avec la soudure elle-même. Cela est dû en partie au fait que la soudure constitue un matériau beaucoup plus épais que le reste du tube. De plus, la soudure forme une bande continue de métal plus épais qui agit comme un conducteur de chaleur vers les autres tubes, lesquels constituent un dissipateur de chaleur.
Comme vous pouvez le constater, lors de la réalisation d’un faisceau, l’importance d’une chaleur adéquate dans le faisceau affecte de nombreux aspects du joint et exige une attention constante aux caractéristiques de ce que l’on appelle un dissipateur de chaleur.
Lorsque vous soudez les premiers tubes dans un faisceau, vous constaterez qu’il y a peu ou pas de différence avec la soudure d’un « T », à l’exception des valeurs de chaleur différentes et du problème de soudage dans l’angle aigu du « V ». Plus l’angle est serré, plus il est difficile d’amener la chaleur jusqu’au fond du V. Dans un faisceau, cela devient un véritable problème car les angles sont très serrés.
Il existe de nombreux débats sur la manière de souder les angles aigus ou « V », quant à savoir s’il est préférable de commencer à l’extérieur et de travailler vers le sommet ou de commencer au sommet et de descendre. Les deux approches ont leurs avantages et leurs inconvénients, mais elles font face au même problème : essayer d’amener la pointe de la flamme au fond du « V » et faire fondre le métal au fond du « V » avant que le métal en haut du V, plus proche de la pointe, ne commence à fondre.

En pratique, il est presque impossible d’amener la soudure jusqu’au fond du V, car le métal commence à fondre jusqu’à un huitième de pouce du bord du tube à l’endroit où il se rejoint dans la vallée et, si vous persistez à essayer de forcer la chaleur jusqu’au fond du « V », vous finirez par percer un trou dans le tube, ce qui nécessitera des quantités excessives de baguette pour le remplir. Il est courant, lors du soudage autour de la partie supérieure d’un « V » dans un joint en faisceau, de laisser le métal de base fondre vers le haut et d’y ajouter la baguette. Cela signifie qu’il y aura un léger vide pouvant atteindre un quart de pouce à l’apex du « V » du faisceau. La situation idéale, bien sûr, serait que la soudure pénètre la surface jusqu’au fond même du « V » du faisceau, mais cela se produit rarement, voire jamais, en pratique.
Vous constaterez également que le soudage à l’apex du « V » nécessite beaucoup plus de chaleur que le soudage sur la surface extérieure du joint. La différence de chaleur est encore plus grande que dans un joint standard en « T », vous devez donc être prêt à modifier le réglage du chalumeau pour plus ou moins de chaleur selon l’endroit où vous vous trouvez dans la soudure. Lorsque vous arrivez au point où de nombreux tubes ont été ajoutés au joint et que la masse thermique devient plus importante, vous pourriez même devoir passer à une pointe plus grande pour souder la section en « V » ou travailler dans des zones déjà soudées.
Encore une fois, le facteur important ici est le préchauffage. Si vous constatez que même en passant à une pointe plus grande vous n’obtenez pas la chaleur nécessaire pour former un bain adéquat ou obtenir une bonne pénétration, cela signifie que trop de chaleur est encore absorbée par la zone environnante, et vous devez alimenter cette « éponge métallique » avec tout le préchauffage nécessaire.
La partie probablement la plus difficile d’un joint en faisceau est le soudage dans l’angle intérieur du faisceau, où vous travaillez dans un coin formé par plusieurs tubes. Quelques problèmes apparaissent dans cette situation. L’un des plus visibles est que, en travaillant dans le coin, une grande quantité de chaleur est renvoyée vers la pointe du chalumeau elle-même, et vous pouvez même constater dans certaines applications que le chalumeau a tendance à s’éteindre, ce qui nécessite de passer à une pointe plus grande avec une flamme à pression plus faible.
À cela s’ajoute le fait que votre dernière ou vos deux dernières soudures seront réalisées dans une zone où deux ou trois cordons de soudure convergent déjà, et il est extrêmement difficile de faire fondre la surface de l’angle soudé sans un préchauffage suffisant. Une fois de plus, la solution consiste à reculer et à préchauffer davantage la zone afin que, lorsque vous revenez avec le chalumeau, vous puissiez commencer d’un côté de l’angle et incliner le chalumeau de manière à former votre cordon vers le fond de l’angle sans pointer directement le chalumeau dans le coin à aucun moment, ce qui éliminera le problème de retour de flamme.
Lors de l’entraînement aux joints en faisceau, il est important d’essayer de reproduire l’accumulation du dissipateur thermique du joint, ce qui n’est pas facile lorsque vous réalisez des faisceaux avec des morceaux de tube de seulement quatre ou cinq pouces de long. Une façon de le reproduire consiste à insérer des boulons lâches (lâches — sinon vous ne pourrez pas les retirer plus tard) dans les extrémités ouvertes des courts morceaux de tube, ce qui augmentera considérablement leur masse thermique et aidera à reproduire l’accumulation de matériau dans le joint et sa tendance à absorber la chaleur de la zone.
Il est également important, lors de la pratique des joints en faisceau, de remarquer et d’évaluer la différence entre la chaleur nécessaire dans les angles internes aigus du faisceau et celle requise sur l’extérieur du faisceau, car il est très facile de réaliser une soudure de joint en faisceau où trop de chaleur est utilisée à l’extérieur et trop peu à l’apex, ce qui donne une combinaison de joints brûlés et de joints froids.



