

Mettez-le en sac – Moulage d’une structure composite
Les composants modernes en composite tels que les revêtements d’ailes, sont souvent créés dans des moules très grands. Et le défi dans le moulage des pièces a toujours été de maintenir la construction de chaque pièce constante afin que chacune soit identique, non seulement en dimension, mais aussi en poids et en répartition de la masse. Le moule aide à rendre la pièce précise en ce qui concerne les dimensions, mais comment fabriquer des pièces qui pèsent le même poids ? Cette question a dérouté les concepteurs et constructeurs pendant des décennies.
Le bois est le matériau composite de la nature, et il était facile pour ces constructeurs et concepteurs de déterminer la taille des pièces de bois (ou, de nos jours, du tissu composite), mais obtenir juste la bonne quantité de colle ou de résine mélangée avec était une autre affaire. Trop peu, et la pièce aurait une résistance inférieure à la norme, trop, et l’avion pèserait plus que nécessaire. Pour les constructeurs modernes, la réponse nous entoure tous, l’air, ou plus précisément, la pression de l’air.
Pour le S-1 et le Vega, les concepteurs ont tapissé un moule femelle massif en béton pour le fuselage avec une matrice bois/adhésif. Ensuite, ils ont abaissé un sac à air flexible en caoutchouc Goodyear dans le moule et l’ont maintenu en place avec un couvercle. Lorsqu’ils ont gonflé le sac à air, il exerçait une pression constante sur toute la surface intérieure du futur fuselage, et la pression pressait fermement la colle et le bois ensemble, chassant tout excédent de colle.
Les fabricants de structures composites utilisent largement aujourd’hui une adaptation de ce processus. Au lieu de pressuriser un sac contre un moule (processus toujours viable), ils évacuent l’air d’un sac solidement scotché autour du périmètre de la pièce. Les fabricants actuels réalisent un moule femelle avec un périmètre extérieur assez grand pour y coller un ruban d’étanchéité.
Après avoir appliqué un revêtement ou un film de démoulage dans le moule afin que la pièce finie n’y colle pas, ils posent un peel ply (dont la texture détermine la finition de surface de la pièce), le composite tissu et la résine. Par-dessus, ils ajoutent une autre couche de film de démoulage, qui peut être poreuse ou non, une couche aération/drainage, et enfin le « sac » lui-même. « Sac » est un peu trompeur car il n’enveloppe pas complètement la pièce produite dans le même matériau, il est scellé autour des bords du film supérieur de type plastique.
Pour certaines applications, le film étanche est en nylon ou Kapton, particulièrement si le processus de vacuum-bagging est combiné avec un autoclave pour contrôler le taux de durcissement de la résine. Après avoir installé et scellé un raccord d’air sur le sac, une pompe à vide aspire l’air emprisonné, et peut-être un peu d’excédent de résine, hors du sac.
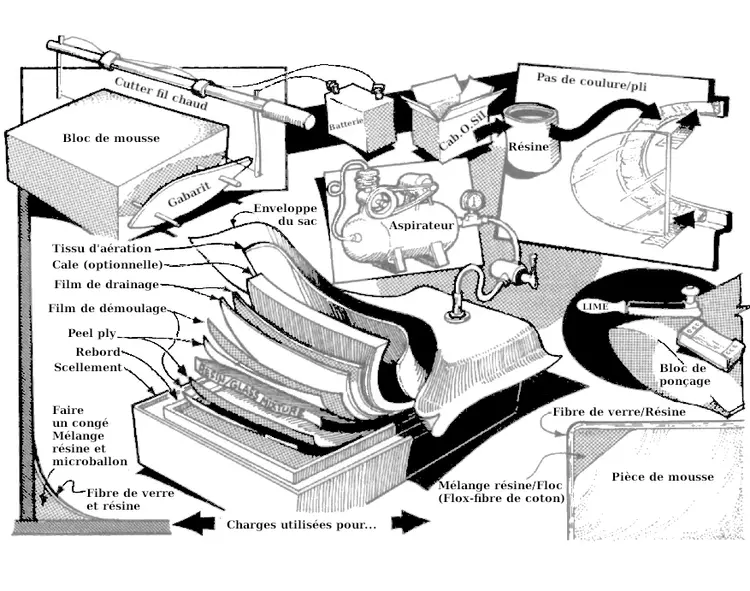
À l’intérieur du sac, la couche aération/drainage permet à l’air d’être évacué uniformément sur toute la pièce. Le vide, combiné à la pression atmosphérique environnante, force le matériau composite à se serrer fermement contre la surface du moule, permettant au fabricant de contrôler précisément la quantité de résine utilisée lors de la fabrication de la pièce. Bien que plus coûteux que le simple laminage à la main, le vacuum bagging produit des composants fabriqués avec précision.
À première vue, le procédé peut sembler intimidant pour les constructeurs amateurs, mais pas de crainte, car vous êtes un groupe débrouillard.
MOUSSES
Populaires depuis le début des années 1970, les méthodes de construction composite sans moule reposent fortement sur une variété de mousses plastiques. Les mousses créées à partir de polystyrène, chlorure de polyvinyle (PVC), et polyuréthane sont les plus courantes, et elles sont souvent fournies en dalle que les constructeurs découpent avec un fil chaud et façonnent avec des outils manuels et électriques.
Attention : ne pas couper les mousses polyuréthane et à base de vinyle avec un fil chaud car cela libère des gaz cyanurés toxiques. En tout cas, les vapeurs irritantes résultant de toute découpe de mousse au fil chaud doivent être évitées.
Différentes mousses sont utilisées dans des applications particulières. La mousse de polyuréthane fonctionne bien pour les parois d’un réservoir de carburant car elle résiste aux produits pétroliers. La mousse de polystyrène fond en présence d’essence, mais elle est excellente pour l’utilisation avec des résines de type époxy. Pour ajouter à la diversité parfois déroutante des mousses, chacune est disponible en diverses densités, allant de 2 à 16 lbs/ci. Les mousses de densité (poids) plus élevée résistent mieux à la compression mais au prix d’un poids supérieur.
REMPLISSAGE
Les constructeurs utilisent d’autres matériaux pour compléter la structure fibre de verre/résine. Lorsqu’elles sont combinées avec de la résine époxy, les fibres de coton flocquées deviennent « Flox ». Parce qu’elle est raisonnablement légère, Flox est un bon matériau pour renforcer un coin net sur une pièce mousse/fibre de verre. Les constructeurs peuvent utiliser le mat de verre de manière similaire, mais la petite taille, la rigidité et le tranchant des fibres de verre peuvent facilement pénétrer la peau si elles sont mal manipulées.
Les microbilles de verre, ou « microspheres », sont un autre remplissage courant. Lorsqu’elles sont combinées avec la résine, ces microbilles créent un matériau de remplissage léger que l’on peut façonner en ponçant ou en limant. Lorsqu’elles sont combinées à l’époxy, elles constituent une excellente matrice adhésive pour assembler des blocs de mousse.
« Cab-O-Sil » est un autre terme souvent entendu dans les ateliers composites. Les constructeurs utilisent ce matériau de remplissage pour épaissir les époxys avant durcissement, ce qui en fait un excellent choix pour la résine devant être utilisée sur des surfaces inclinées ou verticales. Par exemple, les fenêtres du GlaStar sont installées en utilisant de l’époxy épaissi avec Cab-O-Sil et coloré avec de la poudre noire. Selon la quantité de remplissage ajoutée, l’époxy épaissi ne coulera pas et ne s’affaissera pas comparé à un époxy de viscosité normale.
D’autres charges utilisées dans la finition finale des structures incluent des fillers pulvérisables, utilisés pour remplir les petits trous et imperfections de surface.
FINITION FINALE
Finition finale La finition finale des composites peut aller d’un simple gel-coat appliqué à l’intérieur d’un moule femelle dans lequel on stratifie le laminé, à des peintures polyuréthane multiples super-lisses appliquées sur des structures fibre de verre/résine poncées et apprêtées.
Les systèmes de finition de Poly-Fiber et d’autres sont conçus pour combler les imperfections de surface mineures, apprêter la surface lisse, et protéger la structure du soleil.
Les finitions composites ont un point commun : le blanc est la couleur prédominante. Certaines structures composites sont susceptibles de se ramollir à des températures plus élevées. Parce que les couleurs plus foncées absorbent la chaleur du soleil, l’exposition au soleil peut élever les températures à l’intérieur de la structure à plus de 200°F.
Il y a encore beaucoup à lire et à apprendre sur la construction d’avions composites…



