Comment cintrer des tubes avec succès
Heureusement la plupart de nos projets de construction amateur ne nécessitent pas beaucoup de cintrage de tubes. Cependant, je vous assure que ces quelques composants sont importants et que beaucoup d’entre eux sont, pour la plupart, très visibles. Étant si visibles, leur fabrication mérite votre meilleur effort. Mais donner votre meilleur effort ne signifie pas que vous devez faire toute une affaire de ce problème de cintrage de tubes. Cela vaut aussi bien pour le cintrage de tubes en acier, de tubes en cuivre et de tubes en aluminium.
Quiconque construit un avion à structure en tubes et toile rencontrera probablement plus d’occasions de développer son habileté à cintrer les tubes que s’il construisait un appareil composite. Ces avions à tubes soudés sont ordinairement dotés de surfaces de queue joliment courbées faites de tubes d’acier de petit diamètre. Certains d’entre eux ont également des arceaux de saumon d’aile tubulaires, des couples de fuselage et des cadres de siège. Les constructeurs d’autres types d’avions peuvent ajouter des arceaux de pare-brise et de verrière, des poignées de volets et parfois des manches de pilotage en forme de « S » à la liste des tubes cintrés.
À peu près les seuls tubes en cuivre utilisés dans les homebuilt sont la tuyauterie de pression d’huile et les conduites d’amorçage. Même ceux-ci tombent en désuétude à mesure que davantage de constructeurs passent aux jauges électriques. Ces tubes en cuivre ne font qu’un diamètre de 1/8″ et peuvent être facilement cintrés à la main ou formés autour d’une boîte de conserve ou d’un bocal vide du diamètre approprié. Aucun problème sérieux de cintrage de tube ici.
 Les tubes en aluminium ne sont pas seulement utilisés pour les tubulures de carburant, ils servent également pour les arceaux de pare-brise et de verrière ainsi que pour les arceaux de saumon d’aile. Ceux-ci étant des tubes de plus grand diamètre présentent des problèmes de cintrage similaires à ceux rencontrés avec les tubes en acier. Les constructeurs d’ultralégers utilisent beaucoup de tubes en aluminium pré-cintrés dans les éléments structurels, mais ces composants sont, ordinairement, achetés déjà coupés et déjà cintrés auprès de l’usine ou du fournisseur. Les tubes en aluminium sont importants dans les systèmes de carburant et les cintrages que vous y faites le sont également. Après tout, pourquoi utiliser un raccord là où un cintrage du tube fera aussi bien l’affaire ? Les cintrages de tube sont beaucoup plus légers, moins coûteux et, contrairement aux raccords, ne peuvent pas fuir.
Les tubes en aluminium ne sont pas seulement utilisés pour les tubulures de carburant, ils servent également pour les arceaux de pare-brise et de verrière ainsi que pour les arceaux de saumon d’aile. Ceux-ci étant des tubes de plus grand diamètre présentent des problèmes de cintrage similaires à ceux rencontrés avec les tubes en acier. Les constructeurs d’ultralégers utilisent beaucoup de tubes en aluminium pré-cintrés dans les éléments structurels, mais ces composants sont, ordinairement, achetés déjà coupés et déjà cintrés auprès de l’usine ou du fournisseur. Les tubes en aluminium sont importants dans les systèmes de carburant et les cintrages que vous y faites le sont également. Après tout, pourquoi utiliser un raccord là où un cintrage du tube fera aussi bien l’affaire ? Les cintrages de tube sont beaucoup plus légers, moins coûteux et, contrairement aux raccords, ne peuvent pas fuir.
Ne vous laissez pas bercer par l’idée que simplement parce que les conduites de carburant en aluminium de 3/8″ sont assez ductiles vous pouvez facilement les former à la main. Vous le pouvez, bien sûr, mais les extrémités formées à la main deviennent souvent aplaties et présentent un aspect irrégulier médiocre. De tels cintrages ondulés et aplatis sont le résultat habituel de tentatives de cintrer un tube à paroi mince à de petits rayons sans l’aide d’une cintreuse de tubes. Une tuyauterie de carburant aplatie peut restreindre l’écoulement du carburant et pourrait, en fin de compte, se rompre en service.
QUE SE PASSE-T-IL QUAND UN TUBE EST CINTRÉ ?
Pour faire un cintrage au milieu d’un morceau de tube, vous le saisiriez à chaque extrémité, n’est-ce pas ? Ensuite vous le placeriez sur une surface dure et courbe et pousseriez fortement vers le bas sur les deux extrémités du tube… et le tube commencera à se cintrer.
Si le rayon de l’objet sous-jacent, la forme sur lequel vous faites le cintrage, est grand, le cintrage sera grand et doux et le tube conservera sa section transversale ronde.
Si, en revanche, la surface dessous possède un petit rayon, la courbure qui se développe dans le tube sera localisée. Pour les premiers degrés de cintrage, le cintrage se développera correctement. Ensuite, vous remarquerez que le tube commence à s’aplatir. Le côté supérieur du cintrage est maintenant soumis à une tension croissante et doit s’étirer. Le tube, cependant, est réticent à le faire et prend un raccourci autour du cintrage, provoquant cet aplatissement indésirable du tube. Mais qu’en est-il du côté inférieur qui est coincé contre la « forme de cintrage » ? Il est fortement comprimé et, bien que le tube résiste à cet écrasement, il commence à montrer des signes de flambage à travers le diamètre du tube. Si vous continuez le cintrage, l’aplatissement du côté supérieur deviendra plus prononcé tandis qu’au même moment le métal comprimé du côté inférieur soulagera la pression en développant davantage de plis. Finalement, le tube se cintrera brusquement et se fracturera.
Les tubes à paroi mince sont plus difficiles à cintrer correctement parce qu’ils s’aplatissent et se déforment très rapidement.
Plus le diamètre du tube est grand, plus la pression que vous devez exercer pour le faire se cintrer est grande. Bien que vous puissiez facilement former un cintrage de 90° dans une conduite en cuivre de 1/8″ de diamètre qui ne mesure que 6″ de long, vous ne pouvez tout simplement pas faire la même chose avec une longueur similaire de tube de 3/4″ Même si vous aviez une forme autour de laquelle le cintrer. Pourquoi cela ?
VOUS AVEZ BESOIN D’UN LEVIER
Peu importe la manière dont vous vous y prenez pour cintrer un morceau de tube, vous trouverez beaucoup plus facile de le faire si la pièce est suffisamment longue.
 Vous pouvez alors profiter du levier qu’elle procure (vous connaissez le principe). Un manque de levier suffisant pourrait rendre presque impossible la formation d’un cintrage près de l’une ou l’autre extrémité d’un tube en acier (ou en aluminium) de 3/4″ de diamètre.
Vous pouvez alors profiter du levier qu’elle procure (vous connaissez le principe). Un manque de levier suffisant pourrait rendre presque impossible la formation d’un cintrage près de l’une ou l’autre extrémité d’un tube en acier (ou en aluminium) de 3/4″ de diamètre.
Commencez toujours avec une grande longueur de tube lorsque vous le cintrez. Plus le diamètre du tube est grand, plus sa longueur excédentaire devrait être importante. Prévoyez 12″ supplémentaires à chaque extrémité pour des tubes jusqu’à 3/4″ de diamètre. Prévoyez encore davantage pour les diamètres plus grands… vous aurez besoin du levier supplémentaire que cela procure. Si vous constatez que vous avez besoin de plus de levier, vous pouvez toujours glisser une tige d’acier à l’intérieur ou faire coulisser un tube de plus grand diamètre sur l’extrémité pour servir en quelque sorte de poignée prolongée.
ÉQUIPEMENT NÉCESSAIRE
Vous n’avez pas besoin de beaucoup d’équipement ou de matériaux pour réaliser de bons cintrages uniformes. Les éléments suivants sont absolument nécessaires.
- Vous aurez besoin d’un grand étau robuste. L’efficacité de presque tout type de dispositif de cintrage sera grandement améliorée en le serrant dans un étau robuste solidement monté sur un établi solide. En plus de libérer les deux mains (et dans certains cas les pieds), cela vous permettra d’appliquer plus précisément la pression de cintrage sur le tube. Un substitut à l’étau serait un bon établi solide immobilisé sur lequel vous pourriez boulonner un dispositif de cintrage horizontalement.
- Un certain type de dispositif de cintrage est essentiel pour tout cintrage dépassant, disons 15° à 20°, surtout lorsque ce cintrage est concentré autour d’un petit rayon.
- Un matériau de remplissage (sable, alliage de cintrage ou sel) pour ces cintrages difficiles à réaliser.
- Des gabarits découpés dans du contreplaqué. Comment autrement pouvez-vous vérifier le cintrage que vous réalisez ?
DISPOSITIF DE CINTRAGE DE TUBES
Vous pouvez cintrer un tube avec succès avec à peu près n’importe quel dispositif simple de cintrage de tubes fait maison s’il est correctement fabriqué. Vous avez une grande variété de types parmi lesquels choisir.
Localement, vous pourriez avoir accès à une machine commerciale de cintrage de tubes. Si c’est le cas, parfait… n’oubliez simplement pas d’apporter aussi vos gabarits.
Certains d’entre vous pourront peut-être trouver quelqu’un qui possède une cintreuse de conduits d’électricien et s’arranger pour l’utiliser. Elle devrait vous permettre de réaliser des cintrages simples avec un haut degré de réussite à condition qu’elle puisse accepter le diamètre du tube que vous devez cintrer. La plupart des tubes que nous utilisons dans les constructions amateur sont soit 1/2″ soit 3/4″ de diamètre (parfois 5/8″, également). Si la cintreuse à laquelle vous avez accès est conçue pour des tubes de plus grand diamètre, vous ne devriez probablement pas l’utiliser car elle pourrait provoquer un aplatissement excessif de vos cintrages. La conception d’une cintreuse de tube d’électricien est suffisamment simple pour que vous puissiez la reproduire pour la taille de tube que vous devez cintrer.
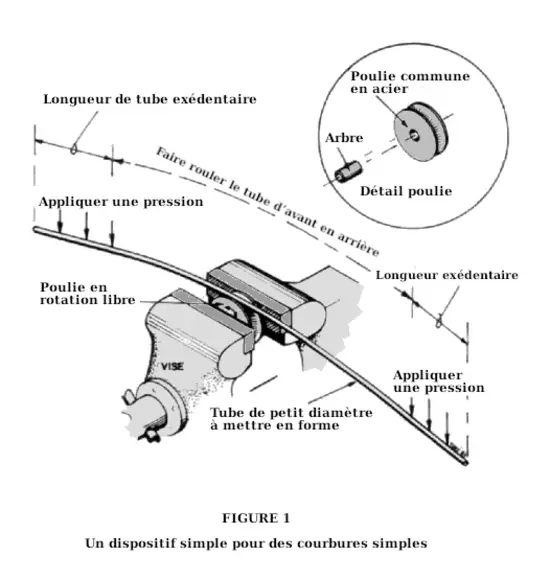
Une simple forme de cintrage en contreplaqué clouée à un établi constitue un bon dispositif de base pour les grands cintrages dans des tubes de petit diamètre. Cependant, lors de la découpe de la forme, vous devez rendre sa courbe plus prononcée car le tube aura tendance à revenir légèrement en arrière. Ce type de dispositif de cintrage est facile à utiliser pour obtenir des courbes uniformes parce que vous pouvez fixer une extrémité du tube et tirer l’extrémité libre autour de la forme, ce qui le fait se cintrer régulièrement en un seul mouvement facile.
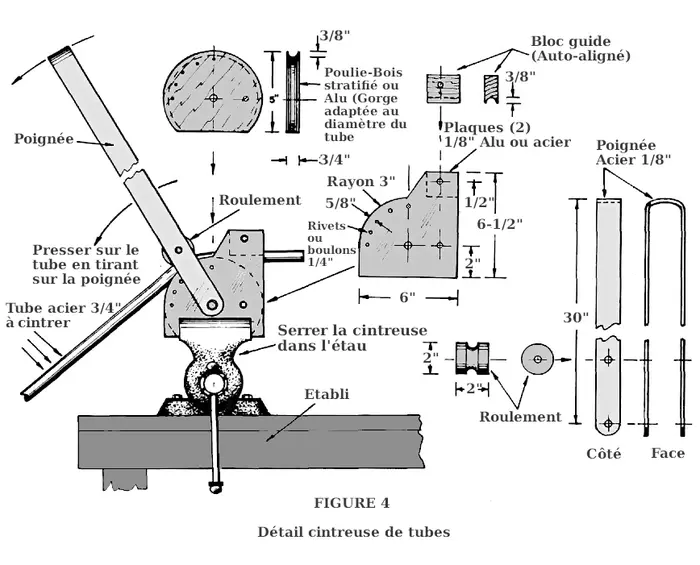
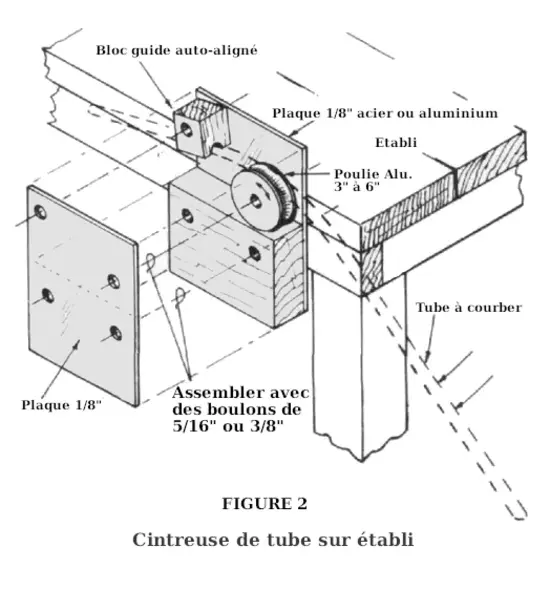
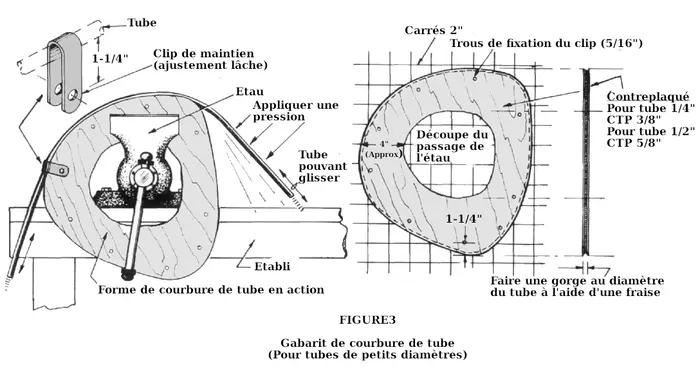
Une variation améliorée du gabarit de cintrage en contreplaqué est celle dont le fond de la forme est fraisé au diamètre du tube auquel il est destiné. Cette gorge est importante. Elle réduit la tendance du tube à s’aplatir et des courbes ou cintrages un peu plus serrés dans le tube deviennent possibles. Une amélioration encore plus grande serait de rendre la gorge fraisée un peu plus profonde afin que le tube s’y loge au-delà de la moitié de son diamètre. Cette profondeur supplémentaire permet aux parois de la forme d’exercer un effet de retenue contre la tendance du tube à s’aplatir. Il est tout aussi important, lors de la fabrication de toute poulie à gorge ou gabarit de cintrage, que les bords fraisés de la forme soient suffisamment solides pour résister à l’aplatissement et à l’élargissement du tube. Une forme en bois, particulièrement une forme en contreplaqué, est plutôt faible à cet égard, elle devrait donc avoir une distance de bord considérable entre la gorge et le bord de la poulie, de la forme, du gabarit ou quel que soit le nom que vous lui donnez. Une « poulie » à gorge en aluminium serait beaucoup plus solide mais est plus difficile à fabriquer si vous ne disposez pas d’un gros bloc de plaque d’aluminium ou d’un tour à métaux. La figure 5 montre quelques options pour fabriquer des dispositifs de cintrage de tubes avec une gorge, qu’il s’agisse de types poulie ou des simples types gabarit en bois. Les figures 1 à 5 devraient vous donner suffisamment d’idées pour vous aider à concevoir votre propre dispositif de cintrage.
PROCÉDURES DE CINTRAGE
Les tubes utilisés dans les travaux aéronautiques sont habituellement cintrés à froid. Contrairement à ce qui peut sembler logique et contrairement à ce que vous avez peut-être entendu, tenter de cintrer un tube en le chauffant peut se révéler une aventure désastreuse. La plupart d’entre nous n’ont ni l’habileté ni la patience nécessaires pour travailler avec un cintrage à chaud et obtiennent généralement des résultats peu esthétiques. Le problème provient d’un chauffage localisé et inégal et de pressions de cintrage mal coordonnées… sans parler de l’impatience. Presser un tube chauffé contre une forme de cintrage le fera certainement s’aplatir à l’intérieur du cintrage. Le cintrer à la main sans l’aide d’une forme est également très difficile à réussir. En bref, cintrez-le à froid.
 Chauffer un tube jusqu’à l’état rouge a toutefois son utilité dans le cintrage. Le cintrage provoque un certain durcissement du métal. Ainsi, en chauffant le tube vous pouvez le recuire et continuer le cintrage avec précaution après que le tube a refroidi. Autrement dit, il est possible de réaliser des cintrages sur un rayon plus petit si vous recuisez le tube une ou deux fois à mesure que le cintrage progresse. C’est une méthode lente mais elle peut rendre possible un cintrage autrement trop sévère. Il existe une autre manière de réduire le risque de réaliser un mauvais cintrage. Utilisez un matériau de remplissage.
Chauffer un tube jusqu’à l’état rouge a toutefois son utilité dans le cintrage. Le cintrage provoque un certain durcissement du métal. Ainsi, en chauffant le tube vous pouvez le recuire et continuer le cintrage avec précaution après que le tube a refroidi. Autrement dit, il est possible de réaliser des cintrages sur un rayon plus petit si vous recuisez le tube une ou deux fois à mesure que le cintrage progresse. C’est une méthode lente mais elle peut rendre possible un cintrage autrement trop sévère. Il existe une autre manière de réduire le risque de réaliser un mauvais cintrage. Utilisez un matériau de remplissage.
UTULISATION DE MATÉRIAUX DE REMPLISSAGE
Il est facile de voir que remplir un tube que vous voulez cintrer avec un matériau solide comme du sable ou un alliage de cintrage fondu réduira grandement la tendance à l’aplatissement.
Avant de tenter de cintrer tout tube de grand diamètre (3/4″ ou plus), vous devriez le remplir de sable fortement tassé. (Je comprends que le sel fonctionne également bien que je ne l’aie jamais essayé.) Le sable doit être sec et bien tamisé afin d’éliminer toute matière étrangère et les grains de sable plus gros. Bouchez l’extrémité inférieure du tube avec un bouchon en bois et versez le sable. Tapotez l’extrémité inférieure du tube à plusieurs reprises contre une surface solide (plancher de béton). Une fois le tube rempli de sable, le fait de continuer à le tapoter provoquera son tassement et le compactera davantage. Ajoutez du sable supplémentaire. Après que le sable ne montre plus aucun signe de tassement, enfoncez un bouchon en bois dans l’extrémité supérieure du tube en vous assurant qu’il repose solidement contre le sable. Votre tube est maintenant prêt pour le cintrage. Le risque d’un cintrage aplati aura été considérablement réduit.
Un matériau de remplissage plus efficace, bien sûr, est l’un des alliages commerciaux de cintrage, CERROBEND, par exemple. Ces alliages ont un point de fusion très bas, certains aussi bas que 165° F. Lorsque cet alliage de cintrage est chauffé jusqu’à son point de fusion, il peut être versé dans le tube que vous voulez cintrer… bien sûr, bouchez d’abord le bas. Refroidir le tube dans l’eau solidifiera l’alliage et vous êtes prêt pour l’opération de cintrage. Après avoir terminé le cintrage, le tube doit être réchauffé afin de faire fondre l’alliage pour l’en retirer. Le matériau peut être réutilisé un grand nombre de fois. Cependant, puisqu’il est peu probable que la plupart d’entre nous puissent trouver une source économique pour un alliage de cintrage, la méthode du sable est et continuera d’être la plus utilisée par les constructeurs amateurs.
UN PEU PLUS AU SUJET DU PROCESSUS DE CINTRAGE
Vous ne pouvez pas vous hâter dans votre tâche de cintrage de tube. Elle prendra ordinairement beaucoup plus de temps que vous ne l’imagineriez. Accordez-vous suffisamment de temps pour les cintrages qui n’ont pas un rayon uniforme.
La plupart des dispositifs de cintrage que vous utiliserez, à l’exception d’un gabarit de cintrage de type patron, auront une poulie, un rouleau ou un disque rainuré de diamètre plutôt petit autour duquel le tube sera cintré. Évidemment, vous ne pouvez pas cintrer le tube beaucoup en un seul endroit si votre cintrage nécessite un rayon plusieurs fois plus grand que la poulie du dispositif de cintrage. Cela signifie que le processus de cintrage peut devenir assez long car vous devez cintrer un peu, vérifier le cintrage du tube par rapport à un gabarit, etc. Pour vous aider à vérifier la précision de votre cintrage au fur et à mesure, vous devriez tracer une ligne centrale autour du tube pour l’utiliser comme repère de référence correspondant à votre gabarit. (Utilisez un marqueur noir sur les tubes en aluminium et un crayon à mine d’argent sur les tubes en acier.)
N’oubliez pas de vérifier le tube après que le cintrage est terminé afin de vous assurer qu’il n’est pas vrillé, vu depuis les extrémités. Posez-le sur une surface plane pour une vérification rapide. Si une déformation est présente, une pression de torsion dans la bonne direction éliminera la déformation. Vérifiez à nouveau le cintrage du tube par rapport au gabarit avant de vous féliciter pour un travail bien fait.